TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025072795
公報種別
公開特許公報(A)
公開日
2025-05-12
出願番号
2023183131
出願日
2023-10-25
発明の名称
貼付装置及び貼付方法
出願人
個人
代理人
個人
主分類
B27N
3/04 20060101AFI20250501BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】 無端ベルトMB上を搬送されるエアレイドシートS表面に紙製フィルム610を水で貼り付ける。ベルト支持ローラでの屈曲時の内輪・外輪差に起因する歪みや皺を防止する。
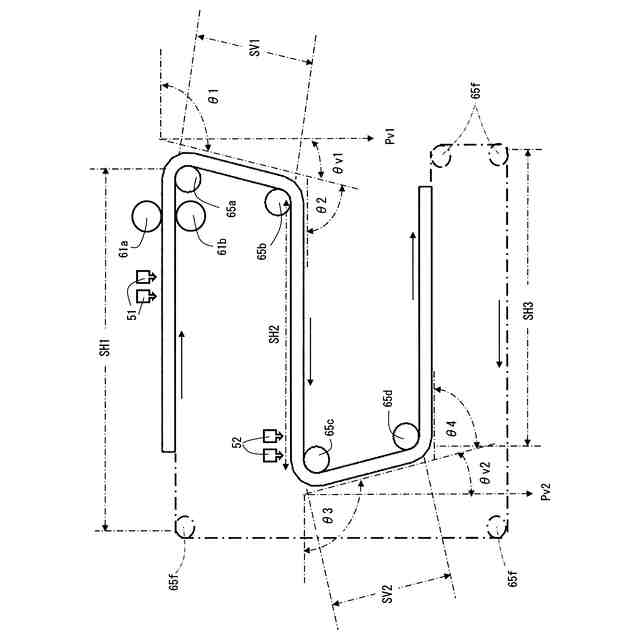
【解決手段】 シートS表面に紙製フィルム610を水で貼付する貼付装置。無端ベルト支持機構は、第1水平区間SH1、第1下垂区間SV1、第2水平区間SH2、第2下垂区間SV2、送出側区間SH3を有するように、転換ローラ65a、転換補助ローラ65b、反転ローラ65c、反転補助ローラ65dで、区間分け支持する。第1水平区間SH1の終端の手前側でシートSに散水し、散水後で且つ第1下垂区間SV1の始端の手前側で、紙製フィルム610をシートS表面に重ねる。
【選択図】 図2
特許請求の範囲
【請求項1】
植物繊維を堆積して成り前工程から送り込まれるシートを搬送しつつその表面に紙製フィルムを貼付して次工程へ送り出す貼付装置であって、
前記シートを前記前工程から前記次工程へ搬送する無端ベルトと、
前記無端ベルトを張設して駆動するベルト支持機構と、
前記シートに散水する散水機構と、
前記無端ベルトによる前記シートの搬送に同期して紙製フィルムを繰り出して前記シートの表面に重ねる給紙機構と、
を有し、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端で前記第1方向と反対の第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間と、前記第2水平区間の終端で下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間と、前記第2下垂区間の下端で前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲箇所にて区間分け支持する、転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラを有し、
前記散水機構は、前記第1水平区間の終端の手前側にて前記シートに散水するノズルを有し、
前記給紙機構は、前記ノズルによる散水後で且つ前記第1下垂区間の始端の手前側に紙製フィルムを案内して前記シートの表面に重ねる案内ローラを有する、
ことを特徴とする貼付装置。
続きを表示(約 3,600 文字)
【請求項2】
請求項1に於いて、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて鉛直下方から前記第2方向側へ屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端で前記第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間と、前記第2水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間と、前記第2下垂区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲位置にて区間分け支持する、転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラを有する、
ことを特徴とする貼付装置。
【請求項3】
請求項2に於いて、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて鉛直下方から前記第2方向側へ5~25度屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端を越えて前記第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間と、前記第2水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間と、前記第2下垂区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲位置にて区間分け支持する、転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラを有する、
ことを特徴とする貼付装置。
【請求項4】
請求項1に於いて、
前記無端ベルトはメッシュ状を成し、
前記散水機構は、前記第2水平区間の終端の手前側にて前記シートに散水する第2のノズルを有する、
ことを特徴とする貼付装置。
【請求項5】
請求項4に於いて、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて鉛直下方から前記第2方向側へ屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端を越えて前記第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間と、前記第2水平区間の終端を越えて鉛直下方から前記第1方向側へ屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間と、前記第2下垂区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲位置にて区間分け支持する、転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラを有する、
ことを特徴とする貼付装置。
【請求項6】
請求項5に於いて、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて鉛直下方から前記第2方向側へ5~25度屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端を越えて前記第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間と、前記第2水平区間の終端を越えて鉛直下方から前記第1方向側へ5~25度屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間と、前記第2下垂区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲位置にて区間分け支持する、転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラを有する、
ことを特徴とする貼付装置。
【請求項7】
請求項1に於いて、
前記第1下垂区間の区間長と前記第2下垂区間の区間長は略同一である、
ことを特徴とする貼付装置。
【請求項8】
植物繊維を堆積して成り前工程から送り込まれるシートを搬送しつつその表面に紙製フィルムを貼付して次工程へ送り出す貼付装置であって、
前記シートを前記前工程から前記次工程へ搬送する無端ベルトと、
前記無端ベルトを張設して駆動するベルト支持機構と、
前記シートに散水する散水機構と、
前記無端ベルトによる前記シートの搬送に同期して紙製フィルムを繰り出して前記シートの表面に重ねる給紙機構と、
を有し、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間と、前記第1下垂区間の下端を越えて前記第1方向と反対の第2方向側へ屈曲する位置を始端として前記シートを前記第2方向へ搬送する転換区間と、前記転換区間の終端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間とを有するように、前記無端ベルトを前記各屈曲箇所にて区間分け支持する、転換ローラ、転換補助ローラ、及び、反転ローラを有し、
前記散水機構は、前記第1水平区間の終端の手前側にて前記シートに散水するノズルを有し、
前記給紙機構は、前記ノズルによる散水後で且つ前記第1下垂区間の始端の手前側に紙製フィルムを案内して前記シートの表面に重ねる案内ローラを有する、
ことを特徴とする貼付装置。
【請求項9】
植物繊維を堆積して成り前工程から送り込まれるシートを搬送しつつその表面に紙製フィルムを貼付して次工程へ送り出す貼付装置であって、
前記シートを前記前工程から前記次工程へ搬送する無端ベルトと、
前記無端ベルトを張設して駆動するベルト支持機構と、
前記シートに散水する散水機構と、
前記無端ベルトによる前記シートの搬送に同期して紙製フィルムを繰り出して前記シートの表面に重ねる給紙機構と、
を有し、
前記ベルト支持機構は、前記シートを第1方向へ水平に搬送する第1水平区間と、前記第1水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを前記第1方向と反対の第2方向側下方へ搬送する転換区間と、前記転換区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する反転区間とを有するように、前記無端ベルトを前記各屈曲箇所にて区間分け支持する、転換ローラ、及び、反転ローラを有し、
前記散水機構は、前記第1水平区間の終端の手前側にて前記シートに散水するノズルを有し、
前記給紙機構は、前記ノズルによる散水後で且つ前記転換区間の始端の手前側に紙製フィルムを案内して前記シートの表面に重ねる案内ローラを有する、
ことを特徴とする貼付装置。
【請求項10】
植物繊維を堆積して成り前工程から送り込まれるシートを無端ベルトで搬送しつつその表面に紙製フィルムを貼付して次工程へ送り出す貼付方法であって、
前記無端ベルトを張設して駆動するベルト支持機構が有する転換ローラ、転換補助ローラ、反転ローラ、及び、反転補助ローラにより、
前記無端ベルトを、
前工程から送り込まれる前記シートを第1方向へ水平に搬送する第1水平区間、
前記第1水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第1下垂区間、
前記第1下垂区間の下端を越えて前記第1方向と反対の第2方向側へ屈曲する位置を始端として前記シートを水平に搬送する第2水平区間、
前記第2水平区間の終端を越えて下方側へ屈曲する位置を始端として前記シートを下方へ搬送する第2下垂区間、
前記第2下垂区間の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートを水平に搬送する送出側区間、
が形成されるように前記各屈曲箇所にて区間分け支持し、
前記第1水平区間の終端の手前側にて前記シートに散水し、
前記散水後で且つ前記第1下垂区間の始端の手前側に紙製フィルムを案内ローラにより案内して前記シートの表面に重ね、
前記第1下垂区間、第2水平区間、第2下垂区間、及び、送出側区間を経て搬送することで、前記シートの表面に前記紙製フィルムを貼付する、
ことを特徴とする貼付方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、植物繊維を堆積して成るシート(エアレイドシート)の表面に、紙製フィルムを貼付(貼着)する装置と方法に関する。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
解繊した植物繊維と樹脂繊維を混合して堆積・形成したシート(エアレイドシート)の表面にフィルムを貼付した後、プレス成形して紙製皿等の所望の紙製成形品を製造する乾式成形手法が知られている。
近年、環境汚染抑制等の観点から、樹脂繊維を含まない天然由来の植物繊維のみで所望の紙製成形品を得たいという要請があり、シート表面に貼付するフィルムとしても、ティッシュペーパー等の紙製フィルムが試みられている。
特開2016-188448号公報(特許文献1)には、シートを切り離したり、折り目を付け易いシートを容易に製造できる製造装置について記載されている。
特開2016-079533号公報(特許文献2)や、特開2016-078367号公報(特許文献3)には、繊維を堆積させたウェブに水分を添加する際に、ウェブを形成する繊維の脱離が生じにくいシート製造装置について記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2016-188448号公報
特開2016-079533号公報
特開2016-078367号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
植物繊維を堆積して成るシート(エアレイドシート)に散水し、紙製フィルム(例:ティッシュペーパー)を重ねて水で一体化させる場合、当該のシート表面に水が存在することが必要であるが、エアレイドシートの場合、散水された水が略水平搬送されているシートの内部に速やかに滲み込んで表面から消失する結果、一体化が不十分になって、貼付が強固でなくなるという不具合がある。
このため、シートを急傾斜させ、又は、略鉛直に立て、その状態で散水して紙製フィルムを重ねて貼付することも試みられているが、その場合には、水がシート表面を伝って流れ落ちてしまって表面に残り難くなり、結果的に同様の不具合が生じ易くなる。
【0005】
そこで、本出願人は、略水平なシートに散水しつつ速やかに紙製フィルムを重ねるとともに、続いてシートの搬送方向を略鉛直下方に向けることにより、上述の不具合を解消することに思い至った。ここで、水平から鉛直下方へのシート搬送方向の転換は、シート搬送用の無端ベルトを支持するローラを用いて実現することとした。
しかるに、この方法によると、ローラによる方向転換時に、エアレイドシートの厚みのため、内輪・外輪差(シート内輪側と外輪側の周長の差)に起因してシートに歪みや皺が生じ易くなり、結果、最終の成形品にも歪みや皺が残存する等の不具合が生じた。
なお、エアレイドシートの厚みは、後工程であるプレス成形後の最終製品の厚みによっても異なるが、例えば、最終製品が厚さ1mm程度の紙製皿の場合、シートの厚みは30mm程度である。このため、内輪・外輪差により、かなりの歪みや皺が生起する。
【0006】
本願は上述の不具合に鑑みたものであり、以下を目的とする。
*植物繊維を堆積して成るエアレイドシートの表面に、紙製フィルムを、水によって強固に一体化する、即ち、良好に貼り付け得るようにする。
*無端ベルトの方向をローラで転換する際に、当該無端ベルトで搬送中のエアレイドシートの厚みによる内輪・外輪差に起因して、当該シートや、当該シート表面に水で貼付した紙製フィルムに、歪みが蓄積したり皺が生じたりしないようにする。
【課題を解決するための手段】
【0007】
本発明の構成を、下記[1]~[12]に記す。なお、この項([課題を解決するための手段])と次項([発明の効果])に於いて、符号は理解を容易にするために付したものであり、本発明を符号の構成に限定する趣旨ではない。
【0008】
[1]発明1(図1、2、4、5)
植物繊維を堆積して成り前工程から送り込まれるシートSを搬送しつつその表面に紙製フィルム610を貼付して次工程へ送り出す貼付装置であって、
前記シートSを前記前工程から前記次工程へ搬送する無端ベルトMBと、
前記無端ベルトMBを張設して駆動するベルト支持機構と、
前記シートSに散水する散水機構と、
前記無端ベルトMBによる前記シートSの搬送に同期して紙製フィルム610を繰り出して前記シートの表面に重ねる給紙機構と、
を有し、
前記ベルト支持機構は、前記シートSを第1方向へ水平に搬送する第1水平区間SH1と、前記第1水平区間SH1の終端HTEを越えて下方側へ屈曲する位置を始端VBEとして前記シートSを下方へ搬送する第1下垂区間SV1と、前記第1下垂区間SV1の下端を越えて前記第1方向と反対の第2方向側へ屈曲する位置を始端として前記シートSを水平に搬送する第2水平区間SH2と、前記第2水平区間SH2の終端を越えて下方側へ屈曲する位置を始端として前記シートSを下方へ搬送する第2下垂区間SV2と、前記第2下垂区間SV2の下端を越えて前記第1方向側へ屈曲する位置を始端として前記シートSを水平に搬送する送出側区間SH3とを有するように、前記無端ベルトMBを前記各屈曲箇所にて区間分け支持する、転換ローラ65a、転換補助ローラ65b、反転ローラ65c、及び、反転補助ローラ65dを有し、
前記散水機構は、前記第1水平区間SH1の終端HTEの手前側にて前記シートSに散水するノズル51を有し、
前記給紙機構は、前記ノズル51による散水後で且つ前記第1下垂区間SV1の始端VBEの手前側に紙製フィルム610を案内して前記シートSの表面に重ねる案内ローラ61aを有する、
ことを特徴とする貼付装置。
【0009】
上記では、第1水平区間SH1で散水されるため、水がシートSの表面を伝って流れ落ちることが防止される。また、散水位置が終端HTEの手前側であり、散水後、速やかに第1下垂区間SV1に移動するため、シートSの内部に滲み入って紙製フィルム610の貼付に寄与しなくなる水の量も、さほど多くない。
また、第1下垂区間SV1では、シートSの方向が下向きとなるため、第1水平区間SH1で散水された水は無端ベルトMB方向に移動し難くなり(滲み入り難くなり)、その反射的作用によってシートS表面の紙製フィルム610の側に滞留し易くなる。言い換えれば、シートSの内部に滲み入って紙製フィルム610の貼付に寄与しなくなる水の量が低減される。その結果、紙製フィルム610がシートSの表面に貼付され易くなる。
また、転換ローラ65aや転換補助ローラ65bでの回転時のシートSの内輪と外輪の周長差に起因するシートSの歪みや紙製フィルム610の皺は、反転ローラ65cや反転補助ローラ65dでの逆向きの回転で吸収されるため、十分に抑制される。
【0010】
前記に於いて、「水平」とは、鉛直線に直交する正確な水平に限定されない。散水された水の一部がシートSの表面を伝って流れ落ちることなく表面に止まることができればよく、残部はシートSの内部へ滲み入ることができればよい。これは、シートSの厚みやシートSを構成する植物繊維の密度、散水位置から第1水平区間SH1の終端HTEまでの距離やシートSの搬送速度によっても異なるが、正確な水平から例えば「±45度」程度傾いていたとしても、上記の条件を満たせば「水平」である。例えば、図4(b)(c)の第1水平区間、同図(b)~(d)の第2水平区間や第3水平区間の「水平」も、ここで言う「水平」である。以下の各発明で同様とする。
また、前記に於いて、「第1水平区間SH1の終端HTEを越えて下方側へ屈曲する」の「下方側へ屈曲」とは、図4(a)のように鉛直下方へ屈曲する場合ばかりでなく、同図(b)のように第1方向側へ傾斜する場合や、同図(c)(d)のように第2方向側へ傾斜する場合も含む。以下の発明4、7~9、10~12で同様とする。
また、前記に於いて、「第2水平区間SH2の終端を越えて下方側へ屈曲する」の「下方側へ屈曲」とは、図4(a)のように鉛直下方へ屈曲する場合ばかりでなく、同図(c)のように第1方向側へ傾斜する場合や、同図(b)(d)のように第2方向側へ傾斜する場合も含む。以下の発明2~4、7、10で同様とする。
また、前記に於いて、前記給紙機構が紙製フィルム610を案内して重ねる「第1下垂区間SV1の始端VBEの手前側」は、好ましくは「第1水平区間SH1の終端HTEの手前側」である。紙製フィルム610が重ねられるべきシートSの表面が水平な方が、水が表面を伝って流れ落ちる現象が生じ難く、良好に重ねられるためである。以下の発明2~11で同様とし、発明12でも略同様とする。
また、上記に於いて、「区間分け支持する」の「区間分け」とは、仮想的な区間分けを言う。無端ベルトMBは移動しているため、無端ベルトMBの区間分け対象の部位は、常に移動している。以下の各発明で同様とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る







 特許ウォッチ
特許ウォッチ