TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024122875
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2024002947
出願日
2024-01-12
発明の名称
圧密木強制焼入れ装置
出願人
広平凱王圧密科技有限公司
代理人
個人
主分類
B27M
1/06 20060101AFI20240902BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】生産ラインにおける圧密された木板の焼入れ冷凍効率を向上させる圧密木強制焼入れ装置を提供する。
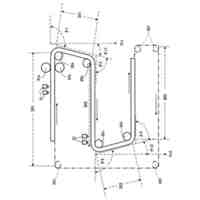
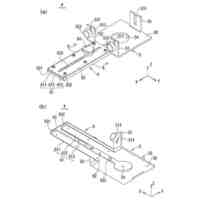
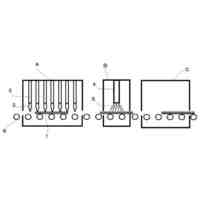
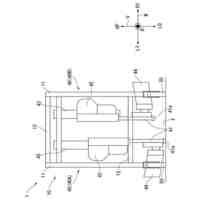
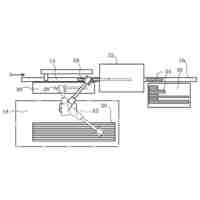
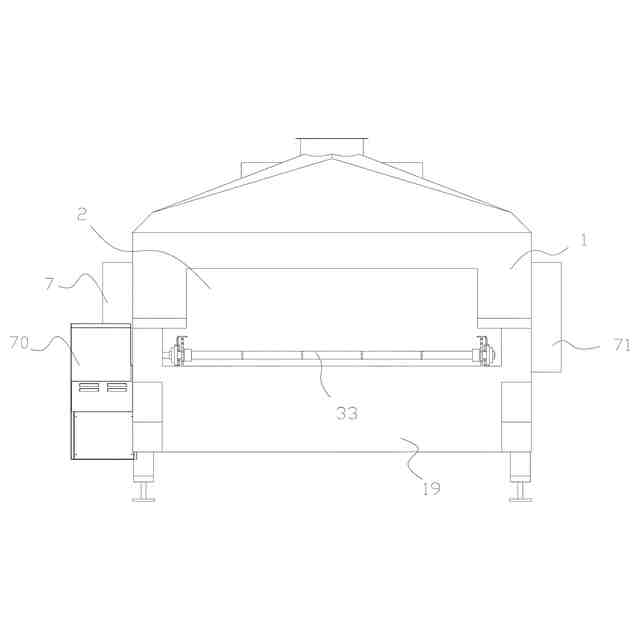
【解決手段】トンネル式焼入れ通路が設けられた焼入れハウジングを含み、焼入れハウジング内の焼入れ通路の下方に水平に移動する搬送装置が設けられ、焼入れ通路の上方に噴霧装置及び送風装置が設けられ、噴霧装置は、均一に間隔して通路内に設置された複数の噴霧モジュールを含み、各噴霧モジュールは、径方向に配列されたいくつかの噴霧パイプ及び噴霧パイプの下方に設けられて均一に間隔して設置された複数の噴霧ノズルを含み、各前記噴霧パイプは、輸送配管、液抽出ポンプ及び圧力ポンプを介して焼入れハウジングの側辺に設けられた貯液タンクに接続され、送風装置は、隣接する噴霧モジュールの間に設けられた1~3個の径方向に分布する送風機を含む。
【選択図】図1
特許請求の範囲
【請求項1】
走行中の圧密木に冷却液を散布して冷却するために用いられ、前記装置は、トンネル式焼入れ通路が設けられた焼入れハウジングを含み、前記焼入れハウジング内の焼入れ通路の下方に水平に移動する搬送装置が設けられ、焼入れ通路の上方に噴霧装置及び送風装置が設けられ、
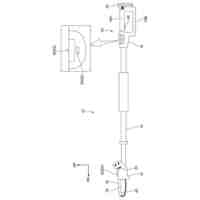
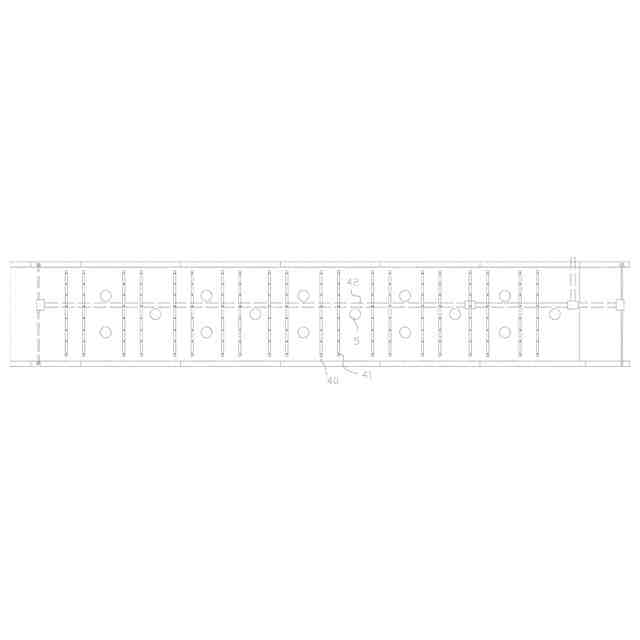
前記噴霧装置は、均一に間隔して焼入れ通路内の頂部に設置された複数の噴霧モジュールを含み、各前記噴霧モジュールは、径方向に配列されたいくつかの噴霧パイプ及び噴霧パイプの下方に設けられて均一に間隔して設置された複数の噴霧ノズルを含み、各前記噴霧パイプは、輸送配管、液抽出ポンプ及び圧力ポンプを介して焼入れハウジングの側辺に設けられた貯液タンクに接続され、前記送風装置は、隣接する噴霧モジュールの間に設けられた1~3個の径方向に分布する送風機を含む
ことを特徴とする圧密木強制焼入れ装置。
続きを表示(約 2,000 文字)
【請求項2】
各前記噴霧モジュールは、2本の径方向に設置された噴霧パイプを含み、各前記噴霧パイプの下方に6~12個の前記噴霧ノズルが設けられ、前記噴霧ノズルから前記搬送装置の搬送面までの距離は、25~40cmである
請求項1に記載の圧密木強制焼入れ装置。
【請求項3】
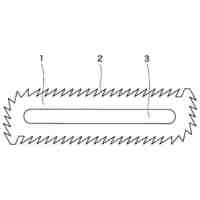
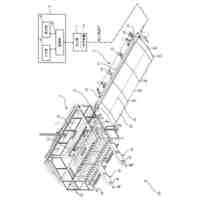
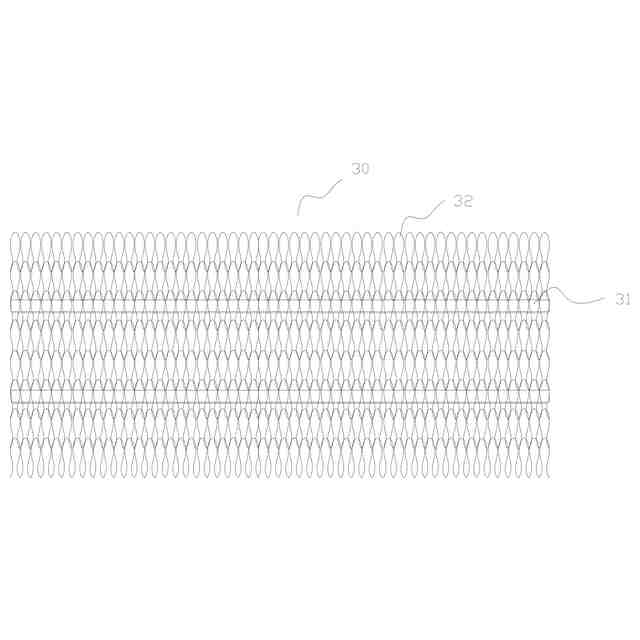
前記搬送装置は、焼入れ通路の下方に設けられた搬送メッシュベルト、前記搬送メッシュベルトの移動を動かすローラモジュール及びローラモジュールに動力を提供する駆動機構を含み、前記焼入れ通路の両側に同一の鉛直面にある循環シュートが設けられ、前記搬送メッシュベルトの両側に前記循環シュートに嵌合するスライダが設けられ、前記搬送メッシュベルトは、複数の軸方向の支持ロッド及び支持ロッドに経編及び/又は緯編で形成された網体構造である
請求項1に記載の圧密木強制焼入れ装置。
【請求項4】
前記搬送メッシュベルトの支持ロッド及び網体は、低温金属材料で製造され、前記網体構造は、低温金属細線を編んで0.5~3cm厚さに形成された3次元立体構造であり、
前記ローラモジュールは、焼入れ通路の両端部に設けられた2つのローラを含み、前記搬送メッシュベルトの前端及び後端は、前記ローラを回ってリング体を形成し、前記駆動機構は、少なくとも1つの前記ローラに回転動力を提供する
請求項3に記載の圧密木強制焼入れ装置。
【請求項5】
前記焼入れ貫通ハウジングの前端面及び後端面の頂部にいずれも封止板が設けられ、前記封止板と搬送装置の搬送面との間に出入口が形成され、前記封止板に高さ調整可能なバッフル板が設けられ、前記バッフル板の内側に搬送装置の搬送面に向かって延在する防風シートが設けられる
請求項1に記載の圧密木強制焼入れ装置。
【請求項6】
前記防風板は、複数の平行に配列された薄型シートで構成され、前記封止板は、上から下へ内向きに傾斜する構造であり、それに貼り合わせるバッフル板と同期に傾斜して設置される
請求項5に記載の圧密木強制焼入れ装置。
【請求項7】
前記バッフル板に複数の縦方向調整貫通孔が設けられ、前記バッフル板は、縦方向調整貫通孔の外側から封止板に挿着されたロックスクリューにより固定され、
又は、前記バッフル板は、自動伸縮機構により前記封止板に接続される
請求項5に記載の圧密木強制焼入れ装置。
【請求項8】
前記封止板の底部位置に位置センサ及び距離センサが設けられ、前記焼入れハウジングの両側のハウジング壁面に軸方向に沿って分布する観察ドアが設けられ、前記観察ドアの内側枠にゴム製シールリングが設けられる
請求項5に記載の圧密木強制焼入れ装置。
【請求項9】
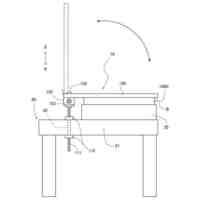
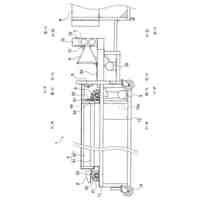
前記搬送メッシュベルトは、いくつかの搬送ユニットに分けられ、隣接する前記搬送ユニットの間に垂直冷却部が設けられ、
前記垂直冷却部は、トンネル走行前端及び後端に設置された縦方向に分布する支持ローラ群、前記支持ローラの側辺を回って設置されたリンク状運送レール、両側のリンク状運送レールの間に設けられた複数の支え機構及び支持ローラ群の回転を駆動する駆動機構を含み、前記支え機構は、前端又は後端の搬送ユニットに回転する時に、前記支え機構に設置された支え板は、対応端の搬送メッシュベルトに当接し、トンネル走行前端に対応する前記支え機構側には当接時に支え板における圧密木をプッシュするプッシュ機構が設けられ、2つの前記リンク状運送レールの間の中部に第1の横方向噴霧パイプが設けられ、前記第1の横方向噴霧パイプに少なくとも頂側向きの複数の噴霧ノズルが設けられる
請求項1に記載の圧密木強制焼入れ装置。
【請求項10】
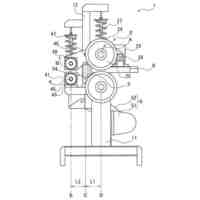
前記支持ローラ群は、両側の複数の独立したローラ本体にそれぞれ設けられ、各側には走行前端が設けられた前上ローラと前下ローラ、走行後端に設けられた後上ローラと後下ローラ、前上ローラと後上ローラの上方中部に設けられた上中ローラ及び前下ローラと後下ローラの下方中部に設けられた下中ローラを含み、両側の前記下中ローラの間は、同一のローラ軸により接続され、少なくとも1つの前記下中ローラは、前記駆動機構に接続され、両側の前記リンク状運送レールの内側に対向する連接ロッドが均一に分布し、前記連接ロッドは、内側向きに伸び、且つ伸び端部は、対応側のローラ本体の内側から突出し、前記連接ロッドの内側端部に回転リングが回転可能に嵌着され、両側の前記回転リングの間は、前記支え板により接続され、
複数の前記第1の横方向噴霧パイプの噴霧ノズルは、前側、後側及び頂側に向かって設置され、前記リンク状運送レールの上方中部には底部に噴霧ノズル付きの第2の横方向噴霧パイプが設けられる
請求項9に記載の圧密木強制焼入れ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木板加工技術の分野に属し、特に圧密木強制焼入れ装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
圧密木は、木板がホットプレス処理により製造された硬質で、密度が大きく、強度が高い強化処理材料である。木板は、圧縮されて緻密化された後、その組織構造、物理力学的性質がいずれも深刻に変化し-力学的強度が強くなり、木板の変形が小さくなり、耐摩耗性、耐久性に優れ、それにより木板の性能を効果的に改善し、木板の利用価値を向上させる。
【0003】
従来の圧密木の加工技術では、木板に対して、前処理、積層処理、加熱加圧処理、硬化処理、降温処理及び養生処理という具体的なステップを行い、そのうち降温処理は、水冷降温及び/又は空冷降温方式を採用することが多い。
【0004】
特許文献1:特許出願番号CN202020196506.5に開示された特許に水冷装置が配置されて圧縮木材に対して一次冷却を行い、その後に空冷装置が配置されて木材に対して二次冷却を行い、当該プロセスにおいて、冷却時効は可能な限り短縮する必要があり、温度の急減及び急速冷却すなわち焼入れプロセスにより圧密木の強度及び硬度の効果的な改善(増加)を果たし、しかも内部応力を減少して脆性を低下させ、それにより圧密木の機械的特性を向上させる。しかしながら、従来技術の空冷及び水冷プロセスは、水冷機器及び空冷機器の敷設回線を長くさせ、又は単位体積内の木材停留時間を向上させて降温を実現する必要があり、当該種類の水冷及び空冷方式は、熱交換効率が低く、冷却時間が長すぎ、圧密木が優れた機械的特性を呈することができないようにする。
【0005】
出願人は、同型の特許に冷凍液(例えば液体窒素)により急速な焼入れを実現することを言及し、しかし、従来技術では圧密木生産ラインに焼入れ冷却の関連機器を敷設することがなく、どのように流れ作業ラインにおける圧密木の急速な焼入れを実現することは製品自体に特に重要である。また、機器敷設及び占用空間のコストを節約するために、どのようにプロセス回線の敷設を短縮するとともに流れ作業ラインにおける圧密された木板の焼入れ効率を向上させるという技術的問題も同様に早急に解決する必要がある。
【0006】
また、高周波処理された圧密木は、厚さが厚く、一般的には3cm以上であり、実際の焼入れ操作過程において、焼入れ時間が短すぎて圧密木内の中心温度を予め設定された温度まで低下させることができなく、当該技術的問題を解決するために、圧密木の焼入れ装置における焼入れ時間を増加する必要はあるが、焼入れ時間の増加により木板の加工効率の低下に影響を与える。
【先行技術文献】
【特許文献】
【0007】
中国特許出願202020196506.5
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記技術的問題を解決するために、本発明は、生産ラインにおける圧密された木板の焼入れ冷凍効率を向上させる圧密木強制焼入れ装置を提供する。
【課題を解決するための手段】
【0009】
本発明の具体的な技術的解決手段は、以下のとおりである。
【0010】
本発明は、圧密木強制焼入れ装置を提供し、それは走行中の圧密木に冷却液を散布して冷却するために用いられ、前記装置は、トンネル式焼入れ通路が設けられた焼入れハウジングを含み、前記焼入れハウジング内の焼入れ通路の下方に水平に移動する搬送装置が設けられ、焼入れ通路の上方に噴霧装置及び送風装置が設けられ、
前記噴霧装置は、均一に間隔して焼入れ通路内の頂部に設置された複数の噴霧モジュールを含み、各前記噴霧モジュールは、径方向に配列されたいくつかの噴霧パイプ及び噴霧パイプの下方に設けられて均一に間隔して設置された複数の噴霧ノズルを含み、各前記噴霧パイプは、輸送配管、液抽出ポンプ及び圧力ポンプを介して焼入れハウジングの側辺に設けられた貯液タンクに接続され、前記送風装置は、隣接する噴霧モジュールの間に設けられた1~3個の径方向に分布する送風機を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
薪割り台
9か月前
個人
わら縄針金造形木
10か月前
個人
木材精密加工用ジグ
4か月前
丸大株式会社
竹粉製造装置
5か月前
株式会社日本設計
耐火木材
11か月前
株式会社日本設計
耐火木材
10か月前
個人
貼付装置及び貼付方法
3か月前
個人
電動ボードカッターのブレード
12日前
アイカ工業株式会社
化粧板の製造方法
11か月前
個人
跳ね上げ式ガイドクランプ
3か月前
コニシ株式会社
集成材の製造方法
4日前
株式会社岡田金属工業所
ブレード
4か月前
NKE株式会社
トリマー治具
3か月前
株式会社ノダ
木削薄片板および床材
7か月前
株式会社ノダ
木削薄片板および床材
10か月前
工機ホールディングス株式会社
作業機
7か月前
宮川工機株式会社
プレカット加工装置
8か月前
舛元木工株式会社
フレーム材の端部処理方法
9か月前
工機ホールディングス株式会社
作業機
11か月前
大建工業株式会社
焼杉風化粧板とその製造方法
5か月前
三和合板株式会社
化粧板の製造装置
8か月前
旭興進株式会社
人工木材及びその製造方法
10か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
7か月前
清水建設株式会社
ビス打ち装置
4か月前
清水建設株式会社
自動ビス打ち機
4か月前
マックス株式会社
リフィル
8か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
11か月前
株式会社大林組
木質板材の加工方法
6か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
11か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
デンカ株式会社
敷板
11か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
株式会社トーアエンジニアリング
プレカット加工方法
11か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
1か月前
株式会社マキタ
携帯用切断機
1か月前
マックス株式会社
ステープラ
7か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ