TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142992
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023055428
出願日
2023-03-30
発明の名称
木削薄片板および床材
出願人
株式会社ノダ
代理人
個人
主分類
B27N
3/00 20060101AFI20241003BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
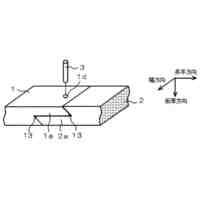
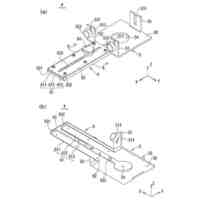
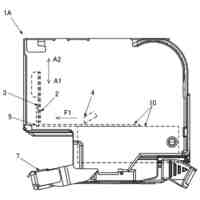
【課題】従来のOSBより優れた表面平滑性を有し、その上に直接化粧材を貼着して化粧板とするための基材として好適に使用可能な木質ボードを提供する。
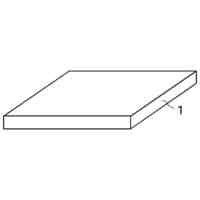
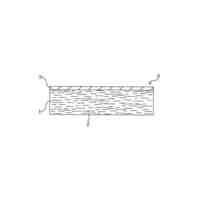
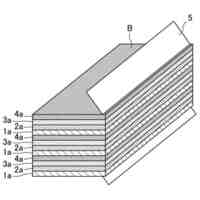
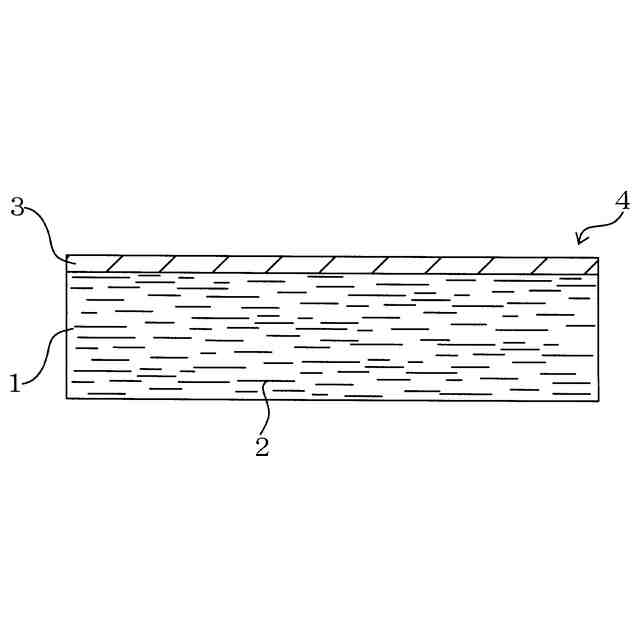
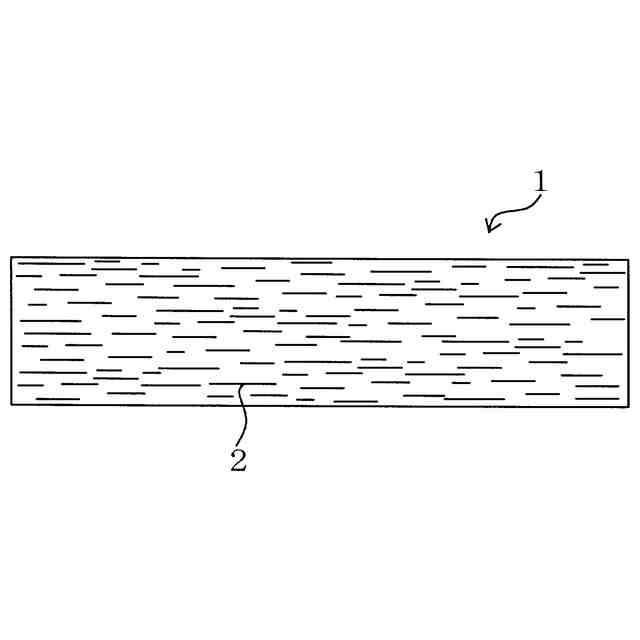
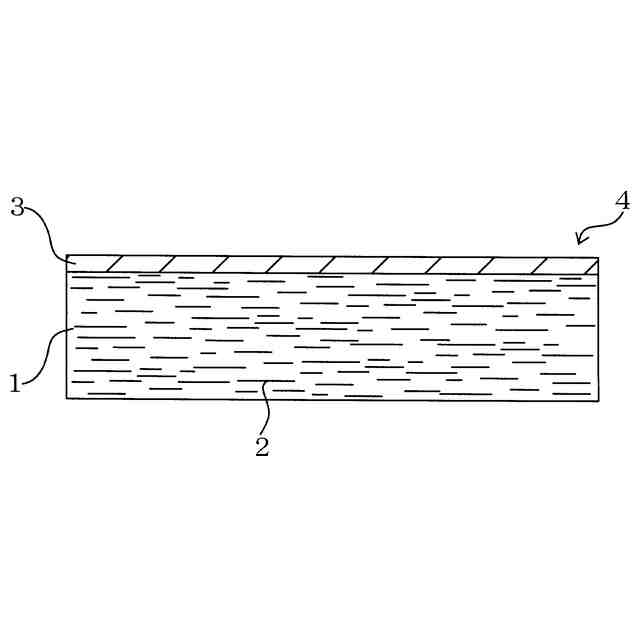
【解決手段】木削薄片2と接着剤とを混合して集積し、熱圧一体化して得られる木削薄片板1であって、その少なくとも一方の表面が、日本産業規格JIS B 0601:2013で定義される表面粗さを示す最大高さが200μm以下である。木削薄片は、厚さが0.1mm以上0.6mm以下、幅が1.0mm以上50mm以下、長さが15mm以上200mm以上であり、その樹種密度が0.6g/cm
3
以下であり、木削薄片板のボード密度が0.5~0.9g/cm
3
以下であることが好ましい。この木削薄片板は、その上に直接突板や化粧シートなどの化粧材4を貼着して化粧板5とするための基材として好適に使用可能である。
【選択図】図2
特許請求の範囲
【請求項1】
木削薄片と接着剤とを混合して集積し、熱圧一体化して得られる木削薄片板であって、少なくとも一方の表面が、日本産業規格JIS B 0601:2013で定義される表面粗さを示す最大高さが200μm以下であることを特徴とする木削薄片板。
続きを表示(約 610 文字)
【請求項2】
木削薄片の樹種密度が0.6g/cm
3
以下であることを特徴とする、請求項1記載の木削薄片板。
【請求項3】
0.5g/cm
3
以上0.9g/cm
3
以下のボード密度を有することを特徴とする、請求項1記載の木削薄片板。
【請求項4】
木削薄片が厚さ0.1mm以上0.6mm以下であることを特徴とする、請求項1記載の木削薄片板。
【請求項5】
木削薄片の幅が1.0mm以上50mm以下であり、木削薄片の長さが15mm以上200mm以下であることを特徴とする、請求項4記載の木削薄片板。
【請求項6】
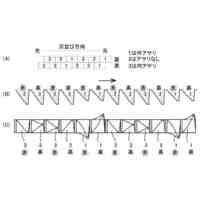
表層、芯層、表層の3層からなることを特徴とする、請求項1記載の木削薄片板。
【請求項7】
芯層の配向性が木削薄片板の長手方向に対して略直交方向であり、2つの表層の配向性が木削薄片板の長手方向と略平行方向であることを特徴とする、請求項6記載の木削薄片板。
【請求項8】
請求項1ないし7のいずれか記載の木削薄片板の表面粗さを示す最大高さが200μm以下である表面に化粧材を積層してなる床材であって、曲げ強さが30~80N/mm
2
であり、曲げヤング係数が3000~8500N/mm
2
であることを特徴とする床材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木削薄片板および該木削薄片板を基材とする床材に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
木材の小片ないし薄片を接着剤と混合して集積して熱圧一体化して得られる木質ボードとしては、配向性ストランドボード(OSB,JIS A 5908:2022)が知られている。OSBはJASに定められる構造用パネルの一種であるが、近年の木質資源の枯渇化を背景として、OSBを構造用パネル以外の用途、たとえば化粧板の基材として用いることについても検討が進められている。
【先行技術文献】
【特許文献】
【0003】
特表2007-521163号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
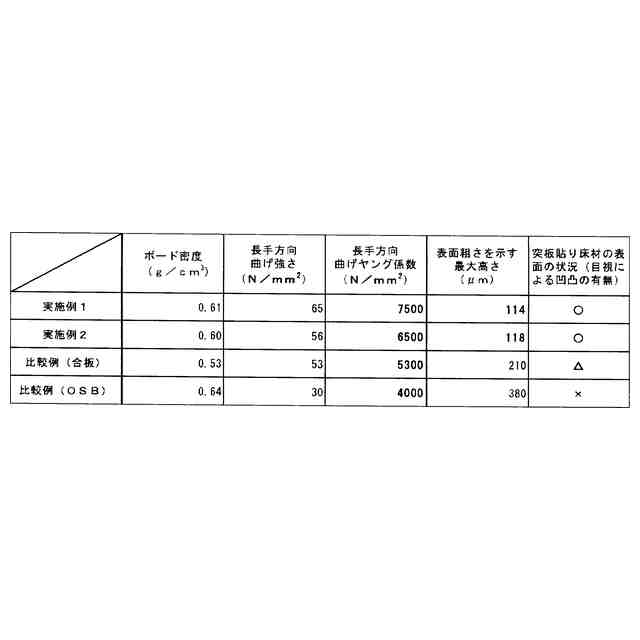
従来のOSBは、一般に、厚さ0.65~1.20mm程度の木削薄片(ストランド)を乾燥させ、接着剤を塗布し、木削薄片の木理方向を略一定方向に定めて集積し、加圧成形して製造されており、密度0.60~0.70g/cm
3
、曲げ強さ25~35N/mm
2
、曲げヤング係数3500~5000N/mm
2
程度の物性を有するが、接着剤の偏在やプレス荷重の不均一などに起因して一部の木削薄片が捲れ上がった状態で表面に現出することが多く、表面平滑性に劣ることから、OSBの表面に突板や化粧シートなどの化粧材を直接貼着することは実際上困難であった。そのため、OSBを化粧板の基板として用いるに際しては、その表面にMDFなどの表面平滑性に優れた表面材を貼着した上に突板や化粧シートなどの化粧材を貼着して化粧板としているのが現状であり、OSBを単独で化粧板の基材として使用することは従来行われていなかった。
【0005】
化粧板の基材としては、古くから合板が使用され、良質な単板が入手困難になってきた近年ではMDFなどの木質繊維板が広く用いられているが、合板は強度的には優れており、撓みが小さく施工しやすく、施工後も反りなどの変形が少ないことから、化粧板の基材として使用するに適した材料と認識されてきたが、表面平滑性が十分ではなく(表面粗さを示す最大高さが200μm超)、その上に薄い突板などの化粧材を直接貼着すると、合板表面の凹凸が突板の表面に現出して表面性が不良となり、床板として使用したときの歩行感が悪化するなどの問題があった。そのため、合板基材に化粧材を貼着する場合は、合板表面の凹凸をパテで埋めて表面平滑に仕上げる必要があった。一方、MDFは表面平滑性には優れているものの、特に長さ方向の曲げ強度が不十分であった。
【0006】
したがって、本発明が解決しようとする課題は、MDFと同等程度の表面平滑性を有すると共にMDF以上の曲げ強度を発揮する木質ボードを提供し、その上に直接突板や化粧シートなどの化粧材を貼着して化粧板とするための基材として好適に使用可能にすることである。
【課題を解決するための手段】
【0007】
この課題を解決するため、本願の請求項1に係る発明は、木削薄片と接着剤とを混合して集積し、熱圧一体化して得られる木削薄片板であって、少なくとも一方の表面が、日本産業規格JIS B 0601:2013で定義される表面粗さを示す最大高さが200μm以下であることを特徴とする。
【0008】
本願の請求項2に係る発明は、請求項1記載の木削薄片板において、木削薄片の樹種密度が0.6g/cm
3
以下であることを特徴とする。
【0009】
本願の請求項3に係る発明は、請求項1記載の木削薄片板が、0.5g/cm
3
以上0.9g/cm
3
以下のボード密度を有することを特徴とする。
【0010】
本願の請求項4に係る発明は、請求項1記載の木削薄片板において、木削薄片が厚さ0.1mm以上0.6mm以下であることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
薪割り台
10か月前
個人
わら縄針金造形木
11か月前
個人
鋸
22日前
個人
木材精密加工用ジグ
6か月前
株式会社日本設計
耐火木材
12か月前
丸大株式会社
竹粉製造装置
7か月前
個人
貼付装置及び貼付方法
5か月前
個人
電動ボードカッターのブレード
1か月前
株式会社 川上製作所
木材の連結構造
9日前
個人
跳ね上げ式ガイドクランプ
5か月前
コニシ株式会社
集成材の製造方法
1か月前
株式会社岡田金属工業所
ブレード
5か月前
株式会社ノダ
木削薄片板および床材
12か月前
NKE株式会社
トリマー治具
4か月前
株式会社ノダ
木削薄片板および床材
8か月前
宮川工機株式会社
プレカット加工装置
10か月前
工機ホールディングス株式会社
作業機
8か月前
舛元木工株式会社
フレーム材の端部処理方法
11か月前
大建工業株式会社
焼杉風化粧板とその製造方法
6か月前
旭興進株式会社
人工木材及びその製造方法
12か月前
三和合板株式会社
化粧板の製造装置
10か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
8か月前
清水建設株式会社
ビス打ち装置
6か月前
マックス株式会社
リフィル
10か月前
清水建設株式会社
自動ビス打ち機
6か月前
株式会社大林組
木質板材の加工方法
7か月前
トヨタエンジニアリング有限会社
竹割機
3か月前
トヨタエンジニアリング有限会社
竹割機
4か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
2か月前
株式会社マキタ
携帯用切断機
3か月前
マックス株式会社
ステープラ
8か月前
マックス株式会社
ステープラ
8か月前
マックス株式会社
ステープラ
10か月前
株式会社マキタ
ソーチェーン
16日前
トヨタT&S建設株式会社
桂剥き装置
5か月前
大建工業株式会社
人工突板の製造方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ