TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024142285
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023045705
出願日
2023-03-22
発明の名称
耐火木材
出願人
株式会社日本設計
代理人
個人
主分類
B27K
3/02 20060101AFI20241004BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】二酸化炭素の排出削減効果に優れ、安価な耐火木材を提供する。
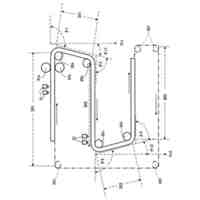
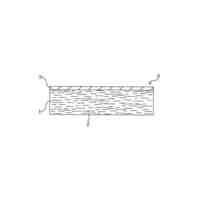
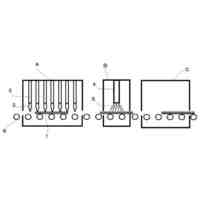
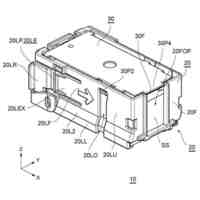
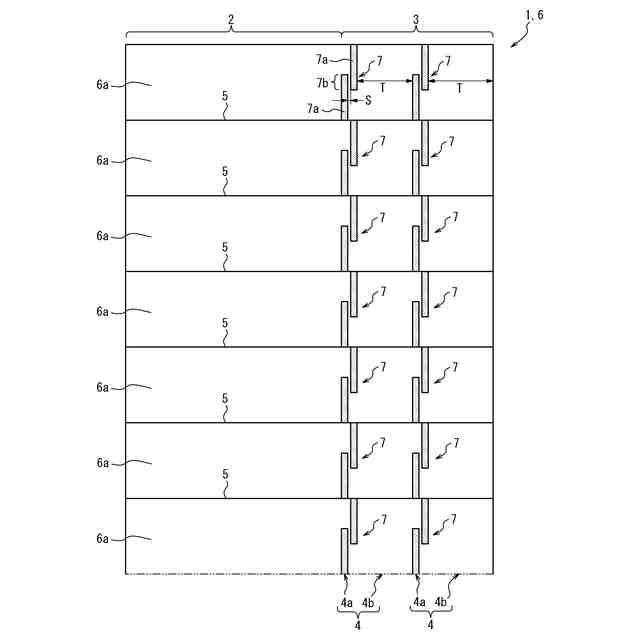
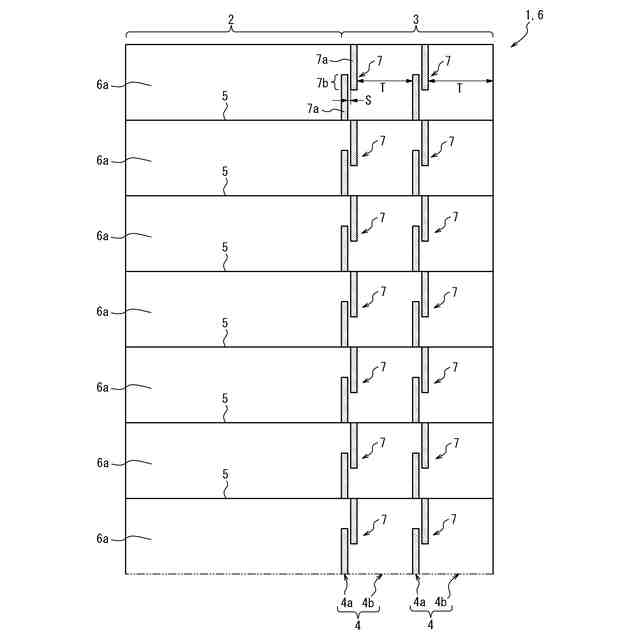
【解決手段】木材によって形成される本体部と、耐火部とを有し、前記耐火部は少なくとも1段の耐火層を有し、各段の耐火層は、前記本体部から前記耐火部に向かう方向に、難燃剤を含有する難燃性接着剤によって形成される難燃性接着剤層と、木材によって形成される燃え代層とをこの順に有する、耐火木材。
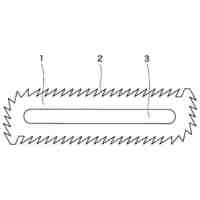
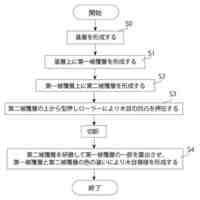
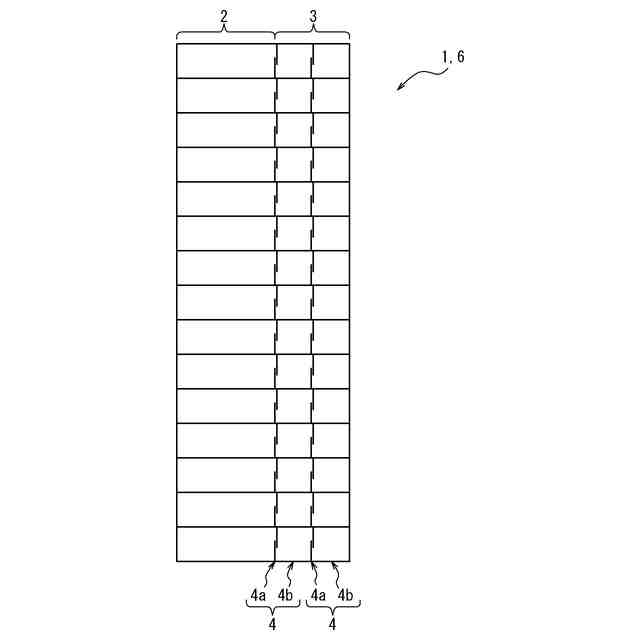
【選択図】図2
特許請求の範囲
【請求項1】
木材によって形成される本体部と、耐火部とを有し、
前記耐火部は少なくとも1段の耐火層を有し、
各段の耐火層は、前記本体部から前記耐火部に向かう方向に、難燃剤を含有する難燃性接着剤によって形成される難燃性接着剤層と、木材によって形成される燃え代層とをこの順に有する、耐火木材。
続きを表示(約 780 文字)
【請求項2】
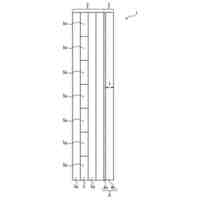
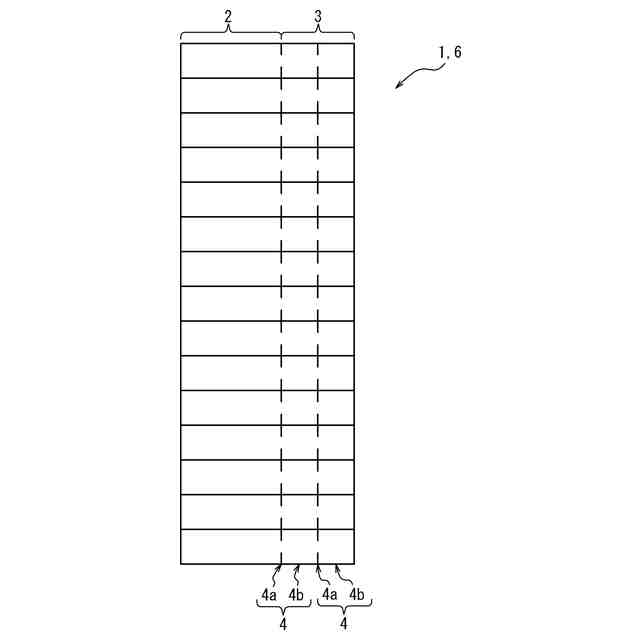
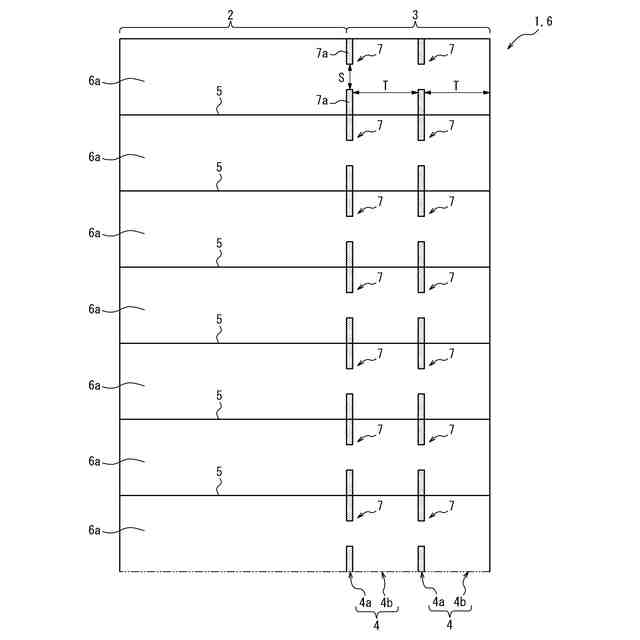
前記耐火層の層厚方向に交差する所定方向に接着剤を介して積層され一体化される複数の木材層によって形成される集成材を有し、
前記集成材は、前記本体部と前記耐火部とを有する、請求項1に記載の耐火木材。
【請求項3】
各木材層は、前記耐火層の段数に対応する段数の溝部対を有し、
各木材層における各段の溝部対は、上記所定方向の両側から前記木材層が切り込まれた形状をなし、前記難燃性接着剤をそれぞれ充填される一対の溝部からなり、
各段の耐火層における前記難燃性接着剤層は、各木材層における対応する段の溝部対に充填された前記難燃性接着剤の集合によって形成される、請求項2に記載の耐火木材。
【請求項4】
各木材層における各段の溝部対は、前記一対の溝部の間に間隔を形成する、請求項3に記載の耐火木材。
【請求項5】
各木材層における各段の溝部対は、前記耐火層の層厚方向に見た時に前記一対の溝部が互いに重なる重なり部を有する、請求項3に記載の耐火木材。
【請求項6】
各木材層における各段の溝部対は、上記所定方向に見た時に前記一対の溝部が互いに少なくとも部分的に重なるように形成される、請求項3に記載の耐火木材。
【請求項7】
各耐火層において前記燃え代層の厚さは20~30mmである、請求項1に記載の耐火木材。
【請求項8】
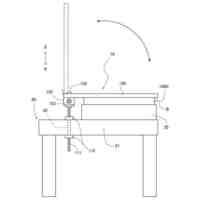
前記難燃性接着剤をそれぞれ充填された状態の前記一対の溝部からなる前記溝部対が各木材層に形成された状態の上記複数の木材層を形成する木材層加工工程と、
上記複数の木材層を前記接着剤を介して積層し一体化することで前記集成材を形成する積層工程とを有する、請求項3~6の何れか1項に記載の耐火木材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は耐火木材に関する。
続きを表示(約 960 文字)
【背景技術】
【0002】
木材に難燃剤を含有させて形成される耐火木材が知られている(例えば、特許文献1の段落[0004]参照)。
【先行技術文献】
【特許文献】
【0003】
特開2009-208353号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記のような耐火木材は、木材が固着する二酸化炭素量を上回る二酸化炭素排出量が製造時に必要となることや、高価であることなどの問題がある。
【0005】
そこで本発明の目的は、二酸化炭素の排出削減効果に優れ、安価な耐火木材を提供することにある。
【課題を解決するための手段】
【0006】
本発明の一態様は以下のとおりである。
【0007】
[1]
木材によって形成される本体部と、耐火部とを有し、
前記耐火部は少なくとも1段の耐火層を有し、
各段の耐火層は、前記本体部から前記耐火部に向かう方向に、難燃剤を含有する難燃性接着剤によって形成される難燃性接着剤層と、木材によって形成される燃え代層とをこの順に有する、耐火木材。
【0008】
[2]
前記耐火層の層厚方向に交差する所定方向に接着剤を介して積層され一体化される複数の木材層によって形成される集成材を有し、
前記集成材は、前記本体部と前記耐火部とを有する、[1]に記載の耐火木材。
【0009】
[3]
各木材層は、前記耐火層の段数に対応する段数の溝部対を有し、
各木材層における各段の溝部対は、上記所定方向の両側から前記木材層が切り込まれた形状をなし、前記難燃性接着剤をそれぞれ充填される一対の溝部からなり、
各段の耐火層における前記難燃性接着剤層は、各木材層における対応する段の溝部対に充填された前記難燃性接着剤の集合によって形成される、[2]に記載の耐火木材。
【0010】
[4]
各木材層における各段の溝部対は、前記一対の溝部の間に間隔を形成する、[3]に記載の耐火木材。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社日本設計
免震装置および免震装置システム
1か月前
株式会社日本設計工業
重量物搬送用フリクションローラコンベアシステムにおける搬送物位置決め装置及び重量物搬送用フリクションローラコンベアシステム
2か月前
個人
薪割り台
9か月前
個人
わら縄針金造形木
11か月前
個人
木材精密加工用ジグ
5か月前
丸大株式会社
竹粉製造装置
6か月前
株式会社日本設計
耐火木材
11か月前
個人
貼付装置及び貼付方法
4か月前
株式会社日本設計
耐火木材
11か月前
個人
電動ボードカッターのブレード
1か月前
アイカ工業株式会社
化粧板の製造方法
11か月前
個人
跳ね上げ式ガイドクランプ
4か月前
コニシ株式会社
集成材の製造方法
23日前
株式会社岡田金属工業所
ブレード
4か月前
株式会社ノダ
木削薄片板および床材
8か月前
NKE株式会社
トリマー治具
3か月前
株式会社ノダ
木削薄片板および床材
11か月前
宮川工機株式会社
プレカット加工装置
9か月前
舛元木工株式会社
フレーム材の端部処理方法
10か月前
工機ホールディングス株式会社
作業機
8か月前
大建工業株式会社
焼杉風化粧板とその製造方法
5か月前
旭興進株式会社
人工木材及びその製造方法
11か月前
三和合板株式会社
化粧板の製造装置
9か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
8か月前
清水建設株式会社
ビス打ち装置
5か月前
清水建設株式会社
自動ビス打ち機
5か月前
マックス株式会社
リフィル
9か月前
株式会社大林組
木質板材の加工方法
7か月前
株式会社トーアエンジニアリング
プレカット加工方法
11か月前
トヨタエンジニアリング有限会社
竹割機
3か月前
トヨタエンジニアリング有限会社
竹割機
3か月前
デンカ株式会社
敷板
11か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
1か月前
マックス株式会社
ステープラ
9か月前
マックス株式会社
ステープラ
8か月前
マックス株式会社
ステープラ
8か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ