TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024159364
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023083485
出願日
2023-04-28
発明の名称
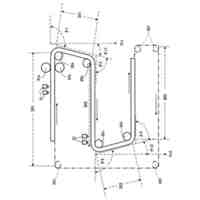
フレーム材の端部処理方法
出願人
舛元木工株式会社
代理人
主分類
B27M
3/00 20060101AFI20241031BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】化粧板等の板状基材を形成し、曲面加工するには、生産コスト工程が複雑で、木縁の貼り付け精度や強度の品質要求も高く不良率も高く発生している為、ネック工程とされていた。化粧合板、基材とも規格サイズより指定の寸法に裁断するため、廃棄部材が多く、材料損失を生じていた。
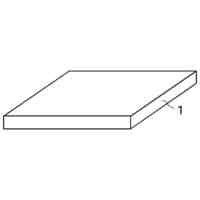
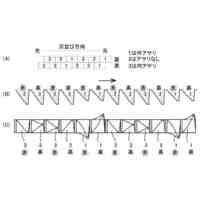
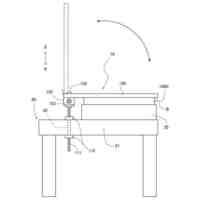
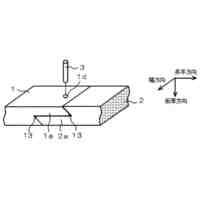
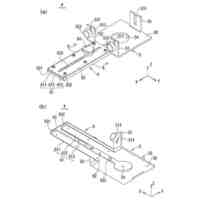
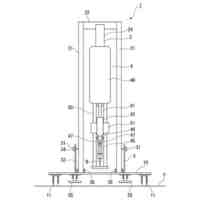
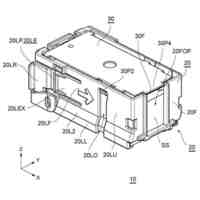
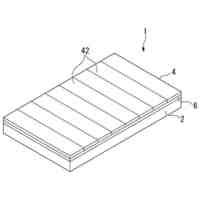
【解決手段】板状の木質材からなるベースプレートと、このベースプレートに張り付けられている表面化粧板と裏面化粧板とからなるフレーム材の端部の処理方法であって、前記フレーム材の長手方向の少なくとも一方側の表面化粧板を残してベースプレートを所定幅切除する切除工程と、前記表面化粧板との境目の前記切除されたベースプレートの端面部分に円弧状の湾曲面を形成する湾曲面成形工程と、前記湾曲面に前記表面化粧板を押圧して接着させる表面化粧板接着工程とからなるフレーム材の端部処理方法を特徴とする。
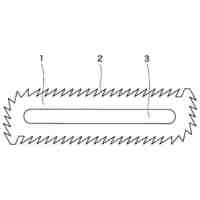
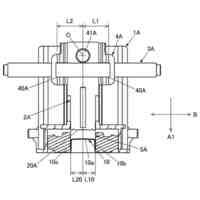
【選択図】図2
特許請求の範囲
【請求項1】
板状の木質材からなるベースプレートと、このベースプレートに張り付けられている表面化粧板と裏面化粧板からなるフレーム材の端部の処理方法であって、前記フレーム材の長手方向の少なくとも一方側の表面化粧板を残してベースプレートを所定幅切除する切除工程と、前記表面化粧板との境目の前記切除されたベースプレートの端面部分に円弧状の湾曲面を形成する湾曲面成形工程と、前記湾曲面に前記表面化粧板を押圧して接着させる表面化粧板接着工程とからなるフレーム材の端部処理方法。
続きを表示(約 210 文字)
【請求項2】
前記切除工程と前記湾曲面成形工程は、略円錐形状の切削刃によって所定幅の切除する切除工程と円弧状の湾曲面を形成する湾曲面成形工程とを同時成形することを特徴とする請求項1記載のフレーム材の端部処理方法。
【請求項3】
前記表面化粧板接着工程は、前記表面化粧板を押圧する押圧機器との間に柔軟性を有する補助板を介助させて押圧接着することを特徴とする請求項1または2記載のフレーム材の端部処理方法。
発明の詳細な説明
【技術分野】
【0001】
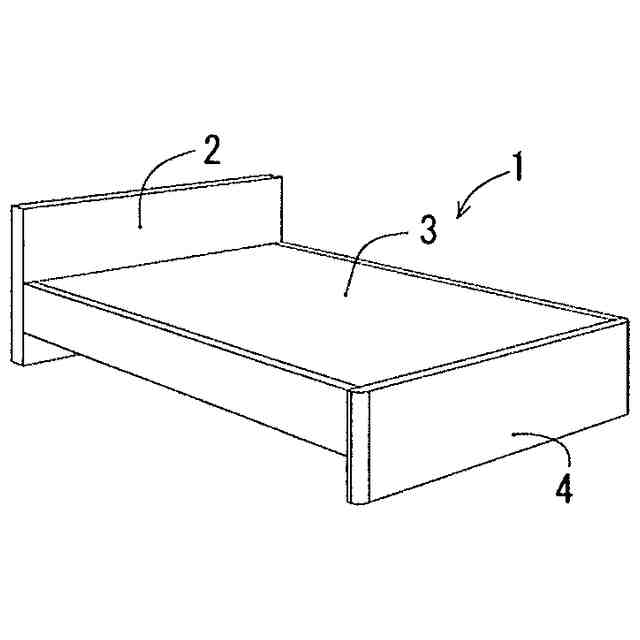
本発明はベッドのフットボードなどのフレーム材の端部の処理方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
〔従来の工法〕
化粧板等の板状基材を形成し、曲面加工するにはフラッシュ構造体か
または板状基材の端面を円弧状に切削加工し、加工部分に化粧シートを貼り付けるか、または基材の切断部分に別加工された無垢材の面材に塗装仕上げを施した木縁面材を貼り付けることが一般的である。
しかしながら、別加工の木縁面材の加工工程は多く、複雑であり、
製材から裁断、成形加工、塗装工程と小さな部品ではあるが
生産コスト工程は複雑で、木縁の貼り付け精度や強度の品質要求も高く不良率も高く発生している為、ネック工程とされていた。
また、化粧合板、基材とも規格サイズより指定の寸法に裁断するため
廃棄部材が多く、材料損失を生じていた。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上述のような従来技術の欠点を解決するもので従来の工法の化粧板と芯材とを別々に加工し、その後にその端部を無垢材である木縁面材を接合接着する方法に比べ、はるかに精度がよく不良率の低減化を図り、コストを削減させることを目的とする。
【0006】
また、別加工の無垢材である木縁面材の加工工程は多く複雑であり、
製材から裁断、成形加工、塗装工程と小さな部品ではあるが、
生産コスト及び工程は複雑で、品質要求も高く不良発生率も高いため。
このネック工程の削減を目的とする。
【0007】
さらに、化粧合板、基材とも規格サイズより指定の寸法に裁断するため廃棄部材が多く発生していた、切断廃棄部分を木口面に延長して
一体的に成形することで損失の削減を目的とする。
【課題を解決するための手段】
【0008】
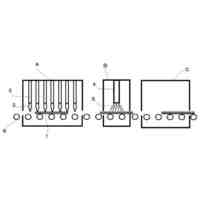
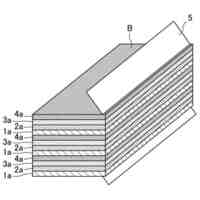
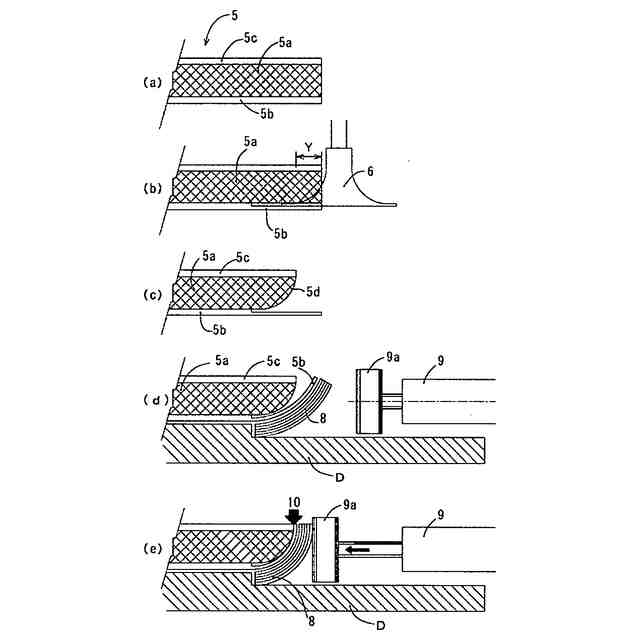
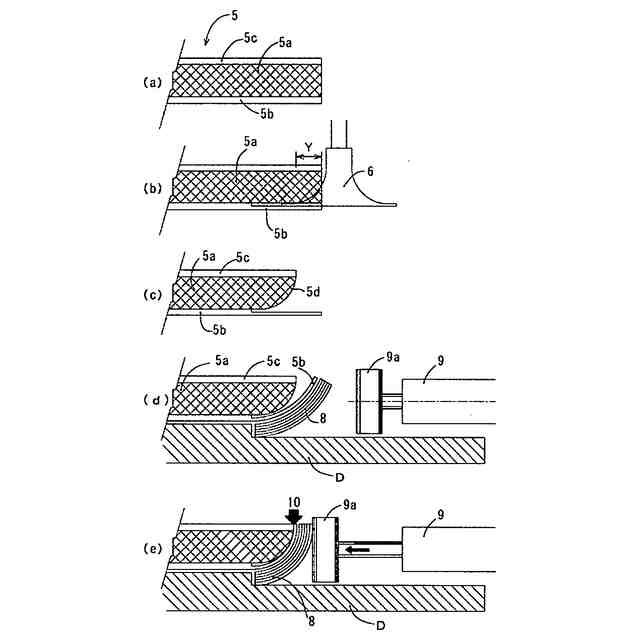
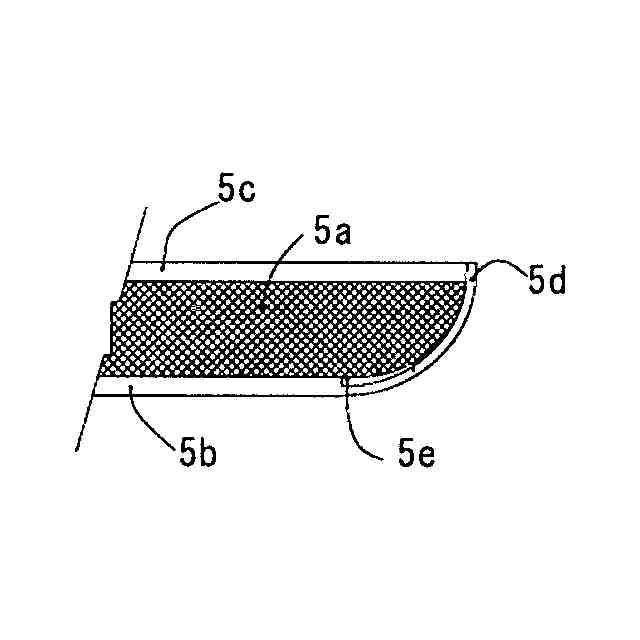
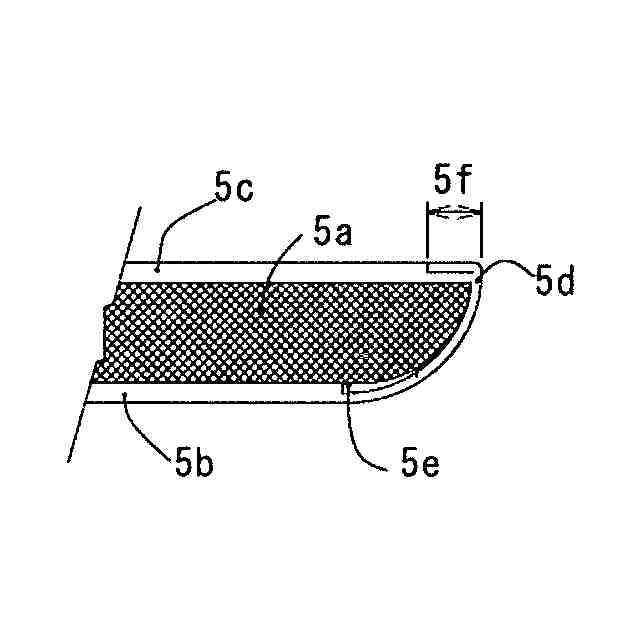
本発明は、板状の木質材からなるベースプレートと、このベースプレートに張り付けられている表面化粧板と裏面化粧板とからなるフレーム材の端部の処理方法であって、前記フレーム材の長手方向の少なくとも一方側の表面化粧板を残してベースプレートを所定幅切除する切除工程と、前記表面化粧板との境目の前記切除されたベースプレートの端面部分に円弧状の湾曲面を形成する湾曲面成形工程と、前記湾曲面に前記表面化粧板を押圧して接着させる表面化粧板接着工程とからなるフレーム材の端部処理方法を特徴とする。
【0009】
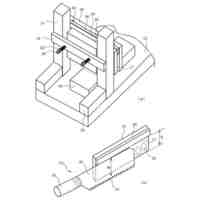
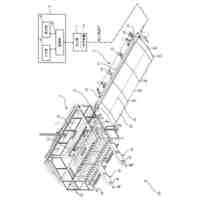
また、前記切除工程と前記湾曲面成形工程は、略円錐形状の切削刃の円弧状の刃によって所定幅切除する切除工程と円弧状の湾曲面を形成する湾曲面成形工程 及び切削刃底部の切削により表面を薄く切削した単板状の部分を残す切削工程を同時成形することを特徴とする。
【0010】
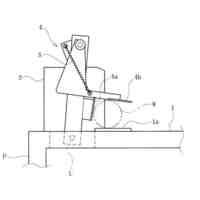
また、前記表面化粧板接着工程は、前記表面化粧版を押圧する押圧機器との間に柔軟性を有する補助版(例えばゴム板)を介助させて押圧接着する事を特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
舛元木工株式会社
フレーム材の端部処理方法
12か月前
個人
薪割り台
11か月前
個人
鋸
1か月前
個人
木材精密加工用ジグ
6か月前
丸大株式会社
竹粉製造装置
7か月前
個人
貼付装置及び貼付方法
5か月前
個人
電動ボードカッターのブレード
2か月前
個人
跳ね上げ式ガイドクランプ
5か月前
株式会社 川上製作所
木材の連結構造
1か月前
株式会社岡田金属工業所
ブレード
6か月前
コニシ株式会社
集成材の製造方法
2か月前
NKE株式会社
トリマー治具
5か月前
株式会社ノダ
木削薄片板および床材
9か月前
宮川工機株式会社
プレカット加工装置
10か月前
工機ホールディングス株式会社
作業機
9か月前
舛元木工株式会社
フレーム材の端部処理方法
12か月前
大建工業株式会社
焼杉風化粧板とその製造方法
7か月前
三和合板株式会社
化粧板の製造装置
11か月前
清水建設株式会社
ビス打ち装置
7か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
9か月前
マックス株式会社
リフィル
10か月前
清水建設株式会社
自動ビス打ち機
7か月前
株式会社大林組
木質板材の加工方法
8か月前
株式会社大林組
ドリル装置
8日前
トヨタエンジニアリング有限会社
竹割機
4か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
3か月前
トヨタエンジニアリング有限会社
竹割機
4か月前
マックス株式会社
ステープラ
9か月前
株式会社マキタ
携帯用切断機
4か月前
マックス株式会社
ステープラ
9か月前
マックス株式会社
ステープラ
10か月前
株式会社マキタ
ソーチェーン
1か月前
大建工業株式会社
人工突板の製造方法
7か月前
清水建設株式会社
防火積層体及びその製造方法
11日前
トヨタT&S建設株式会社
桂剥き装置
6か月前
株式会社マキタ
木工用携帯用切削機
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ