TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024172519
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023090294
出願日
2023-05-31
発明の名称
リフィル
出願人
マックス株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B27F
7/38 20060101AFI20241205BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】ブロッキングを抑制可能なリフィルを提供すること。
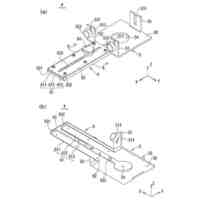
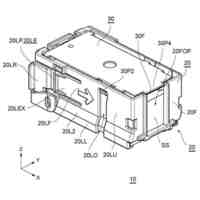
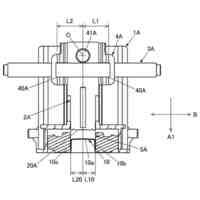
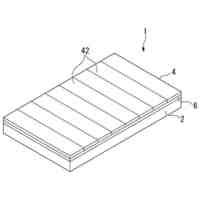
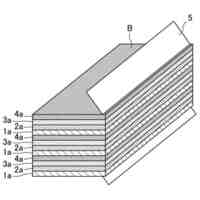
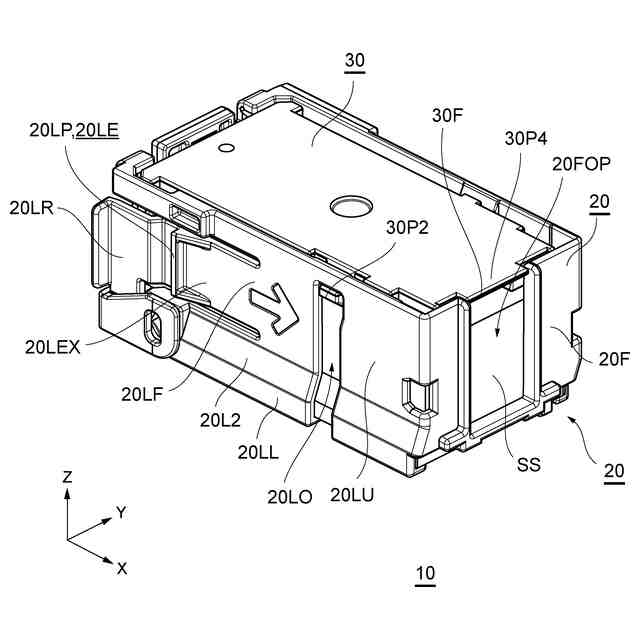
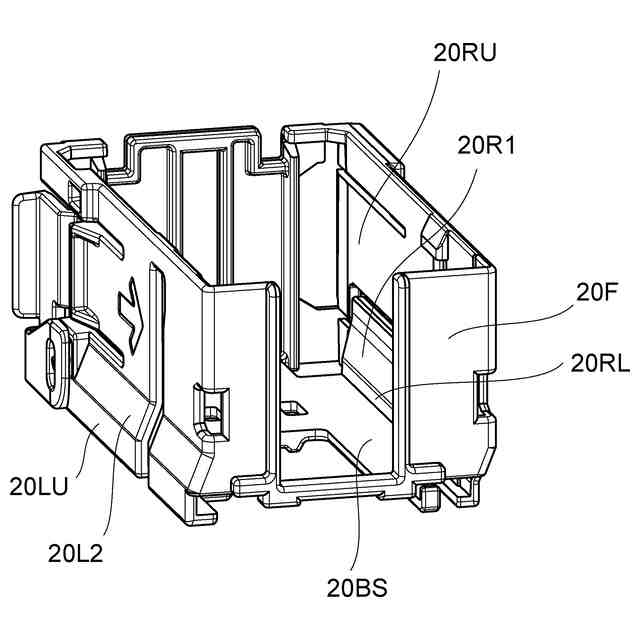
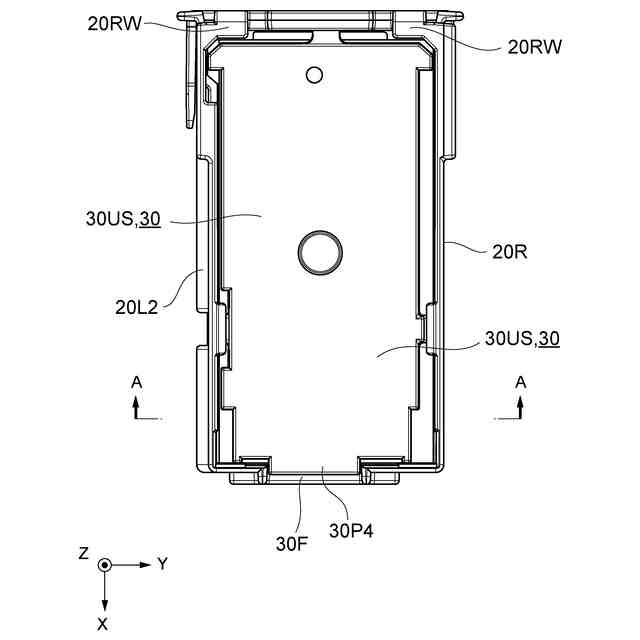
【解決手段】本開示に係るリフィルは、底壁と、第1側壁と、第2側壁と、排出口が形成された前壁とを備える。第1側壁は、積層方向の一部において、針の連結方向に延在し、かつ、軸方向に傾斜する第1傾斜壁を含み、第2側壁は、積層方向の一部において、針の連結方向に延在し、かつ、軸方向に傾斜する第2傾斜壁を含み、第1傾斜壁及び第2傾斜壁は、同じ方向に傾斜し、かつ、少なくとも一部が積層方向において底壁の底面から同じ高さに形成されている。
【選択図】図3A
特許請求の範囲
【請求項1】
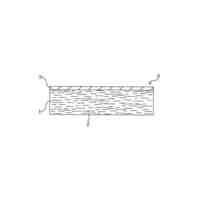
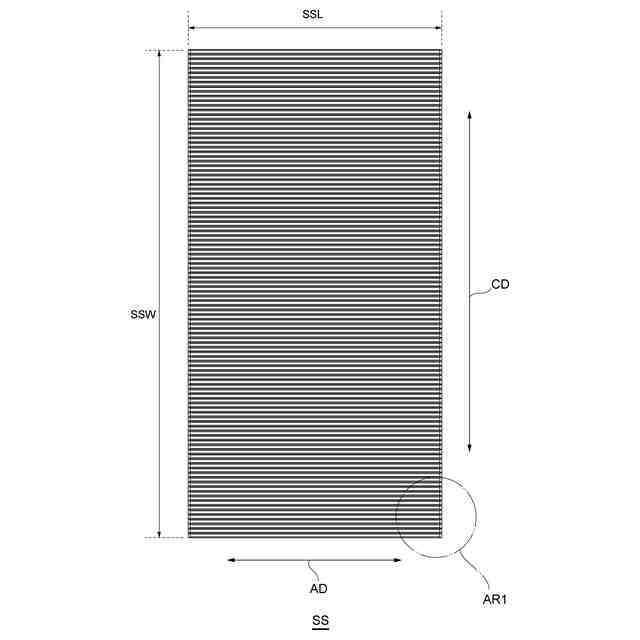
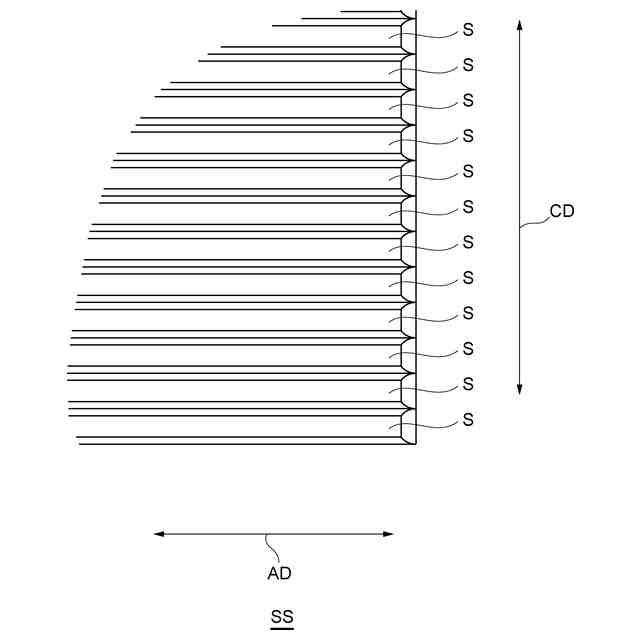
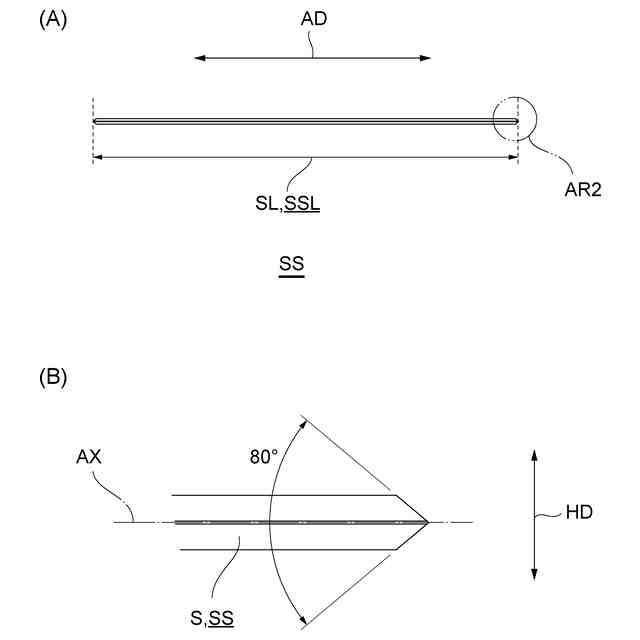
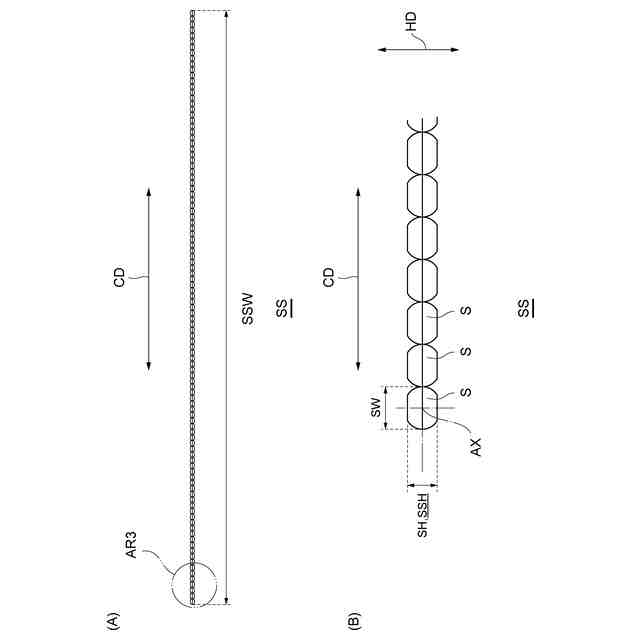
軸方向に延伸する複数の針を前記軸方向と直交する方向に連結してなる針シートと、
複数枚の前記針シートが積層されて載置される底壁と、
積層された前記針シートの前記軸方向の一方の端部と対向して、前記底壁から前記積層方向に立設する第1側壁と、
積層された前記針シートの前記軸方向の他方の端部と対向して、前記底壁から前記積層方向に立設する第2側壁と、
前記針の連結方向における前記第1側壁の端部と、前記針の連結方向における前記第2側壁の端部とを連結し、前記針シートを前記針の連結方向に排出するための排出口が形成された前壁と
を備え、
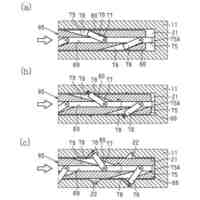
前記第1側壁は、前記積層方向の一部において、前記針の連結方向に延在し、かつ、前記軸方向に傾斜する第1傾斜壁を含み、
前記第2側壁は、前記積層方向の一部において、前記針の連結方向に延在し、かつ、前記軸方向に傾斜する第2傾斜壁を含み、
前記第1傾斜壁及び前記第2傾斜壁は、同じ方向に傾斜し、かつ、少なくとも一部が前記積層方向において前記底壁の底面から同じ高さに形成されている
リフィル。
続きを表示(約 1,700 文字)
【請求項2】
前記積層方向において前記底壁に向かう方向を下方、その反対方向を上方としたとき、
前記第1傾斜壁は、前記下方に向けて前記第2側壁に接近する方向に傾斜し、
前記第1傾斜壁上端の前記積層方向における前記底壁の底面からの高さは、前記第2傾斜壁上端の前記積層方向における前記底壁の底面からの高さより小さく、かつ、前記第1傾斜壁下端の前記積層方向における前記底壁の底面からの高さは、前記第2傾斜壁下端の前記積層方向における前記底壁の底面からの高さより小さい
請求項1に記載のリフィル。
【請求項3】
前記第1側壁は、前記底壁から前記積層方向に立設して形成された第1下部側壁と、前記第1下部側壁の前記上方に位置し前記第1下部側壁と連続して形成された前記第1傾斜壁と、前記第1傾斜壁の前記上方に位置し前記第1傾斜壁と連続して前記積層方向に延伸して形成された第1上部側壁とを含む
請求項2に記載のリフィル。
【請求項4】
前記第1傾斜壁上端の前記積層方向における前記底壁の底面からの高さと、前記第2傾斜壁上端の前記積層方向における前記底壁の底面からの高さとの差は、一枚の前記針シートの厚さ以上であり、かつ、前記第1傾斜壁下端の前記積層方向における前記底壁の底面からの高さと、前記第2傾斜壁下端の前記積層方向における前記底壁の底面からの高さとの差は、一枚の前記針シートの厚さ以上である
請求項3に記載のリフィル。
【請求項5】
前記第1下部側壁の前記積層方向における前記底壁の底面からの高さは、一枚の前記針シートの厚さの半分以上である
請求項4に記載のリフィル。
【請求項6】
前記第1傾斜壁は、前記第1下部側壁に対して10度以上30度以下の角度で傾斜する
請求項5に記載のリフィル。
【請求項7】
前記第1傾斜壁は、前記積層方向において前記排出口よりも前記上方に位置する
請求項6に記載のリフィル。
【請求項8】
底壁と、
前記底壁から第1方向に立設する第1側壁と、
前記第1側壁と対向して前記底壁から前記第1方向に立設する第2側壁と、
前記第1方向と直交する第2方向における前記第1側壁の端部と、前記第2方向における前記第2側壁の端部とを連結し、前記第1方向と反対方向である第3方向において前記底壁と隣接する位置に前記底壁上に載置される針シートを前記第2方向に排出するための排出口が形成された前壁と
を備え、
前記第1側壁は、前記第1方向の一部において、前記第2方向に延在し、かつ、前記第1方向及び前記第2方向に直交する第4方向に傾斜する第1傾斜壁を含み、
前記第2側壁は、前記第1方向の一部において、前記第2方向に延在し、かつ、前記第4方向に傾斜する第2傾斜壁を含み、
前記第1傾斜壁及び前記第2傾斜壁は、同じ方向に傾斜し、かつ、少なくとも一部が前記積層方向において前記底壁の底面から同じ高さに形成されている
リフィル。
【請求項9】
前記第1側壁は、前記第3方向に向けて前記第2側壁に接近する方向に傾斜し、
前記第1傾斜壁上端の前記第1方向における前記底壁の底面からの高さは、前記第2傾斜壁上端の前記第1方向における前記底壁の底面からの高さより小さく、かつ、前記第1傾斜壁下端の前記第1方向における前記底壁の底面からの高さは、前記第2傾斜壁下端の前記第1方向における前記底壁の底面からの高さより小さい
請求項8に記載のリフィル。
【請求項10】
前記第1側壁は、前記底壁から前記第1方向に立設して形成された第1下部側壁と、前記第1下部側壁に対して前記第1方向に進行した位置に前記第1下部側壁と連続して形成された前記第1傾斜壁と、前記第1傾斜壁に対して前記第1方向に進行した位置に前記第1傾斜壁と連続して前記第1方向に延伸して形成された第1上部側壁とを含む
請求項9に記載のリフィル。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、針シートを収容するリフィルに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
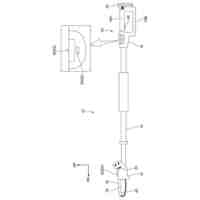
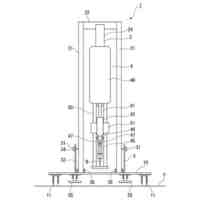
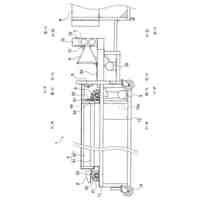
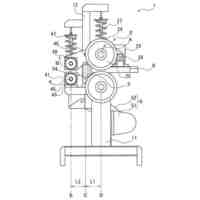
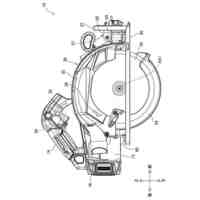
従来から、ステープル処理(用紙綴じ処理)を自動で行う電動ステープラが広く利用されている。電動ステープラとしては、例えば、複写機やプリンタ等の画像形成装置の下流工程に設置される後処理装置(フィニッシャ)に内蔵されるものや、卓上型(単体)のものが知られている。
【0003】
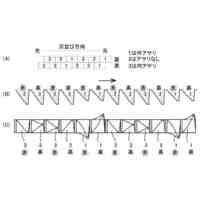
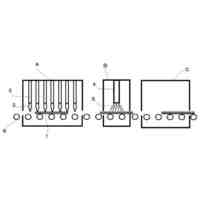
一般的な電動ステープラは、カートリッジが装着される本体とを備えている。カートリッジには、略真直に延伸する複数の針を延伸方向(軸方向)とは直交する方向に並列に連結してなる針シートを積層して収容するリフィルが交換可能に装填(装着)される(例えば、特許文献1~5)。
【0004】
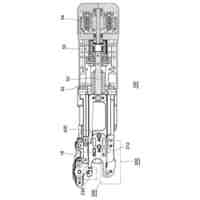
電動ステープラは、ステープル処理の開始に伴い、リフィルに収容された針シートを送出し部に順次送り出し、送出し部に送られた針シートの先端に位置する針をフォーミングプレートで例えばU字状に成形する。その後、成形された針をドライバによって用紙に打ち込み、用紙を貫通した針をクリンチして(折り曲げて)ステープル処理を行う。
【先行技術文献】
【特許文献】
【0005】
特開2019-89322号公報
特開2004-237446号公報
国際公開WO2004/069487号明細書
特開2013-86284号公報
実願平03-33409号(実開平04-122474号)のマイクロフィルム
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、このようなリフィルにおいて上下の針シート同士が貼りついてしまうブロッキングが発生することがある。ブロッキングが発生すると、針シートをうまく送り出すことができなくなってしまう場合がある。
【0007】
そこで本開示は、針シート同士の貼りつき(ブロッキング)を抑制可能なリフィルを提供することを目的とする。
【課題を解決するための手段】
【0008】
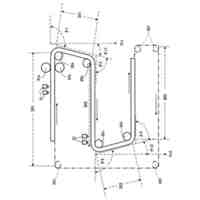
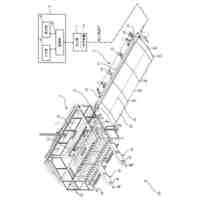
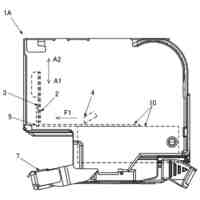
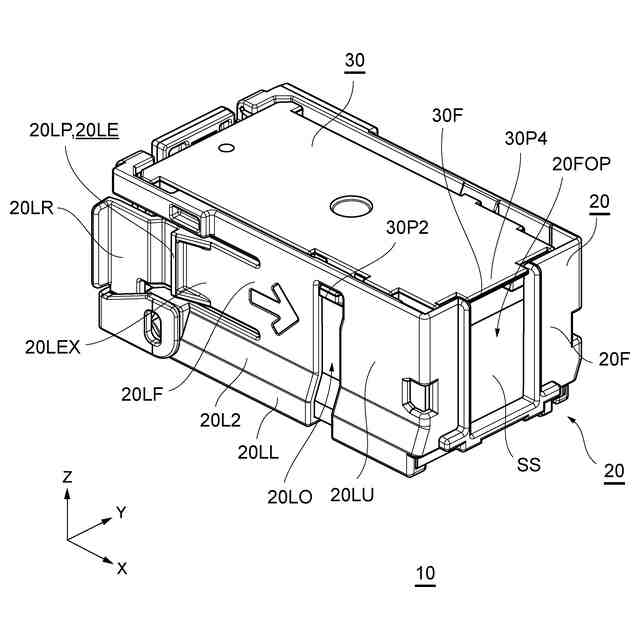
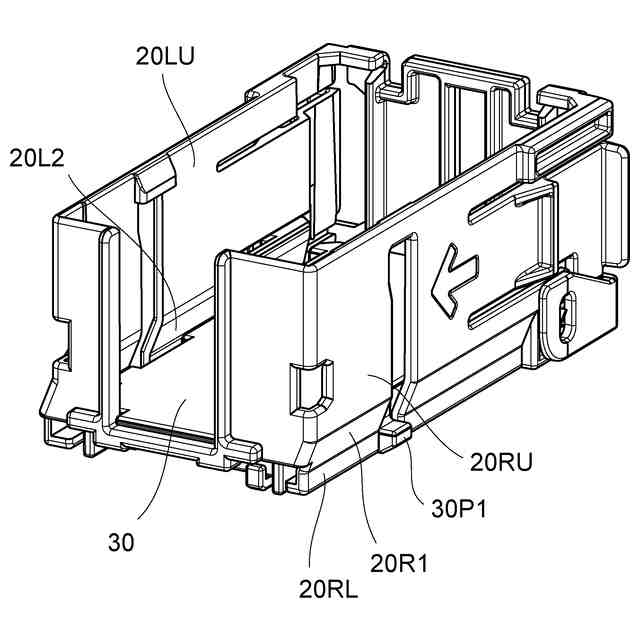
本出願は、針シートのリフィルを開示する。針シートは、軸方向に延伸する複数の針を前記軸方向と直交する方向に連結して構成される。リフィルは、複数枚の前記針シートが積層されて載置される底壁と、積層された前記針シートの前記軸方向の一方の端部と対向して、前記底壁から前記積層方向に立設する第1側壁と、積層された前記針シートの前記軸方向の他方の端部と対向して、前記底壁から前記積層方向に立設する第2側壁と、前記針の連結方向における前記第1側壁の端部と、前記針の連結方向における前記第2側壁の端部とを連結し、前記針シートを前記針の連結方向に排出するための排出口が形成された前壁とを備える。加えて前記第1側壁は、前記積層方向の一部において、前記針の連結方向に延伸し、かつ、前記軸方向に傾斜する第1傾斜壁を含む。
【0009】
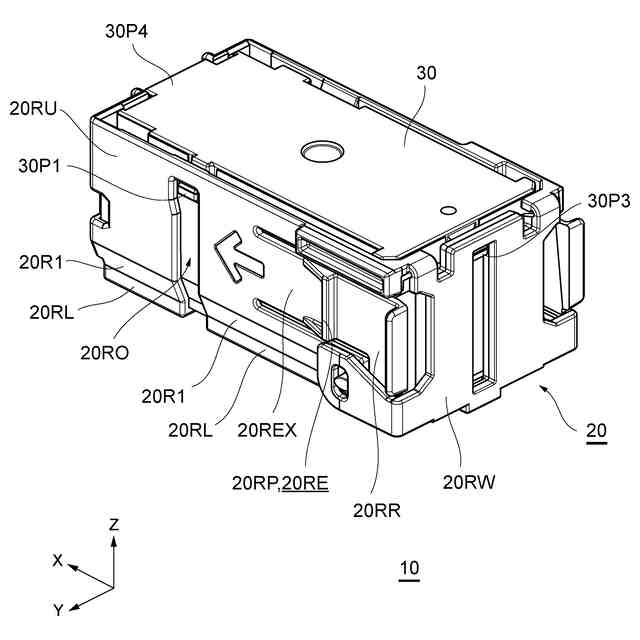
また、前記第2側壁は、前記積層方向の一部において、前記針の連結方向に延伸し、かつ、前記軸方向に傾斜する第2傾斜壁を含んでよい。
【0010】
また、前記第1傾斜壁及び前記第2傾斜壁は、同じ方向に傾斜し、かつ、少なくとも一部が前記積層方向において前記底壁の底面から同じ高さに形成されてよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マックス株式会社
結束機
23日前
マックス株式会社
結束機
7日前
個人
鋸
2か月前
個人
木材精密加工用ジグ
7か月前
個人
貼付装置及び貼付方法
6か月前
丸大株式会社
竹粉製造装置
8か月前
個人
電動ボードカッターのブレード
3か月前
個人
跳ね上げ式ガイドクランプ
6か月前
株式会社 川上製作所
木材の連結構造
2か月前
コニシ株式会社
集成材の製造方法
3か月前
株式会社岡田金属工業所
ブレード
7か月前
株式会社ノダ
木削薄片板および床材
10か月前
NKE株式会社
トリマー治具
6か月前
工機ホールディングス株式会社
作業機
10か月前
宮川工機株式会社
プレカット加工装置
11か月前
大建工業株式会社
焼杉風化粧板とその製造方法
8か月前
清水建設株式会社
ビス打ち装置
8か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
10か月前
清水建設株式会社
自動ビス打ち機
8か月前
株式会社大林組
ドリルおよびドリル装置
今日
マックス株式会社
リフィル
11か月前
株式会社大林組
木質板材の加工方法
9か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社大林組
ドリル装置
1か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
4か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社マキタ
携帯用切断機
5か月前
セイコーエプソン株式会社
シート製造装置
8日前
マックス株式会社
ステープラ
10か月前
マックス株式会社
ステープラ
11か月前
マックス株式会社
ステープラ
10か月前
株式会社マキタ
ソーチェーン
2か月前
清水建設株式会社
防火積層体及びその製造方法
1か月前
大建工業株式会社
人工突板の製造方法
8か月前
トヨタT&S建設株式会社
桂剥き装置
7か月前
株式会社マキタ
木工用携帯用切削機
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ