TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025006795
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023107789
出願日
2023-06-30
発明の名称
作業機
出願人
工機ホールディングス株式会社
代理人
個人
主分類
B27B
17/12 20060101AFI20250109BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】利便性を向上する。
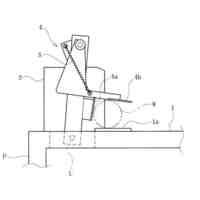
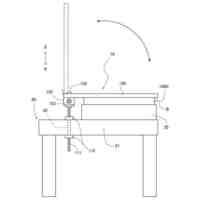
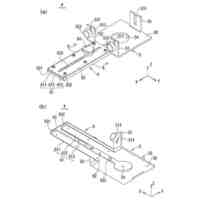
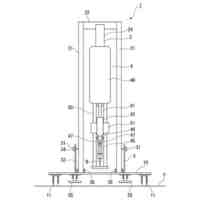
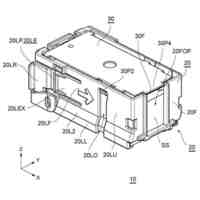
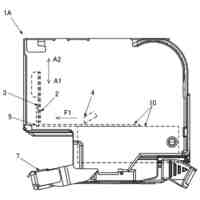
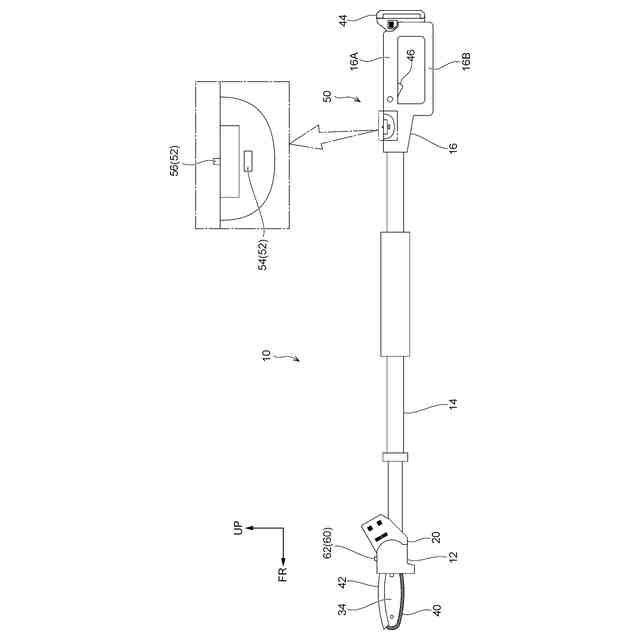
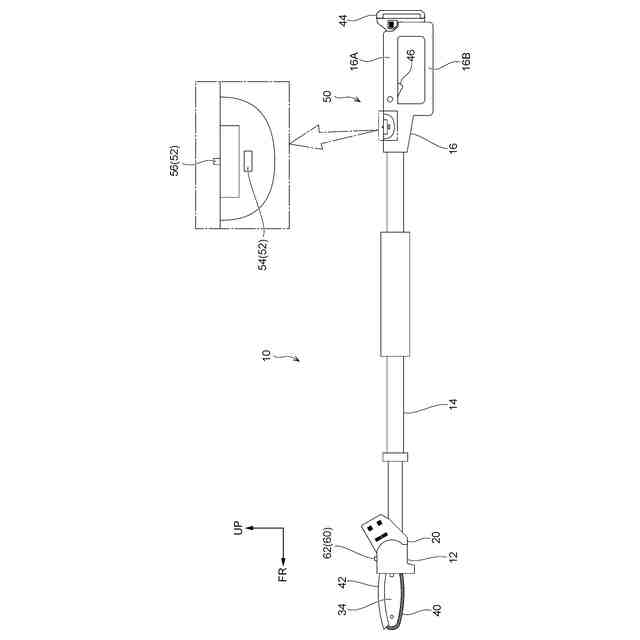
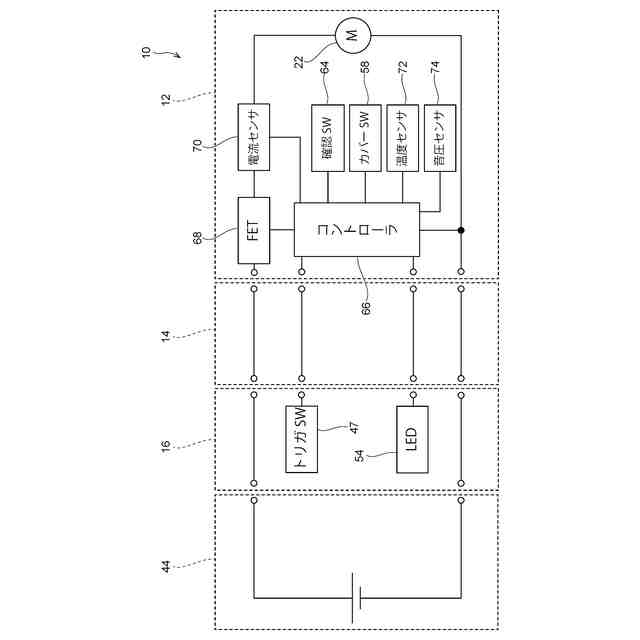
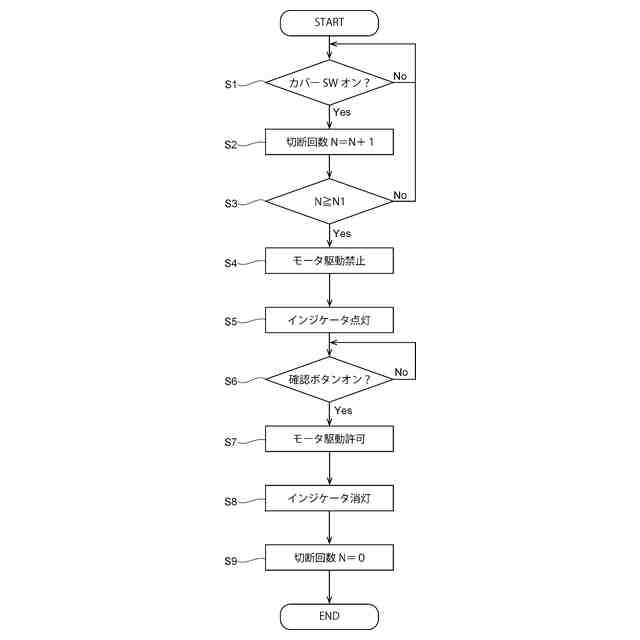
【解決手段】チェンソー10は給油警報部50を有しており、チェンソー10において所定の条件が満たされたときには、給油警報部50の報知部52が、ソーチェン40への給油を促す警報を報知する。具体的には、コントローラ66が、ソーチェン40の被加工材Wに対する切断回数を積算値として検知し、切断回数が上限切断回数(積算値閾値)に達するとことで所定の条件が満たされたと判断する。そして、報知部52のインジケータ部56が点灯することで、ソーチェン40への給油を作業者に対して促す。これにより、作業者が、ソーチェン40への給油切れを判断する必要がなくなり、報知部52によって、ソーチェン40への給油時期であることを作業者に自動的に知らせることができる。したがって、ソーチェン40の利便性を向上することができる。
【選択図】図1
特許請求の範囲
【請求項1】
駆動源と、
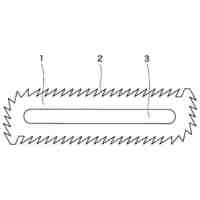
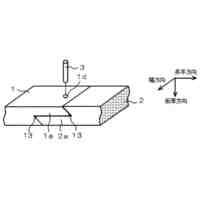
前記駆動源の駆動力によって駆動して相手材に切断加工を施すソーチェンと、
報知部を含んで構成され、所定の条件が満たされたときに前記報知部による報知によって前記ソーチェンへの給油を促す給油警報部と、
を備えた作業機。
続きを表示(約 970 文字)
【請求項2】
前記給油警報部は、前記ソーチェンの駆動に伴って増加する積算値を検知する警報制御部を有しており、
前記警報制御部は、前記積算値が積算値閾値に達することで前記所定の条件が満たされたと判断する請求項1に記載の作業機。
【請求項3】
前記給油警報部は、操作可能に構成された操作部を有しており、
前記操作部が操作されることで、前記警報制御部が前記積算値をリセットする請求項2に記載の作業機。
【請求項4】
前記ソーチェンの前記相手材への切断回数を前記積算値とする請求項2に記載の作業機。
【請求項5】
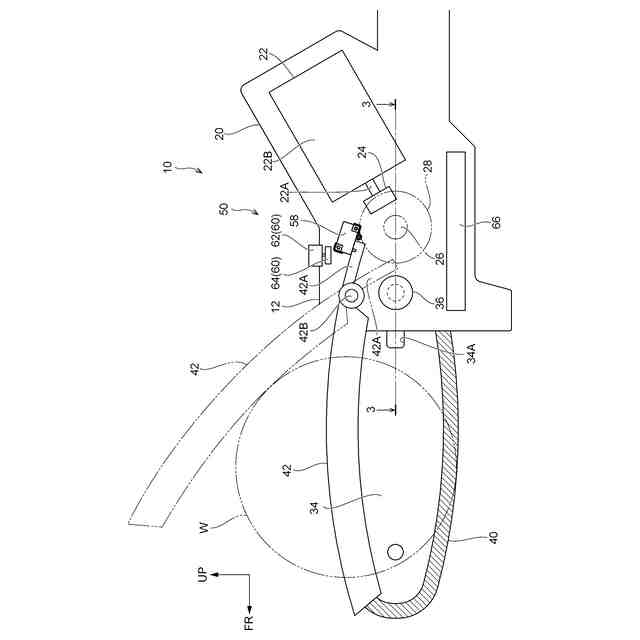
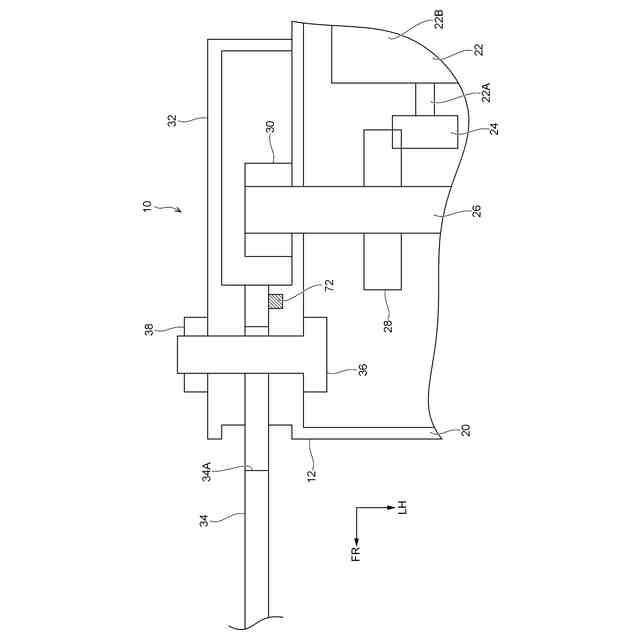
前記ソーチェンの一部が、カバーによって覆われており、
前記カバーは、前記ソーチェンを覆う第1位置と前記ソーチェンを開放する第2位置との間を移動可能に構成され、前記ソーチェンの前記相手材への切断時に前記相手材によって前記第1位置と前記第2位置との間を一往復し、
前記給油警報部は、前記カバーの往復回数を検出する検出部を有しており、
前記警報制御部は、前記検出部による前記カバーの往復回数に基づいて、前記積算値を算出する請求項4に記載の作業機。
【請求項6】
前記駆動源の駆動時間を前記積算値とする請求項2に記載の作業機。
【請求項7】
前記駆動源は、モータであり、
所定時間毎に前記モータに流れた電流値を積算した積算電流値を前記積算値とする請求項2に記載の作業機。
【請求項8】
前記駆動源は、モータであり、
前記給油警報部は、前記モータに流れる電流値を検知する警報制御部を有しており、
前記警報制御部は、前記モータに流れた電流値が所定の電流範囲にある状態が所定時間維持されると、前記所定の条件が満たされたと判断する請求項1に記載の作業機。
【請求項9】
前記報知部は、インジケータ部を有しており、前記所定の条件が満たされたときに、前記インジケータ部が点灯又は点滅する請求項1に記載の作業機。
【請求項10】
前記所定の条件が満たされたときには、前記駆動源の駆動が停止される請求項1に記載の作業機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、作業機に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
下記特許文献1には、オイルタンクを備えたチェンソー(作業機)が開示されている。このチェンソーでは、オイルタンクがソーチェンの後端部の近傍に設けられている。また、チェンソーは、照明手段(LED)を有しており、照明手段によって、ソーチェンの周囲及びオイルタンクが照明される。このため、照明手段によって、ソーチェンの周囲を照明しつつ、オイルタンク内のオイルの残量を確認することができる。
【先行技術文献】
【特許文献】
【0003】
特開2013-163326号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、チェンソー等の作業機では、軽量化や構造の簡略化を目的として、オイルタンクの省略が要望されている。オイルタンクを省略したチェンソーでは、作業者によってソーチェンにオイルを給油する必要があるが、チェンソーの使用状況等を踏まえて、作業者がソーチェンへの給油時期を判断することになる。このため、チェンソーの利便性が低下する可能性がある。
【0005】
本発明は、上記事実を考慮して、利便性を向上することができる作業機を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の1又はそれ以上の実施形態は、駆動源と、前記駆動源の駆動力によって駆動して相手材に切断加工を施すソーチェンと、報知部を含んで構成され、所定の条件が満たされたときに前記報知部による報知によって前記ソーチェンへの給油を促す給油警報部と、を備えた作業機である。
【0007】
本発明の1又はそれ以上の実施形態は、前記給油警報部は、前記ソーチェンの駆動に伴って増加する積算値を検知する警報制御部を有しており、前記警報制御部は、前記積算値が積算値閾値に達することで前記所定の条件が満たされたと判断する作業機である。
【0008】
本発明の1又はそれ以上の実施形態は、前記給油警報部は、操作可能に構成された操作部を有しており、前記操作部が操作されることで、前記警報制御部が前記積算値をリセットする作業機である。
【0009】
本発明の1又はそれ以上の実施形態は、前記ソーチェンの前記相手材への切断回数を前記積算値とする作業機である。
【0010】
本発明の1又はそれ以上の実施形態は、前記ソーチェンの一部が、カバーによって覆われており、前記カバーは、前記ソーチェンを覆う第1位置と前記ソーチェンを開放する第2位置との間を移動可能に構成され、前記ソーチェンの前記相手材への切断時に前記相手材によって前記第1位置と前記第2位置との間を一往復し、前記給油警報部は、前記カバーの往復回数を検出する検出部を有しており、前記警報制御部は、前記検出部による前記カバーの往復回数に基づいて、前記積算値を算出する作業機である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
鋸
2か月前
個人
木材精密加工用ジグ
7か月前
個人
貼付装置及び貼付方法
6か月前
丸大株式会社
竹粉製造装置
8か月前
個人
電動ボードカッターのブレード
3か月前
個人
跳ね上げ式ガイドクランプ
6か月前
株式会社 川上製作所
木材の連結構造
2か月前
コニシ株式会社
集成材の製造方法
3か月前
株式会社岡田金属工業所
ブレード
7か月前
NKE株式会社
トリマー治具
6か月前
株式会社ノダ
木削薄片板および床材
10か月前
宮川工機株式会社
プレカット加工装置
11か月前
工機ホールディングス株式会社
作業機
10か月前
大建工業株式会社
焼杉風化粧板とその製造方法
8か月前
三和合板株式会社
化粧板の製造装置
12か月前
清水建設株式会社
ビス打ち装置
8か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
10か月前
清水建設株式会社
自動ビス打ち機
8か月前
マックス株式会社
リフィル
11か月前
株式会社大林組
木質板材の加工方法
9か月前
株式会社大林組
ドリル装置
1か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
4か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社マキタ
携帯用切断機
5か月前
マックス株式会社
ステープラ
10か月前
マックス株式会社
ステープラ
10か月前
マックス株式会社
ステープラ
11か月前
セイコーエプソン株式会社
シート製造装置
7日前
株式会社マキタ
ソーチェーン
2か月前
トヨタT&S建設株式会社
桂剥き装置
7か月前
清水建設株式会社
防火積層体及びその製造方法
1か月前
大建工業株式会社
人工突板の製造方法
8か月前
株式会社マキタ
木工用携帯用切削機
5か月前
株式会社竹中工務店
集成材の製造方法
5か月前
トヨタ紡織株式会社
樹脂成形品の製造方法
11か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ