TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007214
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108474
出願日
2023-06-30
発明の名称
木粉の熱圧縮成形方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B27N
3/08 20060101AFI20250109BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】低コストで木材の熱圧縮成形を行う熱圧縮成形方法を提供する。
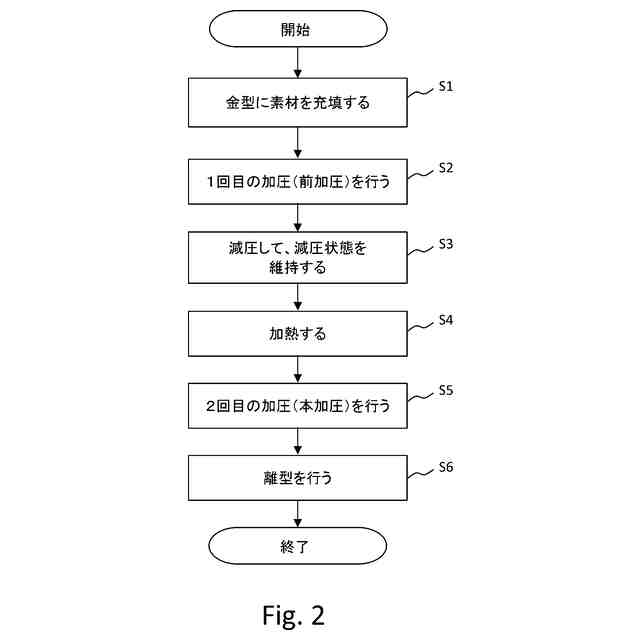
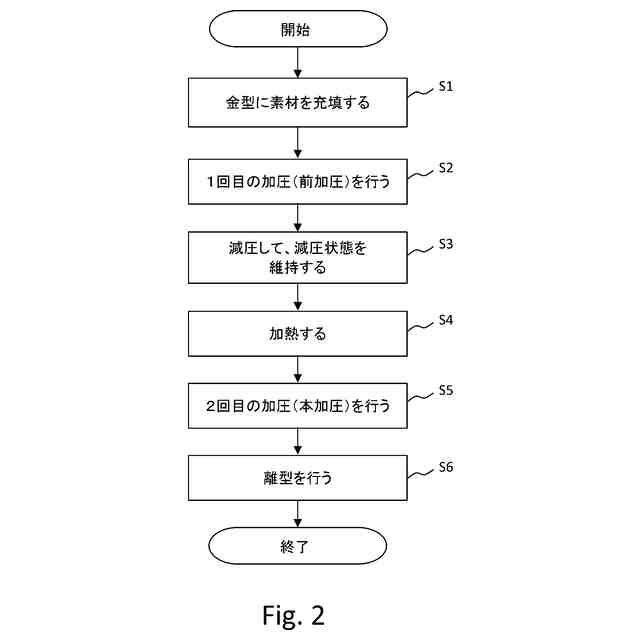
【解決手段】充填された素材に対して加熱、加圧及び減圧保持が可能である金型に、素材を充填する充填工程と、前記充填工程後に、素材が充填された金型において、12.8MPa~179.5MPaで素材を加圧する前加圧工程と、前記前加圧工程後に減圧し、前記素材が充填された前記金型において、12.8MPa~38.5MPaで素材を減圧状態で保持する減圧工程と、前記減圧工程後に、前記素材が充填された前記金型を加熱する加熱工程と、前記加熱工程後に、前記素材が充填された前記金型において、12.8MPa~179.5MPaで加圧する本加圧工程と、前記本加圧工程後に離型する離型工程と、を行う、木粉の熱圧縮成形方法。
【選択図】図2
特許請求の範囲
【請求項1】
充填された素材に対して加熱、加圧及び減圧保持が可能である金型に、素材を充填する充填工程と、
前記充填工程後に、素材が充填された金型において、12.8MPa~179.5MPaで素材を加圧する前加圧工程と、
前記前加圧工程後に減圧し、前記素材が充填された前記金型において、12.8MPa~38.5MPaで素材を減圧状態で保持する減圧工程と、
前記減圧工程後に、前記素材が充填された前記金型を加熱する加熱工程と、
前記加熱工程後に、前記素材が充填された前記金型において、12.8MPa~179.5MPaで加圧する本加圧工程と、
前記本加圧工程後に離型する離型工程と、を行う、
木粉の熱圧縮成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、木粉の熱圧縮成形方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
近年、おがくずのみならず、木材を圧縮成形する技術が広く研究されている。例えば、木材の成形方法として、木材に水蒸気処理することにより成形しやすくした状態にして、変形や固定を実行する方法がある。より具体的には、木材に対して事前に水蒸気処理する方法や、金型構造内に木材が充填された状態で水蒸気処理を行う方法がある。
【0003】
特許文献1には、木質系材料を細かく粉砕して微粉末とし、水蒸気で処理して軟化させて流動性を持たせ、金型内に流し込んで熱圧するか、あるいは微粉末を金型に入れ、水蒸気処理を行いながら圧締し、成形した後、冷却して固めることにより、任意の三次元形状を付与した成形材料を製造する方法について記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2001―203247号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、木材に対して水蒸気処理を行う場合には、水蒸気処理を行う設備をプレス設備とは別に準備する必要がある。そのため、設備投資やランニングコストが増加するという問題がある。
【0006】
本開示は、低コストで木材の熱圧縮成形を行う熱圧縮成形方法を提供するものである。
【課題を解決するための手段】
【0007】
本開示にかかる木粉の熱圧縮成形方法は、充填された素材に対して加熱、加圧及び減圧保持が可能である金型に、素材を充填する充填工程と、前記充填工程後に、素材が充填された金型において、12.8MPa~179.5MPaで素材を加圧する前加圧工程と、前記前加圧工程後に減圧し、前記素材が充填された前記金型において、12.8MPa~38.5MPaで素材を減圧状態で保持する減圧工程と、前記減圧工程後に、前記素材が充填された前記金型を加熱する加熱工程と、前記加熱工程後に、前記素材が充填された前記金型において、12.8MPa~179.5MPaで加圧する本加圧工程と、前記本加圧工程後に離型する離型工程と、を行う。
これにより、木材自身が有する水分を利用して予加工を行うことができる。
【発明の効果】
【0008】
本開示よれば、低コストで木材の熱圧縮成形を行う熱圧縮成形方法を提供することができる。
【図面の簡単な説明】
【0009】
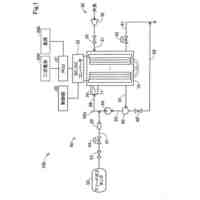
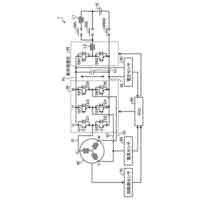
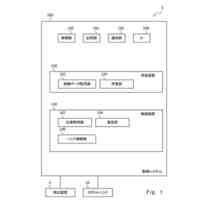
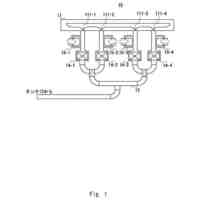
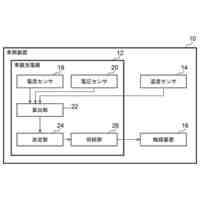
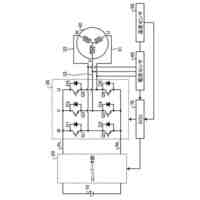
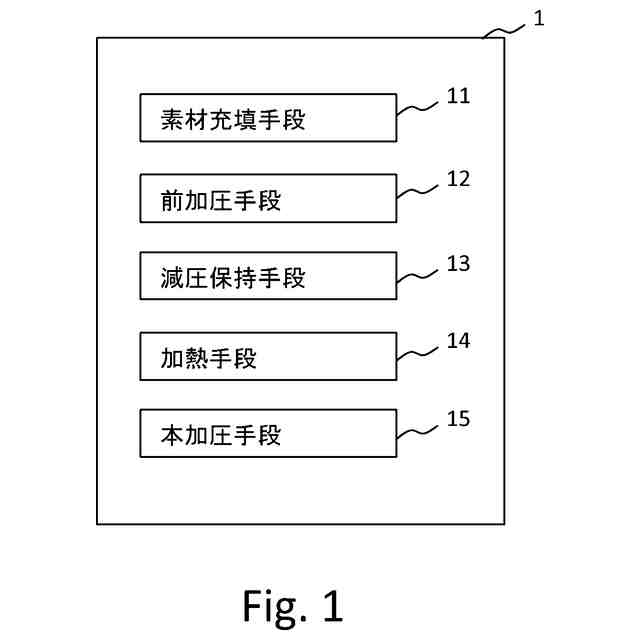
熱圧縮成形システムの構成を示すブロック図である。
熱圧縮成形システムの動作フローを示す図である。
【発明を実施するための形態】
【0010】
実施の形態1
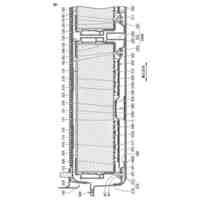
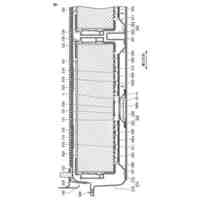
以下、図面を参照して本実施の形態に係る熱圧縮成形システムについて説明する。図1は、熱圧縮成形システム1の構成の一例を示した図である。熱圧縮成形システム1では、材料の熱圧縮成形を行う。ここでは材料とは木材であって、具体的には木粉やおがくずであるがこれらに限られない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
電池
23日前
トヨタ自動車株式会社
配管
18日前
トヨタ自動車株式会社
車両
17日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
電池
17日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
方法
2日前
トヨタ自動車株式会社
電動車
17日前
トヨタ自動車株式会社
ロータ
18日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
タンク
2日前
トヨタ自動車株式会社
エンジン
18日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
学習装置
17日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
10日前
トヨタ自動車株式会社
エンジン
17日前
トヨタ自動車株式会社
制御装置
18日前
トヨタ自動車株式会社
コネクタ
17日前
トヨタ自動車株式会社
処理装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
塗工装置
9日前
トヨタ自動車株式会社
車両装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
蓄電装置
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ