TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024122873
公報種別
公開特許公報(A)
公開日
2024-09-09
出願番号
2024002945
出願日
2024-01-12
発明の名称
高周波に基づく定尺圧密板
出願人
広平凱王圧密科技有限公司
代理人
個人
主分類
B27D
3/02 20060101AFI20240902BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】良好なネジ把持力、曲げ強度、曲げ弾性などの加工性能及び優れた加速老化防止性能を有し、その製造方法が量産しやすく且つコストが低い、定尺圧密板を提供する。
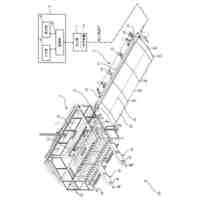
【解決手段】本発明は、高周波に基づく定尺圧密板に関し、前記定尺圧密板は、幅方向に連結されたいくつかの縦方向接合圧密木板を含み、各縦方向接合圧密木板は、長手方向に連結されたいくつかの圧密木板条を含み、各圧密木板条は、厚さ方向に高周波ホットプレスステップにより処理された1層のコルク板条又は多層に連結されたコルク板条を含む。
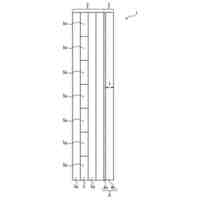
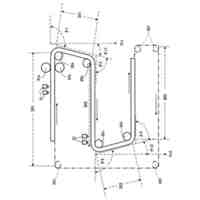
【選択図】図5
特許請求の範囲
【請求項1】
定尺圧密板は、幅方向に連結されたいくつかの縦方向接合圧密木板を含み、各縦方向接合圧密木板は、長手方向に連結されたいくつかの圧密木板条を含み、各圧密木板条は、厚さ方向に高周波ホットプレスステップにより処理された1層のコルク板条又は多層に連結されたコルク板条を含む、ことを特徴とする高周波に基づく定尺圧密板。
続きを表示(約 1,900 文字)
【請求項2】
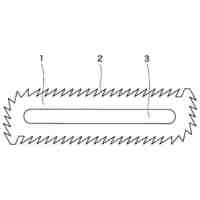
各定尺圧密板の長手方向に隣接する圧密木板条の縦方向接合接触面は、曲面又は傾斜面であり、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記曲面又は傾斜曲面は、鋸歯面であり、
各定尺圧密板の幅方向に隣接する圧密木板条の横方向接合接触面は、平面又は傾斜面であり、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記傾斜曲面は、鋸歯面であり、
隣接する縦方向接合接触面又は隣接する横方向接合接触面は、いずれも樹脂層により連結され、前記樹脂層は、PVA樹脂層、PVB樹脂層、PVC樹脂層のうちの1種又は複数種を含むがそれらに限定されない、
ことを特徴とする請求項1に記載の定尺圧密板。
【請求項3】
当該定尺圧密板の製造プロセスは、
含水率が10%~20%のいくつかのコルク板条を赤外線で照射して平均温度が80~90℃まで昇温し、いくつかの予熱コルク板条を得る第1の予熱ステップと、
前記予熱コルク板条の赤外線に照射された表面に水層を付着し、いくつかの水層付着コルク板条を得る水層付着ステップと、
前記水層付着コルク板条を高周波条件で加熱圧縮処理及び硬化処理を行い、いくつかの圧密木板条を得る高周波ホットプレスステップと、
いくつかの圧密木板条を木材平均温度が70~90℃又は室温まで冷却する冷却処理ステップと、
長手方向に隣接する冷却後の圧密木板条を接合し、いくつかの縦方向接合圧密木板を得る縦方向接合ステップと、
幅方向に隣接する縦方向接合圧密木板を接合し、いくつかの横方向接合圧密木板を得る横方向接合ステップと、
いくつかの横方向接合圧密木板をいくつかの定尺圧密板に定尺で切断する定尺ステップと、を含む、ことを特徴とする請求項1~2のいずれか1項に記載の定尺圧密板。
【請求項4】
前記水層付着コルク板条は、第2の予熱ステップによりさらに前記高周波ホットプレスステップを行い、そのうち、
第2の予熱ステップにおいて、いくつかの前記水層付着コルク板条を赤外線で照射して温度が平均温度80~90℃に維持する、ことを特徴とする請求項3に記載の定尺圧密板。
【請求項5】
前記第1の予熱ステップ及び/又は第2の予熱ステップにおいて、赤外線照射は、赤外線照射空間で行われ、当該赤外線照射空間の温度は、130~150℃である、ことを特徴とする請求項4に記載の定尺圧密板。
【請求項6】
前記水層付着ステップにおいて、前記予熱コルク板条の表面に1~4回の水を塗布又は噴霧する、ことを特徴とする請求項3に記載の定尺圧密板。
【請求項7】
高周波ホットプレスステップにおいて、2~4本の水層付着コルク板条を積層した直後に、高周波条件下で加熱圧縮処理及び硬化処理を行い、いくつかの積層圧密木板条を得、
縦方向接合ステップにおいて、長手方向に隣接する積層圧密木板条を接合し、いくつかの縦方向接合圧密木板を得る、ことを特徴とする請求項1又は2に記載の定尺圧密板。
【請求項8】
前記樹脂層を形成するステップは、
S1において、圧密木板条の接合端面を曲面又は傾斜面に加工成形し、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記曲面又は傾斜曲面は、鋸歯面であり、
S2において、樹脂をホットメルトした後にホットメルト樹脂を製造し、前記ホットメルト樹脂を圧密木板条の接合端面に塗布し、
S3において、第1の付勢力で隣接する圧密木板条の接合端面を押圧する、ことを特徴とする請求項1又は2に記載の定尺圧密板。
【請求項9】
S2ステップにおいて、樹脂をホットメルトした後に20~40メッシュ樹脂粒子を加え、均一に混合し、ペースト状ホットメルト樹脂を得、前記ペースト状ホットメルト樹脂を定尺圧密木の接合端面に塗布し、前記樹脂と樹脂粒子の重量比は、8:1~12:1であり、前記樹脂は、PVA、PVB、PVCのうちの1種又は複数種を含むがそれらに限定されなく、前記樹脂粒子は、PVA粒子、PVB粒子、PVC粒子のうちの1種又は複数種を含むがそれらに限定されない、ことを特徴とする請求項8に記載の定尺圧密板。
【請求項10】
冷却処理ステップにおいて、液体窒素冷凍技術でいくつかの圧密木板条を-150℃~-130℃の環境において9min~15min室温まで冷却し、さらに縦方向接合ステップを行う、ことを特徴とする請求項1又は2に記載の定尺圧密板。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木板加工技術の分野に属し、具体的には高周波に基づく定尺圧密板に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
板式家具に使用される中密度繊維板、パーティクルボード、多層板、原木板は、基本的に定尺板材であり、例えば一般的に使用されるのは、48尺(長さや幅の寸法が1220mm×2440mmである)及び49尺(長さや幅の寸法が1220mm×2745mmである)である。しかし関連技術ではカスタマイズされた家具業界に使用される定尺圧密木を開示していない。CN111347511 A(2020.06.30)における高周波混合材料に基づく無接着剤の複合材料の製造方法は、少なくとも2つの密度が0.7kg/m
3
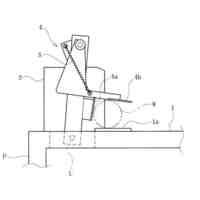
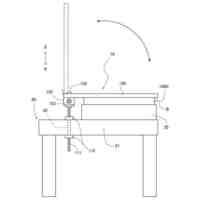
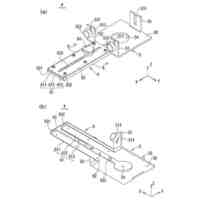
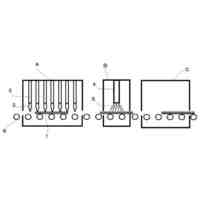
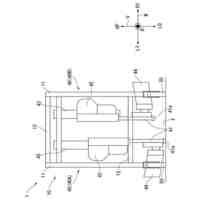
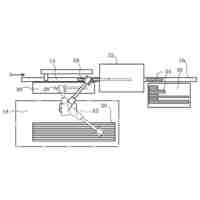
を超えない木板を高周波により加熱して加圧成形して隣接する2つの前記木板の間に劣化接続層を形成させ、前記製造方法は、具体的には、前処理、積層処理、加熱加圧処理、硬化処理、降温処理及び養生処理というステップを含み、しかしながら、当該特許で製造されるのは、横接合圧密板ではなく、多層圧密板であり、定尺板材を製造することは、量産しにくく且つコストが高い。CN112847694 A(2021.05.28)は、無接着剤の横接合圧密機器(図1を参照し、そのうち1-下方押圧板、2-上方押圧板、4-下方当て板、5-上方当て板、6-油圧ロッド、30-横接合板)及び無接着剤の横接合圧密方法を開示し、当該方法は、いくつかの横接合板を順に平面に配列し、隣接する2つの前記横接合板の間に樹脂フィルムを挟み、隣接する2つの横接合板の接触面は、平面と45-135°の角度を呈し、配列板を製造するステップ(1)と、前記配列板の水平方向に第1の付勢力F1をかけ、F1は、1.5-2MPaであるステップ(2)と、前記配列板を60-170℃になるまで加熱し、前記配列板の垂直方向に第2の付勢力F2をかけ、F2は、0.7MPa以上であり、圧力を8-10min保持するステップ(3)と、F2を保持したまま、F1をF3に増大させ、F3は、2.5-4MPaであり、圧力を配列板の温度が40-70℃になるまで保持するステップ(4)と、を含む。当該特許は、モールディング過程で加熱して横接合圧密板を製造するが、定尺板材を製造することが依然として量産しにくく且つコストが高い。
【発明の概要】
【0003】
少なくとも上記技術的問題について、本発明の複数の実施形態は、高周波に基づく定尺圧密板を提供し、前記定尺圧密板は、幅方向に連結されたいくつかの縦方向接合圧密木板を含み、各縦方向接合圧密木板は、長手方向に連結されたいくつかの圧密木板条を含み、各圧密木板条は、厚さ方向に高周波ホットプレスステップにより処理された1層のコルク板条又は多層に連結されたコルク板条を含む。
【0004】
さらに定尺圧密板において、各定尺圧密板(又は各縦方向接合圧密木板)の長手方向に隣接する圧密木板条の縦方向接合接触面は、曲面又は傾斜面であり、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記曲面又は傾斜曲面は、鋸歯面であり、
各定尺圧密板(又は各横方向接合圧密木板)の幅方向に隣接する圧密木板条の横方向接合接触面は、平面又は傾斜面であり、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記傾斜曲面は、鋸歯面であり、
隣接する縦方向接合接触面又は隣接する横方向接合接触面は、いずれも樹脂層により連結され、前記樹脂層は、PVA樹脂層、PVB樹脂層、PVC樹脂層のうちの1種又は複数種を含むがそれらに限定されない。前記樹脂層に使用される樹脂は、エチレン-酢酸ビニル系共重合体又はポリオレフィン系材料のうちのいずれか1種又は複数種の混合物を含み、前記ポリオレフィン系材料は、ポリエチレン、ポリプロピレン、変性ポリエチレン、変性ポリプロピレン又はエチレンユニットを含むエチレン系エラストマーのうちのいずれか1種又は少なくとも2種の混合物である。
【0005】
さらに定尺圧密板において、当該定尺圧密板の製造プロセスは、
含水率が10%~20%のいくつかのコルク板条を赤外線で照射して平均温度が80~90℃まで昇温し、いくつかの予熱コルク板条を得る第1の予熱ステップと、
前記予熱コルク板条の赤外線に照射された表面に水層を付着し、いくつかの水層付着コルク板条を得る水層付着ステップと、
水層付着コルク板条を高周波条件で加熱圧縮処理及び硬化処理を行い、いくつかの圧密木板条を得る高周波ホットプレスステップと、
いくつかの圧密木板条を木材平均温度が70~90℃又は室温まで冷却する冷却処理ステップと、
長手方向に隣接する冷却後の圧密木板条を接合し、いくつかの縦方向接合圧密木板を得る縦方向接合ステップと、
幅方向に隣接する縦方向接合圧密木板を接合し、いくつかの横方向接合圧密木板を得る横方向接合ステップと、
いくつかの横方向接合圧密木板をいくつかの定尺圧密板に定尺で切断する定尺ステップと、を含む。
【0006】
さらに定尺圧密板において、前記水層付着コルク板条は、第2の予熱ステップによりさらに前記高周波ホットプレスステップを行い、そのうち、
第2の予熱ステップにおいて、いくつかの水層付着コルク条を赤外線で照射して温度が平均温度80~90℃に維持する。
【0007】
さらに定尺圧密板において、前記第1の予熱ステップ及び/又は第2の予熱ステップにおいて、赤外線照射は、赤外線照射空間で行われ、当該赤外線照射空間の温度は、130~150℃である。
【0008】
さらに定尺圧密板において、前記水層付着ステップにおいて、前記予熱コルク条の表面に1~4回の水を塗布又は噴霧する。
【0009】
さらに定尺圧密板において、前記樹脂層を形成するステップは、以下のとおりである。
S1において、圧密木板条の接合端面を曲面又は傾斜面に加工成形し、前記傾斜面は、傾斜平面又は傾斜曲面を含み、好ましくは、前記曲面又は傾斜曲面は、鋸歯面であり、
S2において、樹脂をホットメルトした後にホットメルト樹脂を製造し、前記ホットメルト樹脂を圧密木板条の接合端面に塗布し、
S3において、第1の付勢力で隣接する圧密木板条の接合端面を押圧する。
【0010】
さらに定尺圧密板において、S2ステップにおいて、樹脂をホットメルトした後に20~40メッシュ樹脂粒子を加え、均一に混合し、ペースト状ホットメルト樹脂を得、前記ペースト状ホットメルト樹脂を定尺圧密木の端面に塗布し、前記樹脂と樹脂粒子の重量比は、8:1~12:1であり、前記樹脂粒子は、PVA粒子、PVB粒子、PVC粒子のうちの1種又は複数種を含むがそれらに限定されない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
薪割り台
8か月前
個人
わら縄針金造形木
10か月前
個人
木材精密加工用ジグ
4か月前
丸大株式会社
竹粉製造装置
5か月前
株式会社日本設計
耐火木材
10か月前
株式会社日本設計
耐火木材
10か月前
個人
貼付装置及び貼付方法
3か月前
個人
電動ボードカッターのブレード
8日前
アイカ工業株式会社
化粧板の製造方法
11か月前
個人
跳ね上げ式ガイドクランプ
3か月前
コニシ株式会社
集成材の製造方法
今日
株式会社岡田金属工業所
ブレード
3か月前
NKE株式会社
トリマー治具
3か月前
株式会社ノダ
木削薄片板および床材
7か月前
株式会社ノダ
木削薄片板および床材
10か月前
工機ホールディングス株式会社
作業機
7か月前
宮川工機株式会社
プレカット加工装置
8か月前
舛元木工株式会社
フレーム材の端部処理方法
9か月前
工機ホールディングス株式会社
作業機
11か月前
大建工業株式会社
焼杉風化粧板とその製造方法
5か月前
三和合板株式会社
化粧板の製造装置
8か月前
旭興進株式会社
人工木材及びその製造方法
10か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
7か月前
清水建設株式会社
ビス打ち装置
4か月前
清水建設株式会社
自動ビス打ち機
4か月前
マックス株式会社
リフィル
8か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
11か月前
株式会社大林組
木質板材の加工方法
6か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
11か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
デンカ株式会社
敷板
10か月前
トヨタエンジニアリング有限会社
竹割機
2か月前
株式会社トーアエンジニアリング
プレカット加工方法
11か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
28日前
株式会社マキタ
携帯用切断機
1か月前
マックス株式会社
ステープラ
7か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ