TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024038576
公報種別
公開特許公報(A)
公開日
2024-03-21
出願番号
2022142679
出願日
2022-09-08
発明の名称
中質繊維板の製造装置および製造方法
出願人
ホクシン株式会社
代理人
主分類
B27N
3/02 20060101AFI20240313BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】従来のMDFの製造装置の構成を大幅に変更することなく、消費電力を節減することができるMDFの製造装置および製造方法を開示する。
【解決手段】木質チップを製造ラインに供給するための供給工程と、この供給工程から供給した前記木質チップの異物を除去する異物除去工程と、この異物除去工程から後ラインに木質チップを搬送する搬送工程と、この搬送工程から搬送される木質チップを蒸解する蒸解工程と、蒸解された木質チップを解繊する解繊工程と、前記解繊された木質チップに接着剤を添加する接着剤添加工程と、前記接着剤を添加した木質繊維を乾燥させる乾燥工程と、通常の用法からなるフォーミング工程とからなるとともに、前記異物除去工程と前記蒸解工程との間に木質ペレットを投入する工程からなる製造装置である。
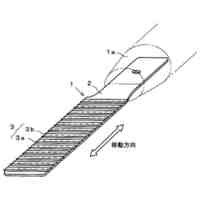
【選択図】図1
特許請求の範囲
【請求項1】
木質チップを製造ラインに供給するための供給工程と、この供給工程から供給した前記木質チップの異物を除去する異物除去工程と、この異物除去工程から後ラインに木質チップを搬送する搬送工程と、この搬送工程から搬送される木質チップを蒸解する蒸解工程と、蒸解された木質チップを解繊する解繊工程と、前記解繊された木質チップに接着剤を添加する接着剤添加工程と、前記接着剤を添加した木質繊維を乾燥させる乾燥工程と、通常の用法からなるフォーミング工程とからなるとともに、前記異物除去工程と前記蒸解工程との間に木質ペレットを投入する工程を有することを特徴とする中質繊維板の製造装置。
続きを表示(約 400 文字)
【請求項2】
木質ペレットの投入工程は、木質ペレットの投入機と、この木質ペレットを前記コンベアの途中に供給するフィーダからなる請求項1記載の中質繊維板の製造装置。
【請求項3】
木質ペレットの混合は、木質チップの質量に対して20~50質量%とする請求項1~3のいずれか記載の中質繊維板の製造装置。
【請求項4】
木質チップを製造ラインに供給し、この供給した前記木質チップの異物を除去し、この異物を除去した木質チップを後ラインに搬送し、前記搬送された木質チップを蒸解、解繊して木質繊維を得、この木質繊維に対して接着剤を混合して乾燥させ、これら混合して乾燥させた木質繊維と接着剤を通常の用法に従ってフォーミングする方法に対して、さらに前記異物を除去する工程と木質チップを蒸解する工程の間に木質ペレットを投入して混合する工程を備えたことを特徴とする中質繊維板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、中質繊維板(以下、MDFという。)の製造方法に係り、特に原材料として一部にペレットを採用したMDFを効率よく製造する装置および方法に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
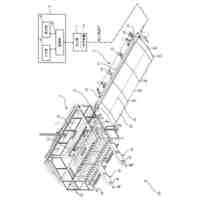
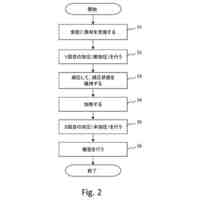
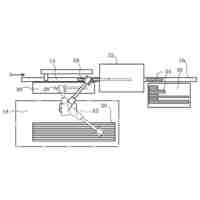
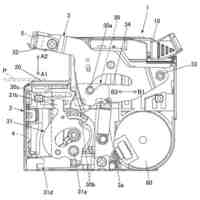
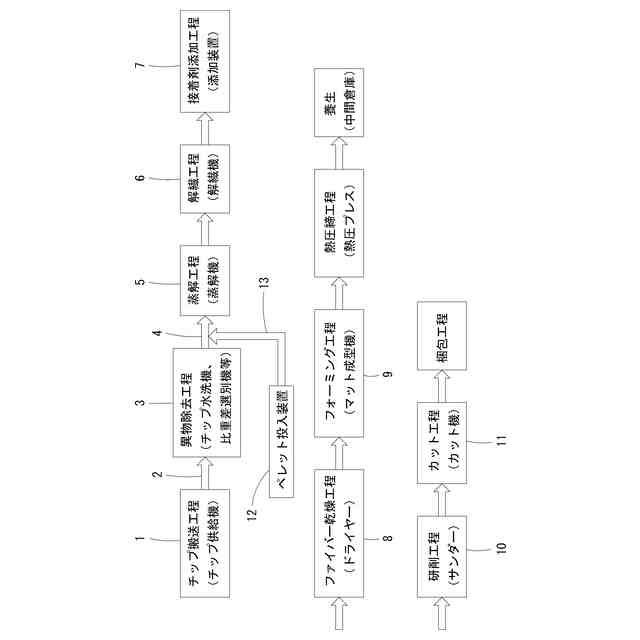
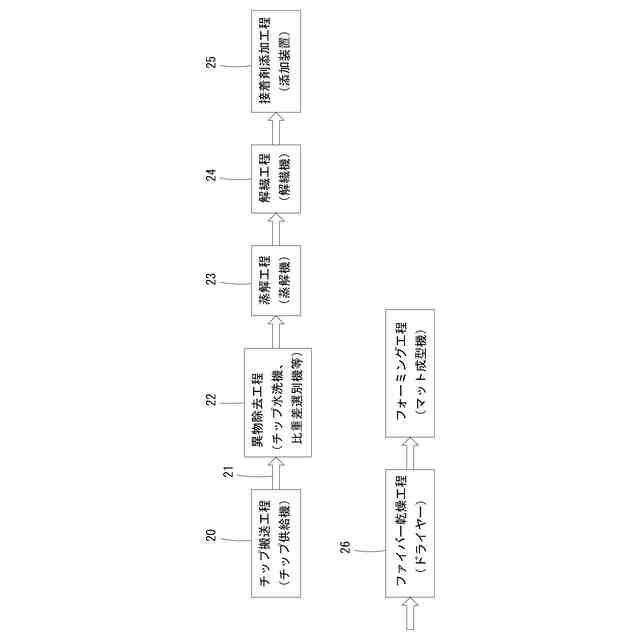
MDF自体は従来から周知であり、木質チップを解繊したものに接着剤として作用する合成樹脂を加えて板状に熱圧成形して得られる繊維板である。そして、その製造装置としては、図2に示したように、木質チップ供給機20からフィーダ21によって木質チップが異物除去装置22に供給されて異物を取り除く。この異物除去装置22は一般的には水洗式選別機によって異物を選別および除去することによって木質チップのみを得るものである。次に、選別された木質チップは蒸解機23において蒸解工程を経て、解繊機24によって解繊されて木質繊維となり、ドライヤー26によって乾燥させて解繊状態の木質繊維を得る。なお、木質繊維を板状に接着するための接着剤は接着剤添加装置25において添加される。そして通常の用法に従って圧熱、調湿を行って両側表面を平滑になるよう研削して最終的に所望するMDFを完成するという一連の工程からなっている。
【先行技術文献】
【特許文献】
【0003】
特開2003-311718号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に示された図1は、背景技術として説明したMDFの従来の典型的な製造方法である。ところで、原材料である木質チップから木質繊維を得るためには蒸解工程、解繊工程が必須であるが、これらの工程では大量の電力消費が要求される。また、ドライヤー6における乾燥工程においても大量の熱エネルギーが消費される。しかしながら、近年のエネルギー資源の高騰や、二酸化炭素排出量の規制などの制約によって、自由にこれらで使用する熱エネルギーを得ることは困難である。
【0005】
そこで、特に解繊機24における電力の消費削減のために木質繊維からなるペレットを原材料として利用することが考えられる。ペレットは特にサイズを限定する必要はないが、予め木質繊維を好ましい大きさ、例えば直径6~8mm程度、長さ30~40mm程度の乾燥した円柱形状に圧縮成形したものである。したがって、木質ペレットを利用すれば木質チップから木質繊維を得るための工程を省略することができる。しかしながら、ペレットの状態では水洗式などのような公知の異物除去装置を通過させることはできないし、元々ペレット自体にはその製造段階で大きい支障を来す異物が混入している可能性は低い。一方、念のためにペレットを異物除去装置に通した場合には、ペレットの比重が大きいので現状で採用する異物除去装置3において異物として除去されてしまうという問題がある。
【0006】
本発明は、従来のMDFの製造装置の一連のラインを大幅に変更することなく、木質ペレットを原材料の一部として利用することができ、熱エネルギーの消費を節減することができるMDFの製造装置および製造方法を開示することを目的とするものである。
【課題を解決するための手段】
【0007】
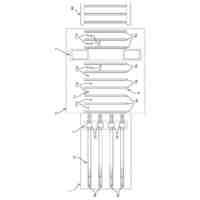
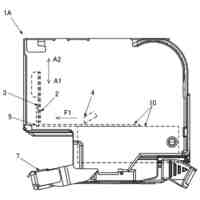
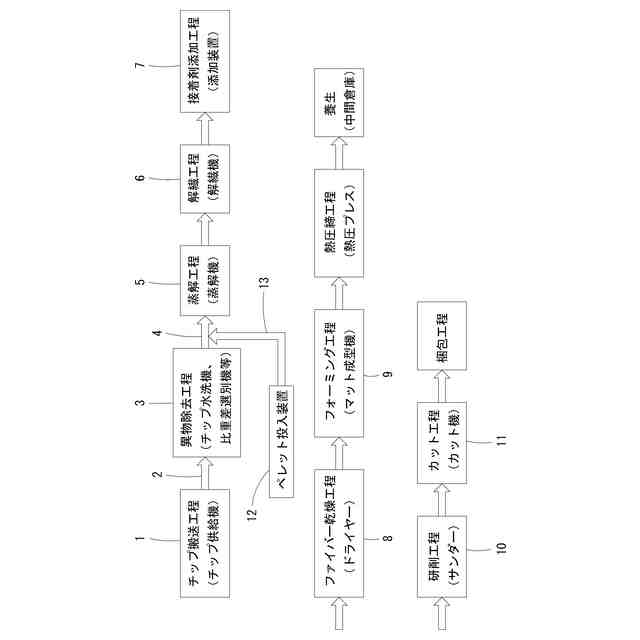
本発明では従来の課題を解決するために、木質チップを製造ラインに供給するための供給工程と、この供給工程から供給した前記木質チップの異物を除去する異物除去工程と、この異物除去工程から後ラインに木質チップを搬送する搬送工程と、この搬送工程から搬送される木質チップを蒸解する蒸解工程と、蒸解された木質チップを解繊する解繊工程と、前記解繊された木質チップに接着剤を添加する接着剤添加工程と、前記接着剤を添加した木質繊維を乾燥させる乾燥工程と、通常の用法からなるフォーミング工程とからなるとともに、前記異物除去工程と前記蒸解工程との間に木質ペレットを投入する工程を有することとした。ここで、特徴的なことは、主ラインの途中に木質ペレットを供給することであるが、木質ペレットはそれ自体が十分に乾燥していることを前提とするので、乾燥工程などのようにドライヤーの消費電力を抑制することになる。
【0008】
また、木質ペレットを投入する装置としては、木質ペレットの投入機と、この木質ペレットを前記コンベアの途中に供給するフィーダからなることとした。フィーダとしては好ましくは定量供給ができる構成であり、木質チップの総質量に対して好適な配合量を設定することができる。木質ペレットの混合は、一例として木質チップの質量に対して20~50質量%としている。
【0009】
さらに、製造方法としては、木質チップを製造ラインに供給し、この供給した前記木質チップの異物を除去し、この異物を除去した木質チップを後ラインに搬送し、搬送された木質チップを蒸煮、解繊して木質繊維を得、接着剤を混合して乾燥させ、これら混合して乾燥させた木質繊維と接着剤を圧熱する工程を有し、さらに前記工程の異物を除去する工程と木質チップを蒸解する工程の間に木質ペレットを混合する工程を備えるという手段を用いることとした。
【発明の効果】
【0010】
本発明の製造装置および製造方法では上述した手段を用いたので、特に大量の電力消費を必要とする解繊工程における電力の消費を節減することができるので、近年求められている二酸化炭素排出量の削減に資すると同時に、製造工程における廃棄物を抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
2か月前
個人
わら縄針金造形木
3か月前
個人
輪切り板材の加工方法
10か月前
株式会社日本設計
耐火木材
4か月前
株式会社日本設計
耐火木材
3か月前
株式会社大和工務店
構面構造
7か月前
アイカ工業株式会社
化粧板の製造方法
4か月前
恒成株式会社
木製荷受台製造装置
8か月前
株式会社ノダ
木削薄片板および床材
3か月前
株式会社ノダ
木削薄片板および床材
17日前
工機ホールディングス株式会社
作業機
17日前
工機ホールディングス株式会社
作業機
4か月前
舛元木工株式会社
フレーム材の端部処理方法
2か月前
宮川工機株式会社
プレカット加工装置
1か月前
株式会社カスタム・クール・センター
ヤスリ工具
9か月前
旭興進株式会社
人工木材及びその製造方法
3か月前
三和合板株式会社
化粧板の製造装置
2か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
17日前
株式会社ノダ
不燃繊維板およびその製造方法
5か月前
マックス株式会社
リフィル
1か月前
ホクシン株式会社
中質繊維板の製造装置および製造方法
10か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
4か月前
個人
入隅部用補強具
10か月前
株式会社トーアエンジニアリング
プレカット加工方法
4か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
4か月前
デンカ株式会社
敷板
4か月前
株式会社マキタ
卓上切断機
5か月前
株式会社マキタ
テーブルソー
4か月前
株式会社マキタ
テーブルソー
4か月前
マックス株式会社
ステープラ
17日前
マックス株式会社
ステープラ
17日前
マックス株式会社
ステープラ
7か月前
マックス株式会社
ステープラ
7か月前
株式会社マキタ
携帯用切断機
7か月前
マックス株式会社
ステープラ
1か月前
株式会社竹六商店
装飾材
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ