TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024178525
公報種別
公開特許公報(A)
公開日
2024-12-25
出願番号
2023096710
出願日
2023-06-13
発明の名称
圧力容器の製造方法
出願人
株式会社FTS
代理人
弁理士法人グランダム特許事務所
主分類
F16J
12/00 20060101AFI20241218BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】ベース部材の内面にバリア層を形成するための加熱工程において、ベース部材とバリア層との界面にボイドが発生することを抑制し得る技術を提供する
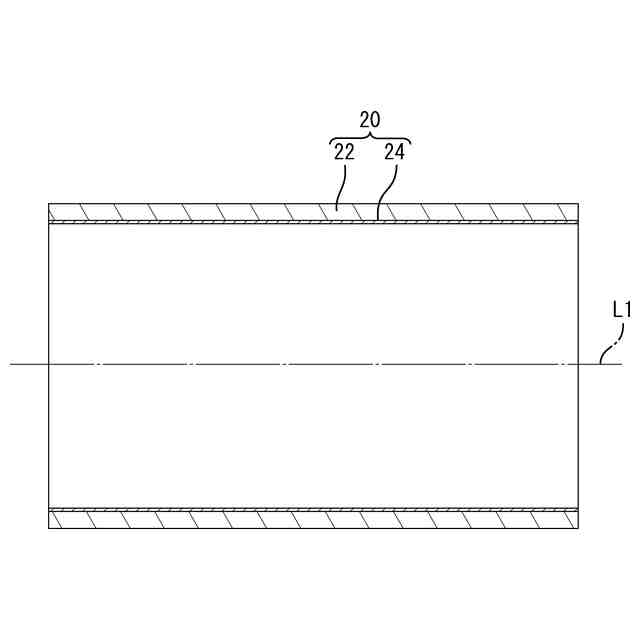
【解決手段】加熱により気化する気化成分を含むベース材料を有する胴部基体22と、胴部基体22の内面に塗布したバリア性材料を加熱処理することにより形成されるバリア層24と、を備える圧力容器10の製造方法である。この製造方法は、バリア性材料を内面に塗布する前に、胴部基体22を加熱することによってベース材料の気化成分を気化させる事前加熱処理を行う。
【選択図】図3
特許請求の範囲
【請求項1】
加熱により気化する気化成分を含むベース材料を有するベース部材と、前記ベース部材の内面に塗布したバリア性材料を加熱処理することにより形成されるバリア層と、を備える圧力容器の製造方法であって、
前記バリア性材料を前記内面に塗布する前に、前記ベース部材を加熱することによって前記ベース材料の気化成分を気化させる事前加熱処理を行う
圧力容器の製造方法。
続きを表示(約 400 文字)
【請求項2】
前記事前加熱処理における加熱温度は、前記バリア層の形成時の加熱温度よりも高い
請求項1に記載の圧力容器の製造方法。
【請求項3】
前記事前加熱処理において、前記内面と、前記ベース部材の外面との両方を加熱する
請求項1又は請求項2に記載の圧力容器の製造方法。
【請求項4】
前記事前加熱処理と、前記バリア層の形成時の加熱処理を、同一のヒーターで行う
請求項1又は請求項2に記載の圧力容器の製造方法。
【請求項5】
前記事前加熱処理における加熱時間は、前記バリア層の形成時の加熱時間よりも長い
請求項1又は請求項2に記載の圧力容器の製造方法。
【請求項6】
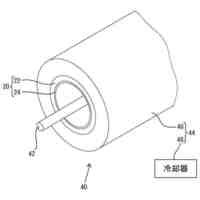
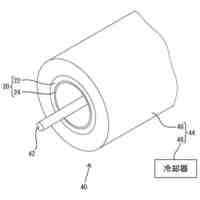
前記バリア層の形成時の加熱処理中に、前記ベース部材の外面を冷却する
請求項1又は請求項2に記載の圧力容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧力容器の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1に開示される高圧タンクは、高圧の水素ガスを貯留するタンクであり、円筒状(シリンダ状)の胴部と、胴部の両端に設けられた一対の半球状のドーム部と、を備えている。胴部は、アルミニウム合金等の金属材料からなる中空の補強層と、補強層の内側に設けられるバリア層と、を有している。バリア層は、内側から外側への水素ガスの流出を抑制する。
【先行技術文献】
【特許文献】
【0003】
特開2019-108937号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のように胴部の内側の層(ベース部材の内側の層)としてバリア層を設ける構成では、例えば、ベース部材の内面にバリア性材料を塗布し、加熱処理で熱溶融させた後に固着することでバリア層を形成する方法がある。しかし、ベース部材に気化成分が含まれることで、加熱処理で気化成分が気化し、ベース部材とバリア層との間にボイドが生じるおそれがある。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、ベース部材の内面にバリア層を形成するための加熱工程において、ベース部材とバリア層との界面にボイドが発生することを抑制し得る技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の圧力容器の製造方法は、
加熱により気化する気化成分を含むベース材料を有するベース部材と、前記ベース部材の内面に塗布したバリア性材料を加熱処理することにより形成されるバリア層と、を備える圧力容器の製造方法であって、
前記バリア性材料を前記内面に塗布する前に、前記ベース部材を加熱することによって前記ベース材料の気化成分を気化させる事前加熱処理を行う。
【発明の効果】
【0007】
本発明の圧力容器の製造方法によれば、バリア性材料をベース部材の内面に塗布する前に、事前加熱処理によりベース材料の気化成分を気化させ、ベース部材の外部へ放出することができる。そのため、バリア層を形成するための加熱処理工程では、ベース材料の気化成分が少なくなっているので、ベース部材とバリア層との界面にボイドが発生することを抑制できる。
【図面の簡単な説明】
【0008】
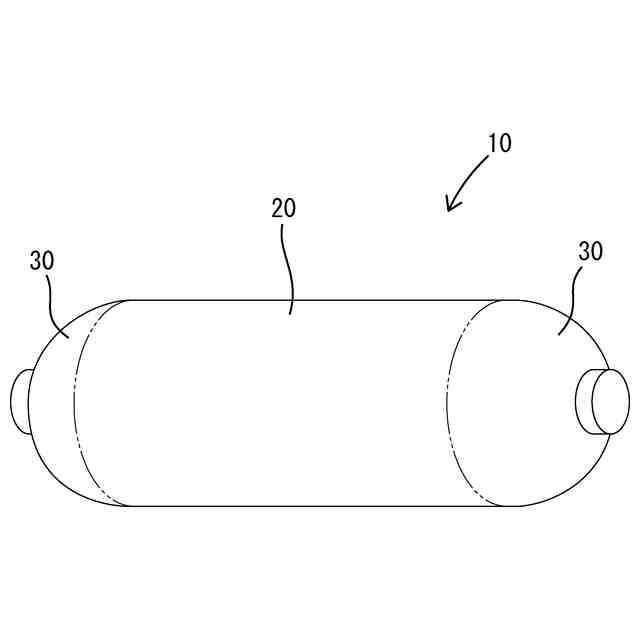
実施例1の圧力容器をあらわす斜視図である。
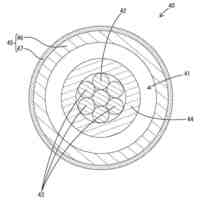
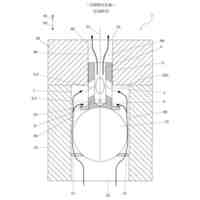
圧力容器の断面図である。
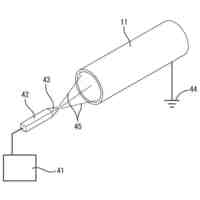
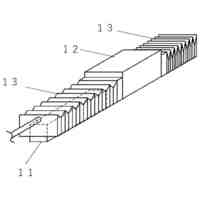
胴部基体の製造工程を説明する説明図である。
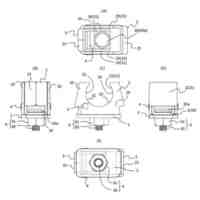
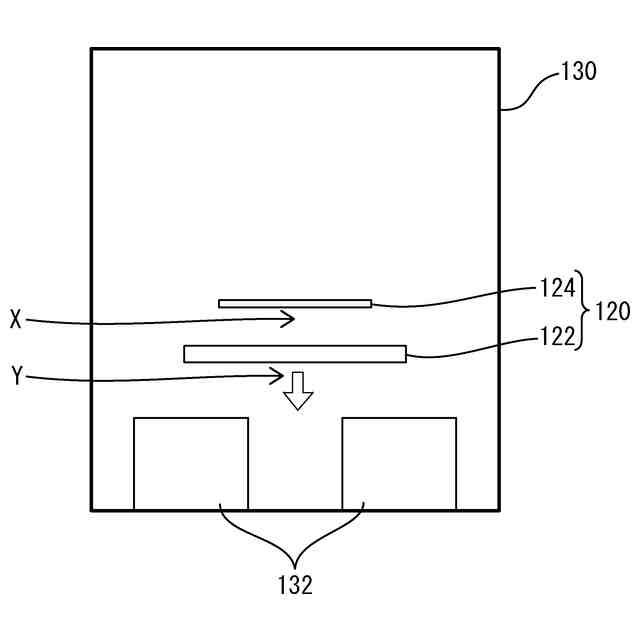
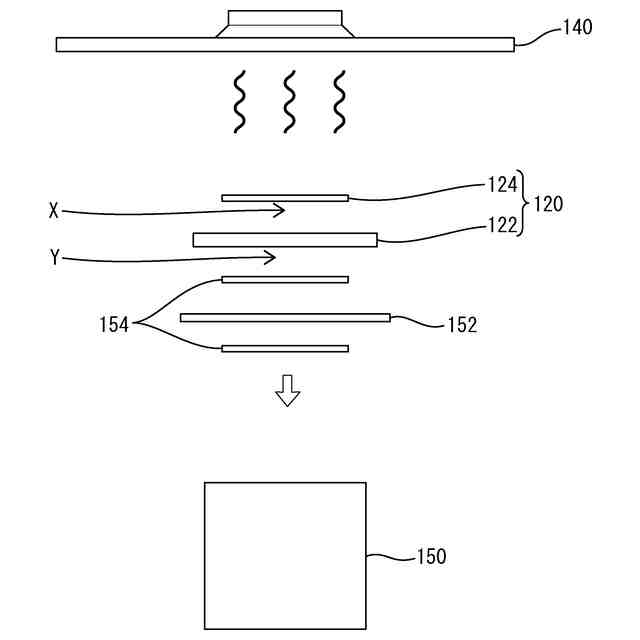
恒温槽を用いて加熱対象物を加熱する構成を示す説明図である。
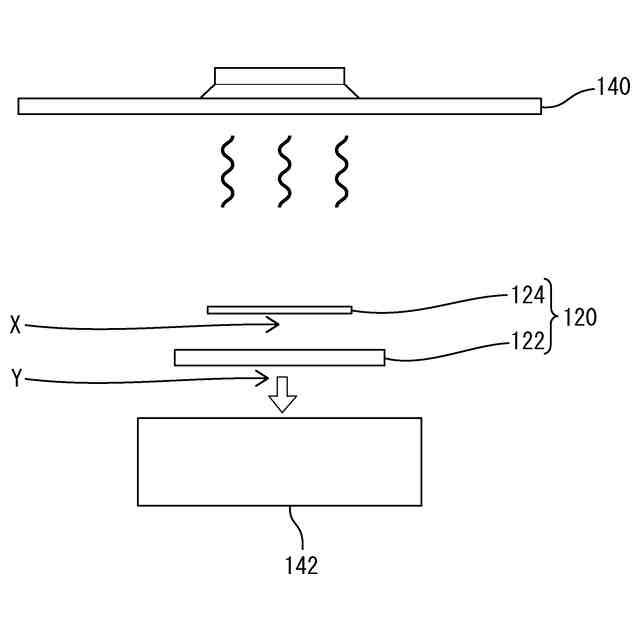
赤外線ヒーターを用いて加熱対象物を加熱する構成を示す説明図である。
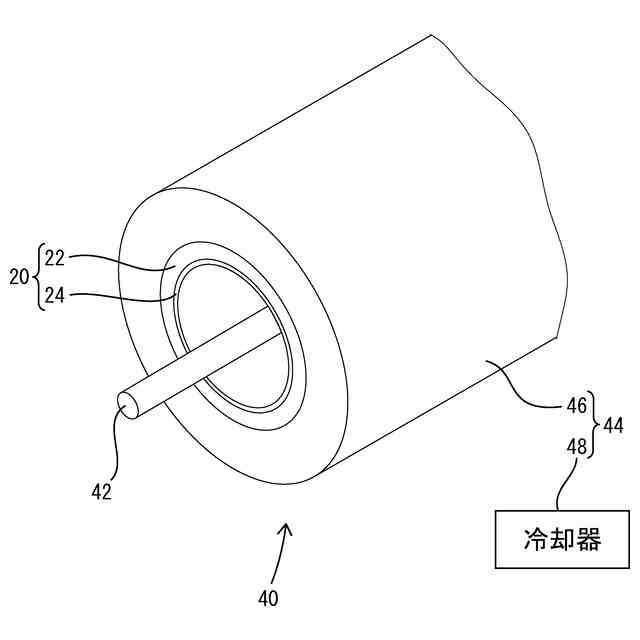
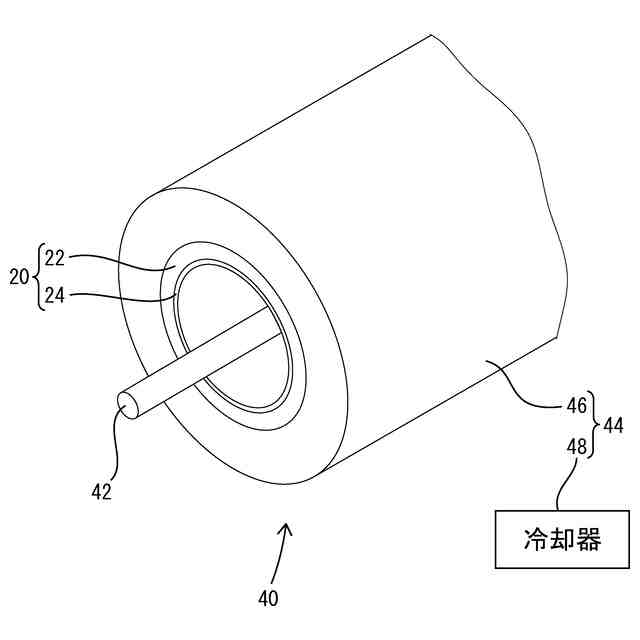
赤外線ヒーターおよび冷却装置を用いて加熱対象物を加熱する構成を示す説明図である。
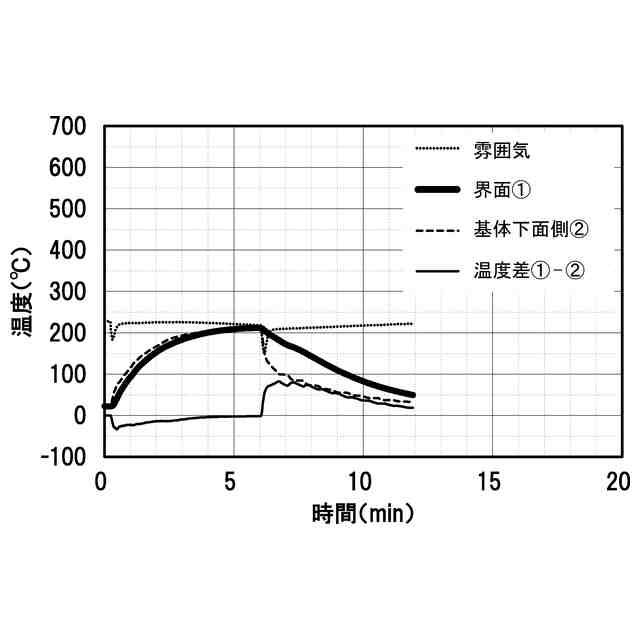
図4の構成で加熱処理した際の各種温度の時間経過を示す説明図である。
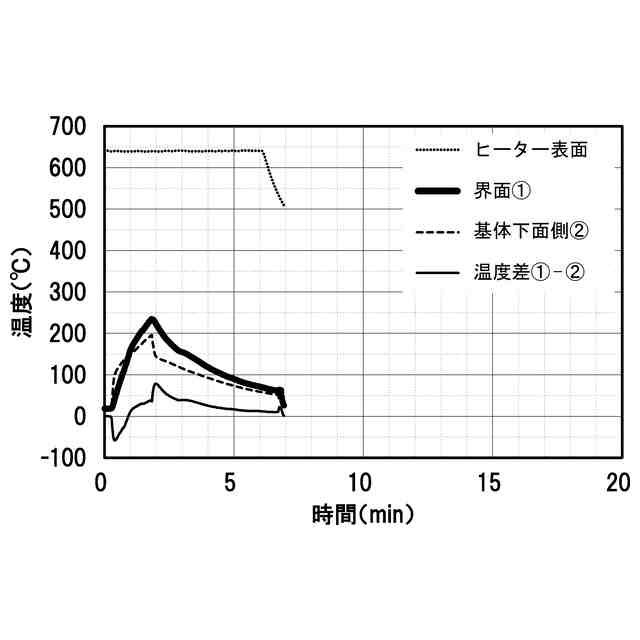
図5の構成で加熱処理した際の各種温度の時間経過を示す説明図である。
図6の構成で加熱処理した際の各種温度の時間経過を示す説明図である。
炭素繊維強化プラスチック(CFRP)を材料とする部材における気化成分と、温度に応じた気化成分の発生量との関係を示す分析結果の説明図である。
【発明を実施するための形態】
【0009】
本発明の圧力容器の製造方法において、前記事前加熱処理における加熱温度は、前記バリア層の形成時の加熱温度よりも高いことが好ましい。
この構成によれば、バリア層形成時の加熱温度よりも高い温度で事前加熱処理が行うことによって、バリア層形成時の加熱温度でベース部材から気化し得る気化成分の大部分を事前に気化させて大気中に放出させておくことができる。そのため、バリア層形成時の加熱によって生じるボイドを、効果的に抑制できる。
【0010】
本発明の圧力容器の製造方法において、前記事前加熱処理では、前記内面と、前記ベース部材の外面との両方に対して加熱することが好ましい。
この構成によれば、ベース部材がその内外両側の面から加熱処理されるため、ベース部材における気化成分の気化を効率的に行わせることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FTS
成形装置
15日前
株式会社FTS
ブローニードル
1か月前
株式会社FTS
高圧ガス貯留装置
1日前
株式会社FTS
圧力容器の製造方法
16日前
株式会社FTS
圧力容器及びガスバリア層の形成方法
17日前
株式会社FTS
圧力容器の製造方法および圧力容器の製造装置
16日前
個人
回転伝達機構
5か月前
個人
保持機
2か月前
個人
免震留具
1か月前
個人
振り子式免震装置
2か月前
株式会社フジキン
配管
4か月前
個人
弁装置
6か月前
藤井電工株式会社
フック
2か月前
個人
ロックナット
4か月前
個人
ネジの緩み防止装置
2か月前
個人
リンクプレート
5か月前
個人
緩み防止ナット
3か月前
カヤバ株式会社
緩衝器
1日前
カヤバ株式会社
緩衝器
1日前
マフレン株式会社
自動給脂器
6か月前
株式会社キッツ
管継手
6か月前
カヤバ株式会社
緩衝器
1か月前
株式会社テイエルブイ
自動弁
2か月前
株式会社テイエルブイ
排気弁
3か月前
株式会社不二工機
電動弁
4か月前
株式会社三五
ドライブシャフト
4か月前
未来工業株式会社
固定体
1か月前
スズキ株式会社
防振装置
4か月前
日本精工株式会社
直動案内装置
6か月前
横浜ゴム株式会社
管継手
4か月前
北村精工株式会社
固定具
5か月前
株式会社キッツ
逆止め弁
3か月前
株式会社ナベル
直動機構
1か月前
矢崎化工株式会社
連結具
1日前
株式会社不二工機
電磁弁
3か月前
株式会社不二工機
電動弁
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ