TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024166081
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024039561
出願日
2024-03-14
発明の名称
圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
37/20 20060101AFI20241121BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】圧延機の加減速時における板厚の変動を従来になく抑制することのできる圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法を提供する。
【解決手段】被圧延材2の搬送方向に沿って配置された複数の圧延スタンド3、4、5、6、7と、複数の圧延スタンド3、4、5、6、7の圧延ロール8を駆動するモータ10とを備えた圧延機1の板厚制御方法であって、被圧延材2を圧延しているときにおける、搬送方向で互いに隣接する圧延スタンド3、4、5、6、7のうち、搬送方向で上流側の圧延スタンド3、4、5、6のモータ10の垂下率によって搬送方向で下流側の圧延スタンド4、5、6、7のモータ10の垂下率を除算して求めた垂下率の比率Rが3/5~5/3に設定されている。
【選択図】図3
特許請求の範囲
【請求項1】
被圧延材の搬送方向に沿って配置された複数の圧延スタンドと、複数の前記圧延スタンドの圧延ロールを駆動する前記圧延スタンドごとに設けられたモータとを備える圧延機の板厚制御方法であって、
前記被圧延材を圧延しているときにおける、前記搬送方向で互いに隣接する圧延スタンドのうち、前記搬送方向で上流側の圧延スタンドのモータの垂下率によって前記搬送方向で下流側の圧延スタンドのモータの垂下率を除算して求める垂下率の比率が3/5~5/3に設定されている
圧延機の板厚制御方法。
続きを表示(約 460 文字)
【請求項2】
前記モータの垂下率がいずれも0.1%以上に設定されている請求項1に記載の圧延機の板厚制御方法。
【請求項3】
請求項1または2に記載の圧延機の板厚制御方法を用いる鋼板の製造方法。
【請求項4】
被圧延材の搬送方向に沿って配置された複数の圧延スタンドと、複数の前記圧延スタンドの圧延ロールを駆動する前記圧延スタンドごとに設けられたモータとを備える圧延機の板厚制御装置であって、
前記モータの垂下率を調整する制御装置を備え、
前記制御装置は、前記被圧延材を圧延しているときにおける、前記搬送方向で互いに隣接する圧延スタンドのうち、前記搬送方向で上流側の圧延スタンドのモータの垂下率によって前記搬送方向で下流側の圧延スタンドのモータの垂下率を除算して求める垂下率の比率を3/5~5/3に設定する
圧延機の板厚制御装置。
【請求項5】
前記制御装置は、前記モータの垂下率を0.1%以上に設定する請求項4に記載の圧延機の板厚制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の圧延スタンドを用いて鋼板を圧延する圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から、板厚を制御する装置の一例としてAGC(Automatic Gage Control)を用いて圧延機における各圧延スタンドのロールギャップや速度を制御して板厚を制御する技術が知られている。この種のAGCを用いた板厚制御方法の一例が特許文献1に記載されている。特許文献1に記載の方法では、タンデム圧延装置で被圧延材を圧延するときに、最終圧延スタンドの出側の板厚偏差に基づいてPI制御に用いられる積分成分のゲイン値を変化させる。こうすることにより、上流側の圧延スタンドの圧延速度を制御している。また、特許文献2には、垂下率の設定により板厚変動を抑制するタンデム圧延機の速度制御方法の一例が記載されている。特許文献2に記載の方法では、タンデム圧延機の前段スタンドの速度垂下率を0(ゼロ)に設定し、後段スタンドの速度垂下率をほぼ0(ゼロ)に設定して圧延を行う。これにより、タンデム圧延機の速度変化に伴う板厚変動を抑制している。
【先行技術文献】
【特許文献】
【0003】
特開2005-254322号公報
特開昭49-101254号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に記載されたAGCを使用する方法では、圧延機による被圧延材の加減速時に発生する板厚変動に十分に対応できないという問題点があった。また、特許文献2に記載の方法は、上述したように、前段スタンドの速度垂下率を0(ゼロ)に設定し、後段スタンドの速度垂下率をほぼ0(ゼロ)に設定する。そのため、特許文献2に記載の方法を適用することのできる圧延機は2つの圧延スタンドによって構成されるタンデム圧延機に限られる可能性がある。したがって、2つ以上の圧延スタンドを備えるタンデム圧延機の場合には、特許文献2に記載の方法では、板厚変動を抑制することができない可能性がある。なお、特許文献2に記載された方法では、加減速時に板破断のリスクを伴うという問題点があった。圧延機の速度垂下率は加減速など条件変化生じた際の急峻な速度変化を緩和するために設定しているものであり、これをほぼ0(ゼロ)にするということはその機能が発揮されないためである。
【0005】
本発明は、上記課題を解決するためになされたものであり、圧延機の加減速時における板厚の変動を従来よりも抑制することのできる圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
上記課題を解決するための手段は、以下の通りである。
(1)被圧延材の搬送方向に沿って配置された複数の圧延スタンドと、複数の前記圧延スタンドの圧延ロールを駆動する前記圧延スタンドごとに設けられたモータとを備える圧延機の板厚制御方法であって、前記被圧延材を圧延しているときにおける、前記搬送方向で互いに隣接する圧延スタンドのうち、前記搬送方向で上流側の圧延スタンドのモータの垂下率によって前記搬送方向で下流側の圧延スタンドのモータの垂下率を除算して求める垂下率の比率が3/5~5/3に設定されている圧延機の板厚制御方法。
(2)前記モータの垂下率が0.1%以上に設定されている(1)に記載の圧延機の板厚制御方法。
(3)(1)または(2)に記載の圧延機の板厚制御方法を用いる鋼板の製造方法。
(4)被圧延材の搬送方向に沿って配置された複数の圧延スタンドと、複数の前記圧延スタンドの圧延ロールを駆動する前記圧延スタンドごとに設けられたモータとを備える圧延機の板厚制御装置であって、前記モータの垂下率を調整する制御装置を備え、前記制御装置は、前記被圧延材を圧延しているときにおける、前記搬送方向で互いに隣接する圧延スタンドのうち、前記搬送方向で上流側の圧延スタンドのモータの垂下率によって前記搬送方向で下流側の圧延スタンドのモータの垂下率を除算して求める垂下率の比率を3/5~5/3に設定する圧延機の板厚制御装置。
(5)前記制御装置は、前記モータの垂下率を0.1%以上に設定する(4)に記載の圧延機の板厚制御装置。
【発明の効果】
【0007】
本発明によれば、被圧延材を圧延しているときに被圧延材の搬送速度が変化した場合であっても、被圧延材の大きな板厚変動を抑制することができる。
【図面の簡単な説明】
【0008】
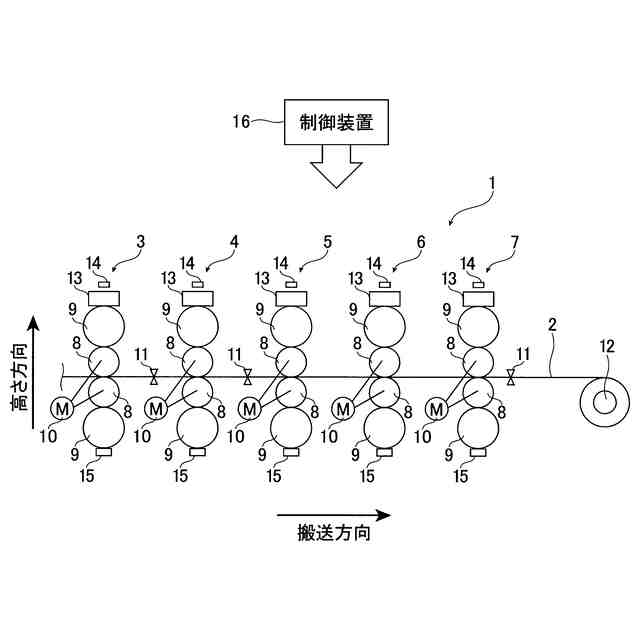
本実施形態に係る圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法を適用することのできる圧延機の一例を示す図である。
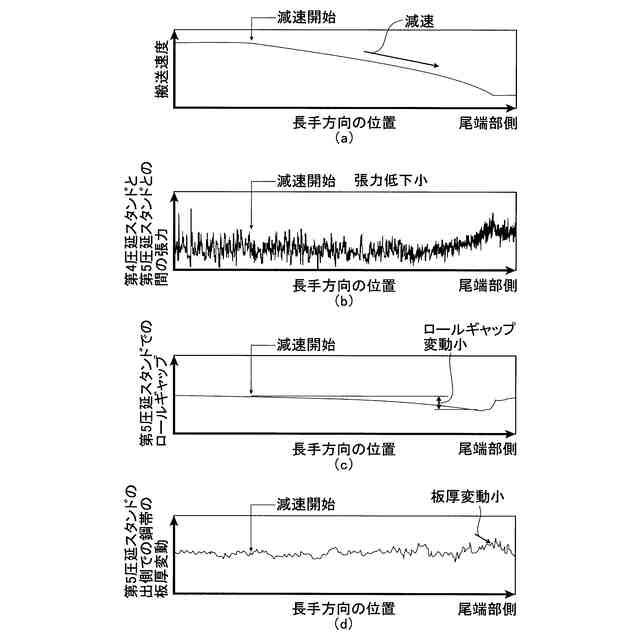
比較例の圧延機の挙動を説明する図である。
図1に示す圧延機の挙動を説明する図である。
【発明を実施するための形態】
【0009】
以下、本発明を本発明の実施形態(以下、本実施形態と記す。)を通じて具体的に説明する。以下に説明する本実施形態は、本発明の好適な一例を示すものであり、この例によって何ら限定されるものではない。
【0010】
図1は本実施形態に係る圧延機の板厚制御方法および圧延機の板厚制御装置ならびに圧延機の板厚制御方法を用いる鋼板の製造方法を適用することのできる圧延機の一例を示す図である。図1に示す圧延機1は、本実施形態における被圧延材に相当する金属帯である鋼帯2を冷間圧延するものであり、5機の圧延スタンド3、4、5、6、7を備えている。各圧延スタンド3、4、5、6、7は鋼帯2の搬送方向(圧延方向と称されることがある。)に沿って設計上、定めた間隔で配置されている。以下の説明では、鋼帯2の搬送方向で上流側から第1圧延スタンド3、第2圧延スタンド4、第3圧延スタンド5、第4圧延スタンド6、第5圧延スタンド7と称する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
17日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社三明製作所
転造装置
1か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
9日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
冨士発條株式会社
トリミング装置
5か月前
日本製鉄株式会社
圧延装置
2日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
株式会社IKS
滑り止め構造
16日前
トヨタ紡織株式会社
カシメ装置
4か月前
株式会社TMEIC
板離れ防止システム
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
東芝産業機器システム株式会社
金型装置
4か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































