TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024164297
公報種別
公開特許公報(A)
公開日
2024-11-26
出願番号
2024152957,2020096404
出願日
2024-09-05,2020-06-02
発明の名称
鍛造成型品
出願人
セイコーインスツル株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B21K
1/40 20060101AFI20241119BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鍛造用金型の耐久性を向上させる。
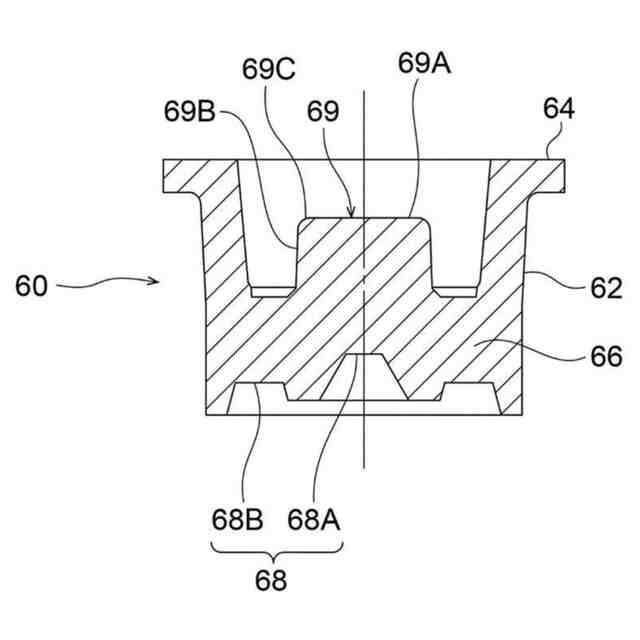
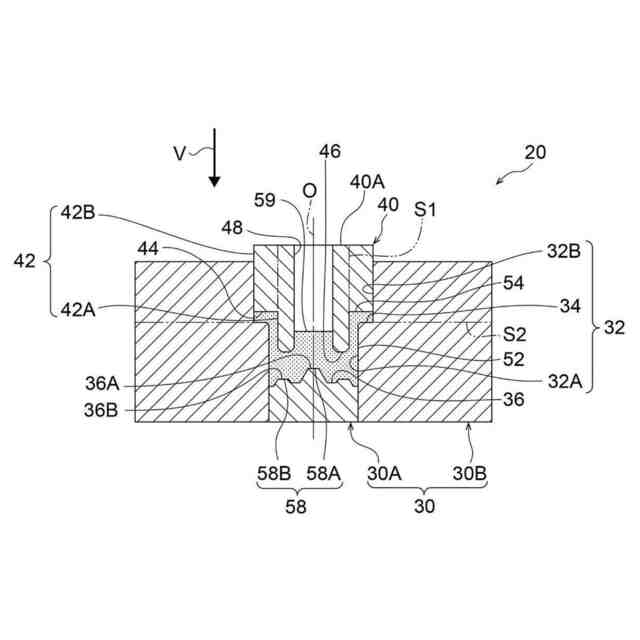
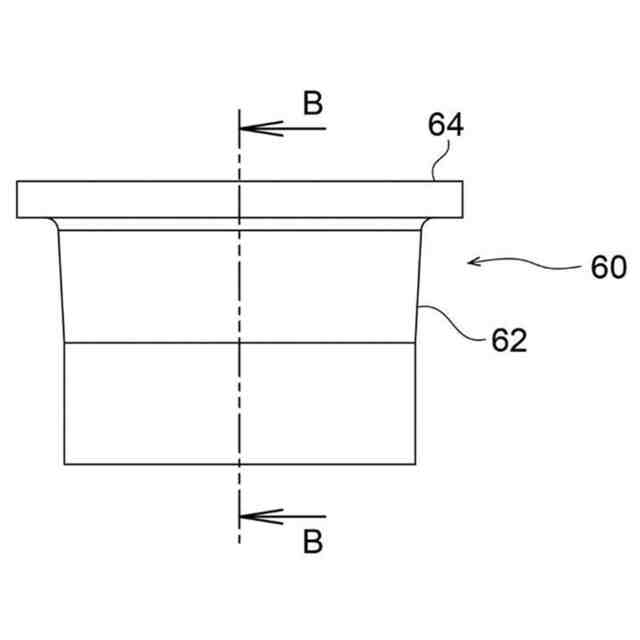
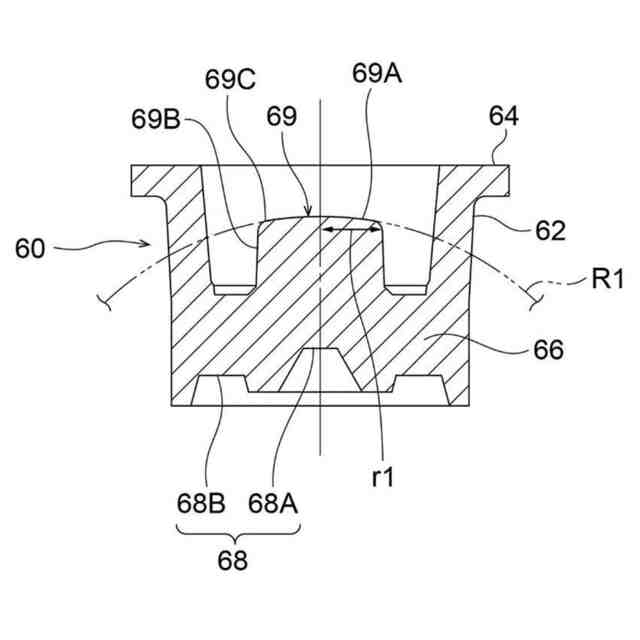
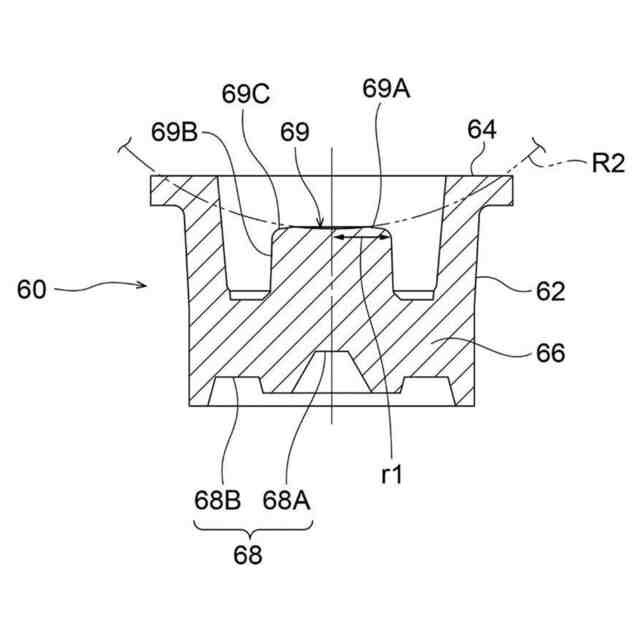
【解決手段】鍛造成型品60は、円筒状に形成された外周部62と、外周部62の上端部に形成され、外周部62の径方向外側へ張り出すフランジ部64と、外周部62の内側に形成された中央部66と、中央部66の底面に鍛造用金型により形成された凹部68Aと、中央部66において凹部68Aの上方に形成され凹部68Aより大径の凸部69と、を有し、凸部69は鍛造用金型が当接せずに形成された自由成形面69Aを備えている。
【選択図】図3B
特許請求の範囲
【請求項1】
円筒状に形成された外周部と、
前記外周部の上端部に形成され、前記外周部の径方向外側へ張り出すフランジ部と、
前記外周部の内側に形成された中央部と、
前記中央部の底面に鍛造用金型により形成された凹部と、
前記中央部において前記凹部の上方に形成され前記凹部より大径の凸部と、
を有し、
前記凸部は前記鍛造用金型が当接せずに形成された自由成形面を備えている、鍛造成型品。
続きを表示(約 290 文字)
【請求項2】
前記フランジ部における径方向外側の端面の平滑度は、前記自由成形面より高く、前記自由成形面以外の部分と等しい、
請求項1に記載の鍛造成型品。
【請求項3】
前記フランジ部における径方向外側の端面に自由成形面が形成されている、
請求項1に記載の鍛造成型品。
【請求項4】
前記凸部の側面と前記自由成形面との間には曲面が形成されている、
請求項1に記載の鍛造成型品。
【請求項5】
前記凹部から前記自由成形面を貫通する貫通孔が形成されている、
請求項1又は2に記載の鍛造成型品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍛造成型品に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
下記特許文献1には、ロータハブの鍛造型が記載されている。この鍛造型においてロータハブのフランジ部を成形する部分には、開口部が形成されている。この開口部からは、鍛造加工の際に、被加工材の一部が外側に逃げることができる。これにより、鍛造型から被加工材のフランジ部となる部分に加えられる負荷を低減し、当該部分に残留ひずみが生じることを抑えることができる。
【先行技術文献】
【特許文献】
【0003】
特開2019-147172号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記特許文献1のロータハブの鍛造型によると、ロータハブのフランジ部に残留ひずみが生じることを抑制できる。フランジ部の残留ひずみを抑制することにより、特に高い加工精度が求められるディスク載置面の平滑度を高めることができる。
【0005】
このように、鍛造成型品においては、その用途に応じて適切な箇所の残留ひずみを抑制することが好ましい。一方で、鍛造加工の際には、鍛造型にも、被加工材からの反力によって負荷が掛かる。このため、成型品の残留ひずみを抑制することに加えて、金型の耐久性を向上させることも求められている。
【0006】
本発明は、上記事実を考慮して、鍛造用金型の耐久性を向上させることを目的とする。
【課題を解決するための手段】
【0007】
第一態様の鍛造成型品は、円筒状に形成された外周部と、前記外周部の上端部に形成され、前記外周部の径方向外側へ張り出すフランジ部と、前記外周部の内側に形成された中央部と、前記中央部の底面に鍛造用金型により形成された凹部と、前記中央部において前記凹部の上方に形成され前記凹部より大径の凸部と、を有し、前記凸部は前記鍛造用金型が当接せずに形成された自由成形面を備えている。
第二態様の鍛造成型品は、第一態様の鍛造成型品において、前記フランジ部における径方向外側の端面の平滑度は、前記自由成形面より高く、前記自由成形面以外の部分と等しい。
第三態様の鍛造成型品は、第一態様の鍛造成型品において、前記フランジ部における径方向外側の端面に自由成形面が形成されている。
第四態様の鍛造成型品は、第一態様の鍛造成型品において、前記凸部の側面と前記自由成形面との間には曲面が形成されている。
第五態様の鍛造成型品は、第一態様又は第二態様の鍛造成型品において、前記凹部から前記自由成形面を貫通する貫通孔が形成されている。
【0008】
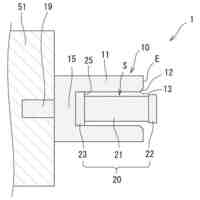
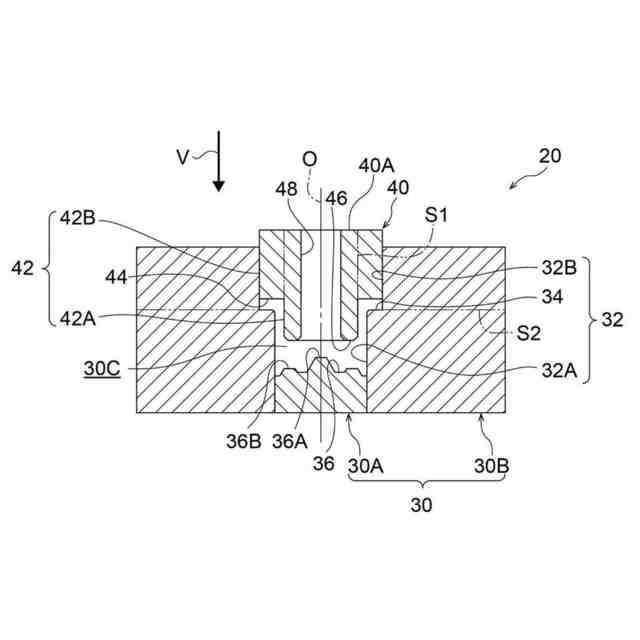
第一態様の鍛造用金型は、キャビティを備えた第一型と、前記第一型に向けて相対的に移動することで、前記キャビティとの間で被加工材を挟んで押圧可能なコアを備えた第二型と、前記キャビティの底面に形成され、前記コアへ向けて前記第一型又は前記第二型の移動方向に沿って突出した突起と、前記コアにおいて前記突起と対向する部分に前記移動方向に向けて設けられ、前記第一型と前記第二型とを型締めした状態で前記被加工材と前記コアとの間に間隙を形成する開口部と、を有する。
【0009】
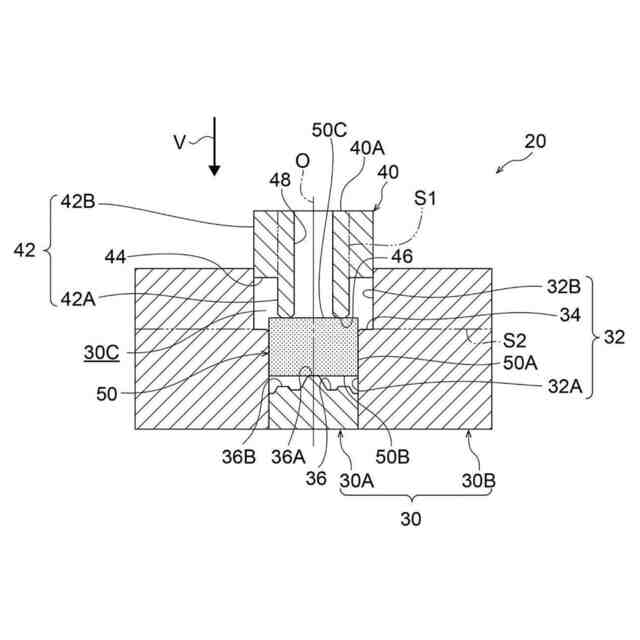
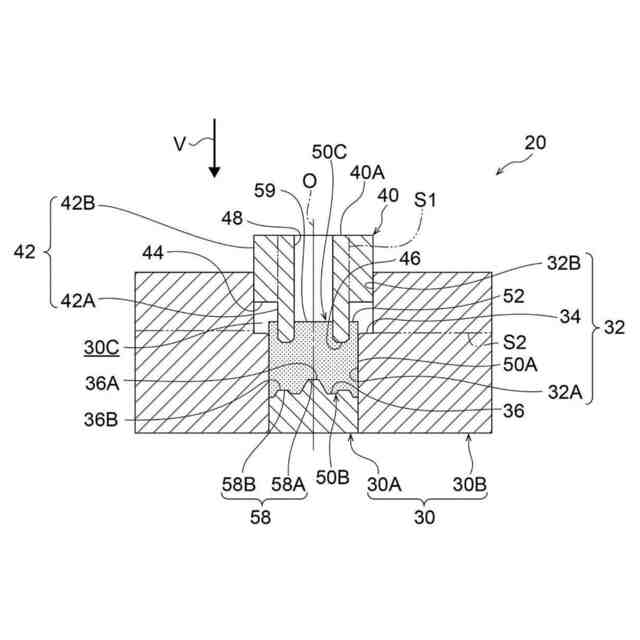
第一態様の鍛造用金型は、キャビティの底面に、コアへ向けて第一型又は第二型の移動方向に沿って突出した突起が形成されている。このため、キャビティとコアとで被加工材を挟んで押圧した際に、被加工材は、突起から局部的な圧力を受ける。これにより被加工材は、コアへ向かって変形する。
【0010】
一方で、コアにおいてキャビティの突起と対向する部分には、第一型又は第二型の移動方向に向けて開口部が設けられている。この開口部は、第一型と第二型とを型締めした状態で、被加工材との間に間隙を形成する部分である。すなわち、被加工材において、キャビティの突起から押圧されて変形した部分の少なくとも一部は、コアと接触しない。これにより、突起から被加工材を介してコアに作用する押圧力が低減される。また、コアから被加工材を介してキャビティに作用する押圧力が低減される。このため、鍛造用金型の耐久性を向上できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社三明製作所
転造装置
1か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
個人
日本刀の製造方法
1か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社IKS
滑り止め構造
11日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
東芝産業機器システム株式会社
金型装置
4か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
フタバ産業株式会社
パイプの製造方法
11日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ