TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024156256
公報種別
公開特許公報(A)
公開日
2024-11-06
出願番号
2023070567
出願日
2023-04-24
発明の名称
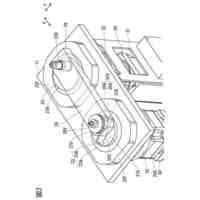
角形ケースの製造方法
出願人
有限会社山内エンジニアリング
代理人
個人
,
個人
主分類
B21D
22/26 20060101AFI20241029BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】絞り加工やしごき加工方法では、一般的にコーナー部の曲率半径を下げて角をシャープにすると、特に底面四隅のコーナー部分の肉が不足して、肉厚が不十分となったり、亀裂が発生したりするという問題点がある。
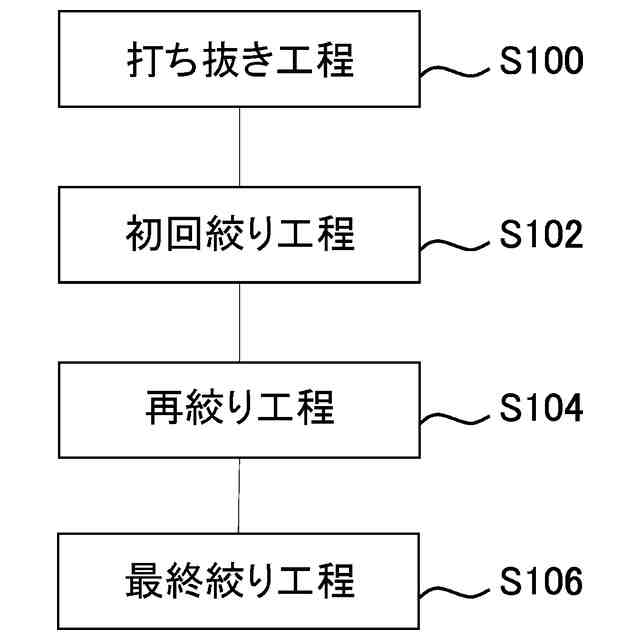
【解決手段】この角形ケースの製造方法は、中間形状品20の底面22を内側に凹んだ凹形状とし、後にこれを平面とする。これによって凹形状部分の特に立ち上がり部分及び立ち下り部分に生じた余肉を底面の辺及び四隅のコーナー部に寄せておき、最終絞り工程S106において、底面のコーナー部分がシャープな金型を用いて最終絞り加工を行う。このとき、最後の中間形状品20aのコーナー部分には、余肉が寄せられているから、十分な量の肉(金属材料)が存在し、底面のコーナー部分を曲率半径Rが小さなシャープな形状に加工しても肉量の不足による薄化や亀裂、割れ等が生じることはない。
【選択図】図1
特許請求の範囲
【請求項1】
上面が空いた有底の角形ケースを作製する角形ケースの製造方法であって、
所定の形状に打ち抜かれた金属製のブランクに絞り加工を行って初回絞り品を作製する初回絞り工程と、
前記初回絞り品に再絞り加工を行って中間形状品とし、前記中間形状品に対しさらに再絞り加工を複数回行って前記中間形状品を目的の寸法に近付ける再絞り工程と、
前記再絞り工程で得られた最後の中間形状品に最終絞り加工を行って底面が平面なプレス完成品とする最終絞り工程と、を有し、
前記中間形状品のうち、少なくとも一つ以上の中間形状品の底面の形状が内側に凹んだ凹形状となっていることを特徴とする角形ケースの製造方法。
続きを表示(約 230 文字)
【請求項2】
最後の中間形状品の底面が凹形状であり、前記最後の中間形状品の長辺方向の寸法をLとし、底面の凹みの深さをAとしたときに、
深さAが (0.05×L) の値を超えないことを特徴とする請求項1記載の角形ケースの製造方法。
【請求項3】
ブランクの厚みをtとした時に、プレス完成品の底面のコーナー部の曲率半径Rが
0.5×t≦R≦2×t
であることを特徴とする請求項1記載の角形ケースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス加工による角形ケースの製造方法に関するものである。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
例えば、電気自動車やハイブリット車に用いられる二次電池(充電可能なリチウムイオン電池)の電池ケースとして有底角形の金属製ケースが用いられている。このような角形ケースの製造方法として、一枚の金属製のブランクを複数回、絞り加工やしごき加工を行って徐々に目的の形状に変形させてゆき、最終的に継ぎ目のない所望の角形ケースとするものがある。このような角形ケースの製造方法に関し、例えば下記[特許文献1]には板厚などの制約を受けない「電池ケースの製造方法」に関する発明が開示されている。また、本願発明者らは、このような角形ケースの製造方法に関し、従来よりも少ないプレス回数で所望の角形ケースを製造することが可能な下記[特許文献2]に記載の発明を行った。
【先行技術文献】
【特許文献】
【0003】
特開2021-158014号公報
特開2019-166527号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上記の[特許文献1]には底面のコーナー部の曲率半径を小さく形成することが記載されている。しかしながら、コーナー部の曲率半径をどのようにして下げるかに関する具体的な記述はなく、また一般的に絞り加工やしごき加工方法では、コーナー部の曲率半径を下げて角をシャープにすると、特に底面四隅のコーナー部分の肉が不足して、肉厚が不十分となったり、亀裂が発生したりするという問題点がある。
【0005】
本発明は上記事情に鑑みてなされたものであり、肉厚が十分でかつ底面のコーナー部分をシャープに形成することが可能な角形ケースの製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
本発明は、
(1)上面が空いた有底の角形ケースを作製する角形ケースの製造方法であって、
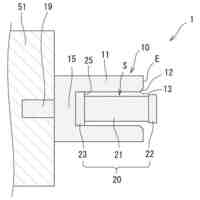
所定の形状に打ち抜かれた1枚の金属製のブランク1に絞り加工を行って初回絞り品10を作製する初回絞り工程S102と、
前記初回絞り品10に再絞り加工を行って中間形状品(第1の中間形状品20)とし、前記中間形状品20に対しさらに再絞り加工を複数回行って前記中間形状品を目的の寸法に近付ける再絞り工程S104と、
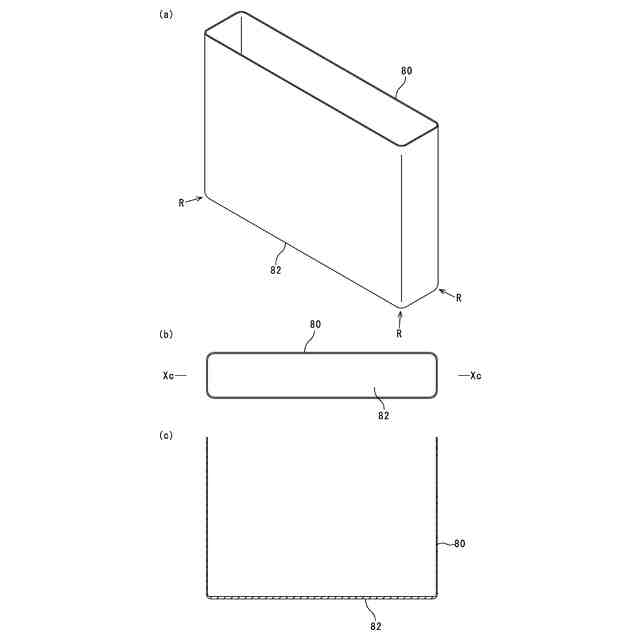
前記再絞り工程S104で得られた最後の中間形状品20aに最終絞り加工を行って底面82が平面なプレス完成品80とする最終絞り工程S106と、を有し、
前記中間形状品20のうち、少なくとも一つ以上の中間形状品の底面の形状が内側に凹んだ凹形状となっていることを特徴とする角形ケースの製造方法を提供することにより、上記課題を解決する。
(2)最後の中間形状品20aの底面22aが凹形状であり、前記最後の中間形状品20aの長辺方向の寸法をLとし、底面22の凹みの深さをAとしたときに、深さAが、(0.05×L)の値を超えないことを特徴とする上記(1)記載の角形ケースの製造方法を提供することにより、上記課題を解決する。
(3)ブランク1の厚みをtとした時に、プレス完成品80の底面22のコーナー部の曲率半径Rが
0.5×t≦R≦2×t
であることを特徴とする上記(1)記載の角形ケースの製造方法を提供することにより、上記課題を解決する。
【発明の効果】
【0007】
本発明に係る角形ケースの製造方法は、少なくとも一つ以上の中間形状品の底面の形状を内側に凹んだ凹形状とし、これを最終的に平面とする。そして、この凹形状の底面が平面となることで生じる余肉を塑性変形により底面の辺及び四隅のコーナー部に寄せておき最終絞り加工を行う。これにより、最後の中間形状品のコーナー部分には十分な量の金属材料が存在し、底面のコーナー部分を曲率半径の小さなシャープな形状としても肉量の不足による薄化や亀裂、割れ等が生じることはない。これにより、底面のコーナー部分がシャープな角形ケースの製造が可能となる。
【図面の簡単な説明】
【0008】
本発明に係る角形ケースの製造方法の工程フローチャートである。
本発明のブランクを示す図である。
本発明の初回絞り品を示す図である。
本発明の第1の中間形状品を示す図である。
本発明の最後の中間形状品を示す図である。
本発明のプレス完成品を示す図である。
【発明を実施するための形態】
【0009】
本発明に係る角形ケースの製造方法の実施の形態について図面に基づいて説明する。尚、本発明は上記のように車載用二次電池の電池ケースに好適なものであるが、特にこれに限定される訳ではなく、その他の電気機器、機械機器、輸送機器、医療機器、日用品、玩具等の構成部品、構成ユニットのケースやカバー、筐体等、有底角形であれば如何なるものに適用しても良い。
【0010】
ここで、図1は本発明に係る角形ケースの製造方法の工程フローチャートである。また、図2は本発明に係るブランクを示す図である。また、図3は本発明に係る初回絞り品を示す図である。また、図4は本発明に係る第1の中間形状品を示す図である。また、図5は本発明に係る最後の中間形状品を示す図である。また、図6は本発明に係るプレス完成品を示す図である。尚、図3、図4、図5の破線は比較のために図示した他の成形品(初回絞り品、中間形状品、プレス完成品)を示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4日前
株式会社吉野機械製作所
プレス機械
17日前
株式会社カネミツ
筒張出部形成方法
18日前
株式会社三明製作所
転造装置
28日前
株式会社カネミツ
歯付円筒体形成方法
24日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社IKS
滑り止め構造
3日前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社アマダ
安全確認画像の表示方法
28日前
金田工業株式会社
はすば歯車の製造方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
18日前
東芝産業機器システム株式会社
金型装置
3か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
24日前
フタバ産業株式会社
パイプの製造方法
3日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
28日前
株式会社神戸製鋼所
プレス成形品の製造方法
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ