TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024154091
公報種別
公開特許公報(A)
公開日
2024-10-30
出願番号
2023067709
出願日
2023-04-18
発明の名称
パネル成形装置及びパネル成形方法
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
19/08 20060101AFI20241023BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】予め絞り成形されたパネルの端部を成形したときに表面にシワが残るのを抑制するのに有効なパネル成形技術を提供する。
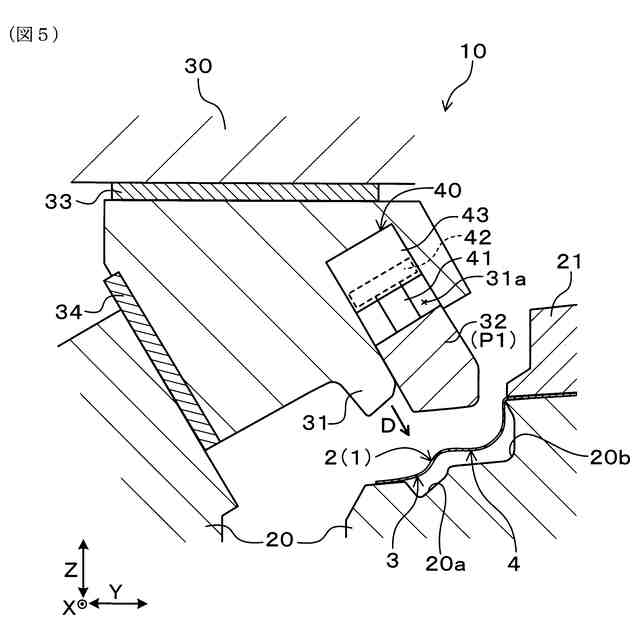
【解決手段】パネル成形装置10は、予め絞り成形されたパネル1の端部2を成形するための装置であり、下型20及び上型30と、パネル1を下型20に押し付ける押し付けパッド21と、上型30と連動して動く後曲げ刃31及び先曲げ刃32と、を備え、パネル1を押し付けパッド21によって下型20に押し付けた状態で上型30を下型20に向けて動かすことによって、第2絞り部4を先曲げ刃32と下型20で圧縮して一般部6に成形したのち、一般部6を先曲げ刃32と下型20で挟み込んだ状態で第1絞り部3を後曲げ刃31と下型20で圧縮して凹み形状のフランジ部5に成形するように構成されている。
【選択図】図5
特許請求の範囲
【請求項1】
予め絞り成形されたパネルの端部を成形するパネル成形装置であって、
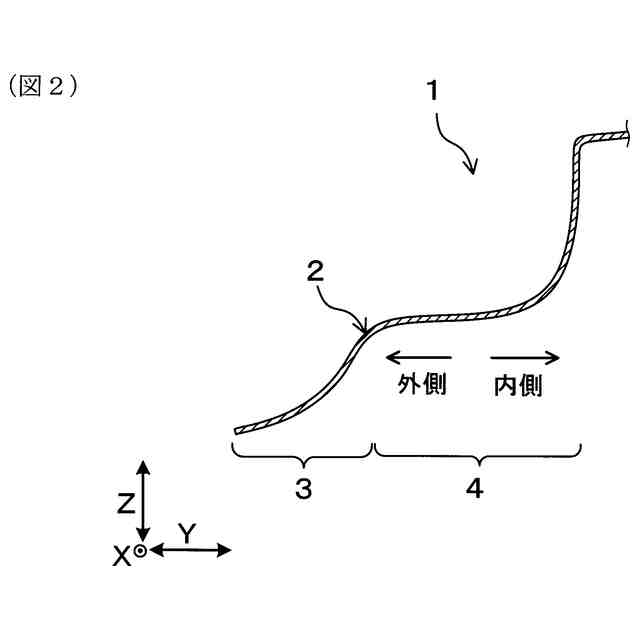
上記パネルの上記端部には、パネル幅方向に延びるように形成された第1絞り部と、上記第1絞り部よりも内側に上記第1絞り部に沿って延びるように形成された第2絞り部と、が設けられており、
下型及び上型と、
上記パネルを上記下型に押し付ける押し付けパッドと、
上記上型と連動して動く後曲げ刃及び先曲げ刃と、
を備え、
上記パネルを上記押し付けパッドによって上記下型に押し付けた状態で上記上型を上記下型に向けて動かすことによって、上記第2絞り部を上記先曲げ刃と上記下型で圧縮して一般部に成形したのち、上記一般部を上記先曲げ刃と上記下型で挟み込んだ状態で上記第1絞り部を上記後曲げ刃と上記下型で圧縮して凹み形状のフランジ部に成形するように構成されている、パネル成形装置。
続きを表示(約 750 文字)
【請求項2】
上記先曲げ刃は、上記後曲げ刃から上記下型側へ突出して前進位置から後退位置までの間で進退可能に構成されており、上記後曲げ刃には、上記先曲げ刃を上記前進位置で後退可能に弾性保持する保持機構部が設けられている、請求項1に記載のパネル成形装置。
【請求項3】
上記保持機構部は、上記先曲げ刃に取付けられるロッドと、上記ロッドに連結されたピストンと、上記ピストン及び作動流体を収容しており上記ピストンによる上記作動流体の圧縮時の反力を利用して上記ロッドを弾性付勢するシリンダと、を有する、請求項2に記載のパネル成形装置。
【請求項4】
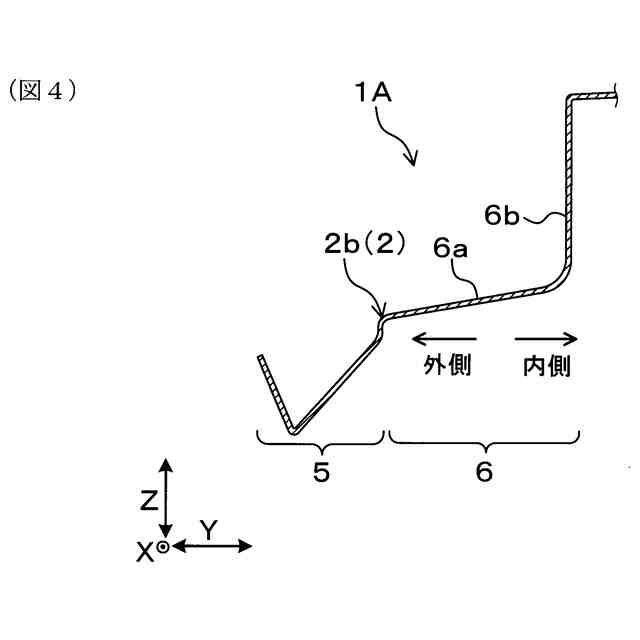
上記フランジ部は、断面形状が略V字であり、且つ、凹み深さが上記パネル幅方向で異なる、請求項1~3のいずれか一項に記載のパネル成形装置。
【請求項5】
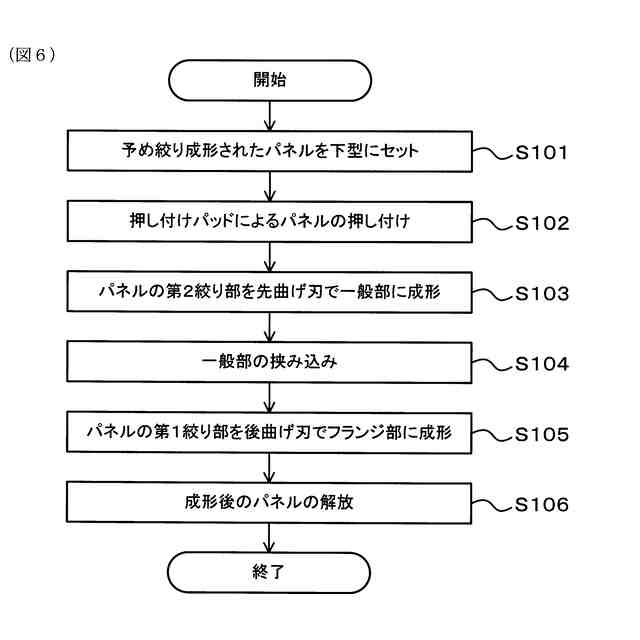
予め絞り成形されたパネルの端部を成形するパネル成形方法であって、
上記パネルの上記端部には、パネル幅方向に延びるように形成された第1絞り部と、上記第1絞り部よりも内側に上記第1絞り部に沿って延びるように形成された第2絞り部と、が設けられており、
上記パネルを押し付けパッドによって下型に押し付けた状態で、上記第2絞り部を先曲げ刃と上記下型で圧縮して一般部に成形する先曲げ工程と、
上記先曲げ工程で成形した上記一般部を上記先曲げ刃と上記下型で挟み込んだ状態で、上記第1絞り部を後曲げ刃と上記下型で圧縮して凹み形状のフランジ部に成形する後曲げ工程と、
を有する、パネル成形方法。
【請求項6】
上記フランジ部は、断面形状が略V字であり、且つ、凹み深さが上記パネル幅方向で異なる、請求項5に記載のパネル成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネル成形装置及びパネル成形方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、自動車ボディを製造する場合、鋼板等からなるパネルが成形金型を用いたプレス成形加工によって所定の形状に成形される。この種のプレス成形加工では、先ず、下記特許文献1に記載の絞り成形のような一次成形を実施し、その後に、下記特許文献2に記載の寄せ曲げ加工のような二次成形を実施する。寄せ曲げ加工では、予め絞り成形されたパネルを可動ダイス側にセットし、このパネルの端部を寄せ曲げ刃によって可動ダイス側に押圧し、端部を凹状のフランジに寄せ曲げ成形する。これにより、パネルが最終製品となる三次元形状に成形される。
【先行技術文献】
【特許文献】
【0003】
特開2019-107663号公報
特開平7-214183号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
自動車ボディにおいてパネルの凹み形状のフランジ部の断面形状は一様ではなく、パネル幅方向の位置に応じて断面形状が異なる。例えば、ハッチバックタイプの自動車のルーフパネルの後端側のフランジ部の断面形状は、車幅方向の中央部に比べて両端部の方が凹み深さが大きい。このため、予め絞り成形されたルーフパネルの後方側の端部に車幅方向の全長にわたって寄せ曲げ刃を押し当ててフランジ部を設ける場合には、ルーフパネルの成形量や圧縮変形方向が部位ごとに異なることが要因で、最終製品となるルーフパネルのフランジ部の表面にシワが残るという問題が生じ得る。このような問題は、自動車ボディのルーフパネルの製造においてのみならず、ルーフパネル以外のパネルの製造や、その他の分野のパネルの製造においても同様に発生し得る。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、予め絞り成形されたパネルの端部を成形したときに表面にシワが残るのを抑制するのに有効なパネル成形技術を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
予め絞り成形されたパネルの端部を成形するパネル成形装置であって、
上記パネルの上記端部には、パネル幅方向に延びるように形成された第1絞り部と、上記第1絞り部よりも内側に上記第1絞り部に沿って延びるように形成された第2絞り部と、が設けられており、
下型及び上型と、
上記パネルを上記下型に押し付ける押し付けパッドと、
上記上型と連動して動く後曲げ刃及び先曲げ刃と、
を備え、
上記パネルを上記押し付けパッドによって上記下型に押し付けた状態で上記上型を上記下型に向けて動かすことによって、上記第2絞り部を上記先曲げ刃と上記下型で圧縮して一般部に成形したのち、上記一般部を上記先曲げ刃と上記下型で挟み込んだ状態で上記第1絞り部を上記後曲げ刃と上記下型で圧縮して凹み形状のフランジ部に成形するように構成されている、パネル成形装置、
にある。
【0007】
また、本発明の他の態様は、
予め絞り成形されたパネルの端部を成形するパネル成形方法であって、
上記パネルの上記端部には、パネル幅方向に延びるように形成された第1絞り部と、上記第1絞り部よりも内側に上記第1絞り部に沿って延びるように形成された第2絞り部と、が設けられており、
上記パネルを押し付けパッドによって下型に押し付けた状態で、上記第2絞り部を先曲げ刃と上記下型で圧縮して一般部に成形する先曲げ工程と、
上記先曲げ工程で成形した上記一般部を上記先曲げ刃と上記下型で挟み込んだ状態で、上記第1絞り部を後曲げ刃と上記下型で圧縮して凹み形状のフランジ部に成形する後曲げ工程と、
を有する、パネル成形方法、
にある。
【発明の効果】
【0008】
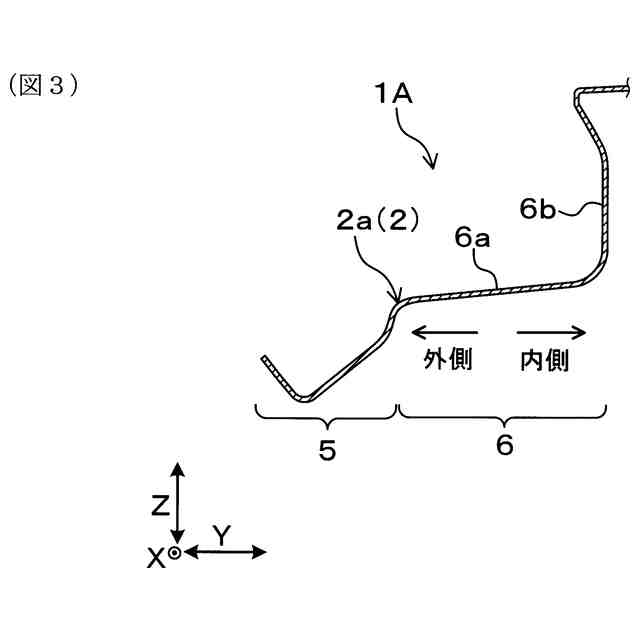
上述の態様のパネル成形装置またはパネル成形方法によれば、パネルを押し付けパッドによって下型に押し付けた状態で、先ず、パネルの端部のうち第1絞り部よりも内側の第2絞り部を先曲げ刃と下型で圧縮して一般部に成形する。引き続いて、パネルの一般部を先曲げ刃と下型で挟み込んだ状態で、一般部よりも外側の第1絞り部を曲げ刃と下型で圧縮して凹み形状のフランジ部に成形する。
【0009】
すなわち、本態様では、パネルの端部のうち自由端側(外側)に位置する第1絞り部の内側の第2絞り部の寄せ曲げ加工を第1絞り部の寄せ曲げ加工よりも先行して実施し、第2絞り部の寄せ曲げ加工後に第1絞り部の寄せ曲げ加工を実施するようにしている。このような順番でパネルを寄せ曲げ加工すれば、パネルの寄せ曲げ加工が終了するまでの間、パネルの端部が自由端側に変形することが許容されるため、パネルの端部の内側方向への圧縮が抑制される。これにより、パネル幅方向の位置に応じてフランジ部の断面形状が異なっていて、パネルの成形量や圧縮変形方向が部位ごとに異なるような場合であっても、寄せ曲げ加工後のパネルの一般部及びフランジ部のそれぞれの表面にシワが残りにくくなる。これに対して、パネル1の自由端側の第1絞り部の寄せ曲げ加工を第2絞り部の寄せ曲げ加工よりも先行して実施すると、パネルの端部が自由端側に変形することが規制されて、パネルの一般部及びフランジ部のそれぞれの表面にシワが生じ易くなる。
【0010】
以上のごとく、上述の態様によれば、予め絞り成形されたパネルの端部を成形したときに表面にシワが残るのを抑制することが可能になる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
12日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
11日前
株式会社TMEIC
板離れ防止システム
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
5か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
東芝産業機器システム株式会社
金型装置
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































