TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150912
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023063955
出願日
2023-04-11
発明の名称
切断システム
出願人
滝川工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B21F
11/00 20060101AFI20241017BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】複数の長尺材(二次品)の長さの寸法精度を高めることが可能となる切断システムを提供する。
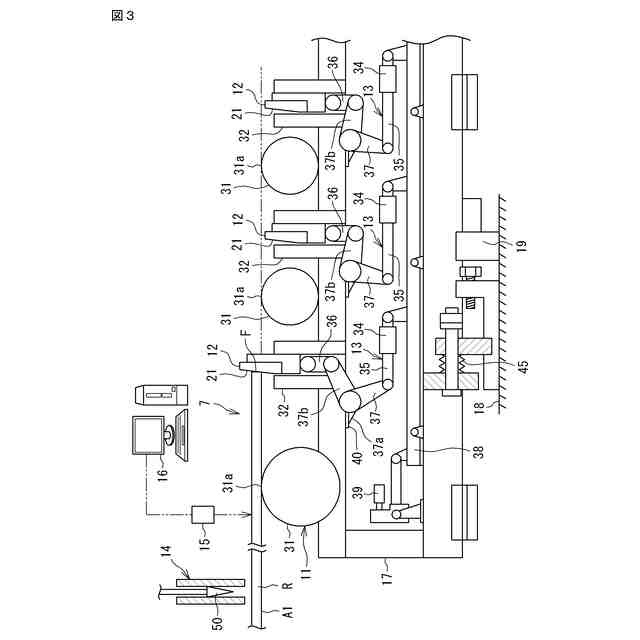
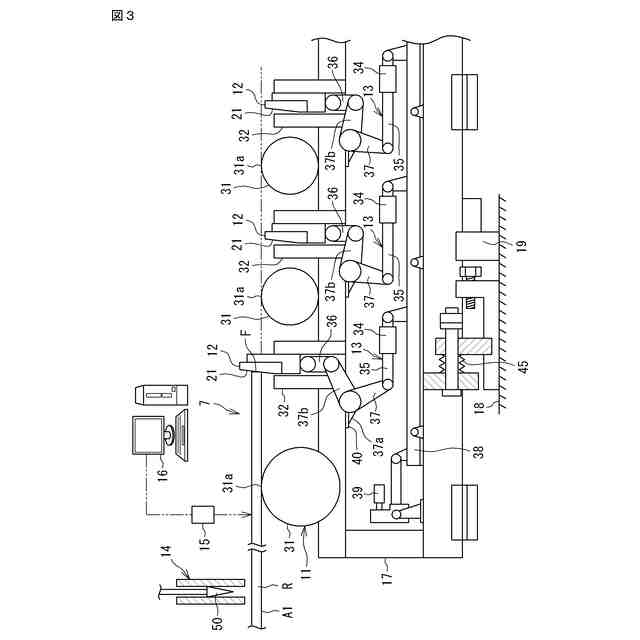
【解決手段】切断システム7は、長手方向を搬送方向として搬送される長尺材A1を、複数まとめて規定長さに切断する。切断システム7は、複数の長尺材A1を前後方向に搬送する搬送装置11と、搬送される複数の長尺材A1の前端Fに接触する接触面21を有するゲージストッパ12と、ゲージストッパ12の高さ方向の位置を変更するための昇降アクチュエータ13と、接触面21に接触した複数の長尺材A1の後側の部分Rを、左右方向の一直線に沿ってまとめて切断する切断刃50を有する切断機14とを有する。接触面21は、前後方向に直交する基準仮想面Kに対して、高さ方向及び左右方向に傾く斜面22を有する。
【選択図】 図3
特許請求の範囲
【請求項1】
長手方向を搬送方向として搬送される長尺材を、複数まとめて規定長さに切断する切断システムであって、
前記搬送方向を前後方向、水平面に沿った方向であって前記前後方向の直交方向を左右方向、前記前後方向及び前記左右方向に直交する方向を高さ方向と定義した場合に、
前記複数の長尺材を前記前後方向に搬送する搬送装置と、
搬送される前記複数の長尺材の前端に接触する接触面を有するゲージストッパと、
前記ゲージストッパの高さ方向の位置を変更するための昇降アクチュエータと、
前記接触面に接触した前記複数の長尺材の後側の部分を、左右方向の一直線に沿ってまとめて切断する切断刃を有する切断機と、
を有し、
前記接触面は、前記前後方向に直交する基準仮想面に対して、前記高さ方向及び前記左右方向に傾く斜面を有する、
切断システム。
続きを表示(約 380 文字)
【請求項2】
前記ゲージストッパは、前記前後方向に間隔をあけて複数設置されている、
請求項1に記載の切断システム。
【請求項3】
前記左右方向の一方側の端に位置する前記長尺材の温度と、前記左右方向の他方側の端に位置する前記長尺材の温度と、を検出する温度センサと、
前記温度センサの検出結果に応じて前記昇降アクチュエータを制御する制御装置と、
を有する、
請求項1又は請求項2に記載の切断システム。
【請求項4】
前記搬送装置、及び、前記ゲージストッパを搭載する可動フレームと、
前記可動フレームを前記前後方向に変位可能に支持する支持フレームと、
前記可動フレームを変位させる前後動アクチュエータと、
を有する、
請求項1又は請求項2に記載の切断システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼製の長尺材を切断するための切断システムに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
鉄筋棒鋼(異形棒鋼)や丸棒鋼等の長尺材の製造は、次のようにして行われる。鋼片(ビレット)を熱間圧延することにより全長80~120m程度の長尺材(一次品)を次々に製造し、冷却床において、長尺材(一次品)を、その長手方向に直交する方向(以下、「左右方向」)に、次々と並べて冷却する。その後、複数の長尺材を、並べた状態で、長尺材の長手方向を搬送方向として切断場所に搬送し、規定長さ(例えば8m)毎にまとめて切断し、複数の長尺材(二次品)を得る。長尺材(二次品)は指定された本数毎に集積され、一つに束ねられた状態となって出荷される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2016-204140号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記のとおり、冷却床において冷却した複数の長尺材(一次品)を、並べた状態で切断場所に搬送し、これらをまとめて規定長さ(例えば8m)毎に切断し、複数の長尺材(二次品)とする。冷却床に、最初に載せられる長尺材(一次品:最初の長尺材)は、冷却が進むのに対し、最後に載せられる長尺材(一次品:最後の長尺材)は、冷却が遅れる。
【0005】
左右方向に並ぶ複数の長尺材を、まとめて規定長さに切断する際、これら長尺材のうち、最初の長尺材と最後の長尺材との温度差は大きく、温度が高い長尺材から低い長尺材の順に、左右方向に並ぶ。最初の長尺材と最後の長尺材とは、同じ長さ(例えば8m)に切断されても、熱収縮の差により、最終的に長さが異なる。近年では、特に、ミリメートル単位で、長尺材の長さの寸法精度を高くすることが必要とされることがある。
【0006】
そこで、本発明は、複数の長尺材(二次品)の長さの寸法精度を高めることが可能となる切断システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
(1)本発明の切断システムは、長手方向を搬送方向として搬送される長尺材を、複数まとめて規定長さに切断する切断システムであって、前記搬送方向を前後方向、水平面に沿った方向であって前記前後方向の直交方向を左右方向、前記前後方向及び前記左右方向に直交する方向を高さ方向と定義した場合に、前記複数の長尺材を前記前後方向に搬送する搬送装置と、搬送される前記複数の長尺材の前端に接触する接触面を有するゲージストッパと、前記ゲージストッパの高さ方向の位置を変更するための昇降アクチュエータと、前記接触面に接触した前記複数の長尺材の後側の部分を、左右方向の一直線に沿ってまとめて切断する切断刃を有する切断機と、を有し、前記接触面は、前記前後方向に直交する基準仮想面に対して、前記高さ方向及び前記左右方向に傾く斜面を有する。
【0008】
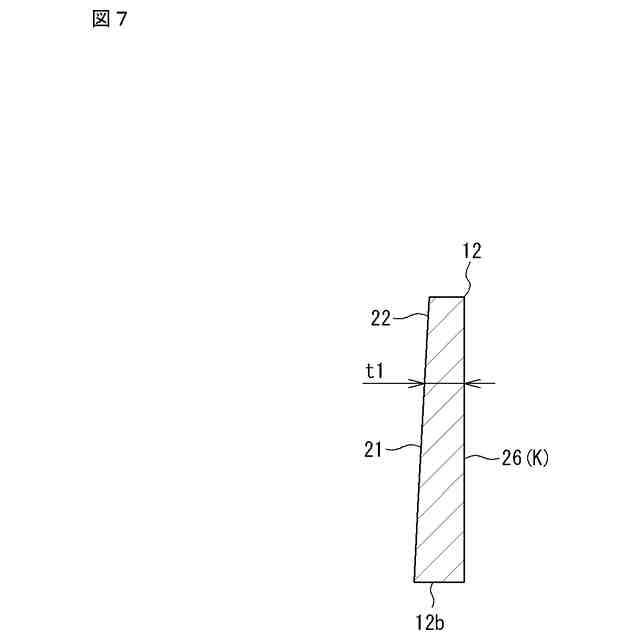
前記切断システムによれば、切断の際、複数の長尺材(一次品)は、温度が高い物から低い物の順に、左右方向に並ぶ。これら長尺材の前端がゲージストッパの接触面に接触すると、これら長尺材に関して、前端の位置は、前後方向について異なるのに対し、切断位置は、前後方向について同じとなり、切断された複数の長尺材(二次品)の長さは異なる。接触面の斜面の向きは、温度の高い長尺材(一次品)が長くなって切断されるように設定される。その後、温度が高く、延びている長尺材(二次品)ほど、大きく熱収縮する。その結果、複数の長尺材(二次品)の長さはそろい、寸法精度を高めることが可能となる。
【0009】
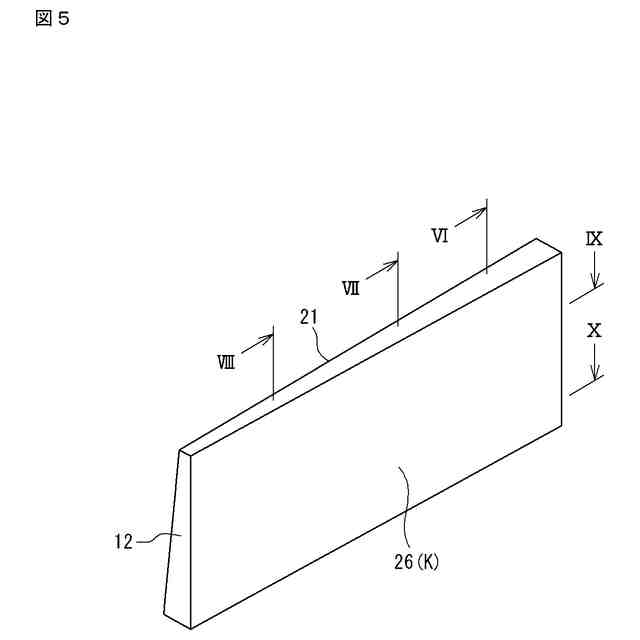
ゲージストッパの接触面は、前記基準仮想面に対して、高さ方向及び左右方向に傾く斜面を有する。ゲージストッパの高さを変更することで、接触面の左右方向の傾斜の度合が変更される。このため、まとめて切断する複数の長尺材の温度差に応じて、ゲージストッパの高さを変えることで、前記温度差が変化しても、対応可能である。
【0010】
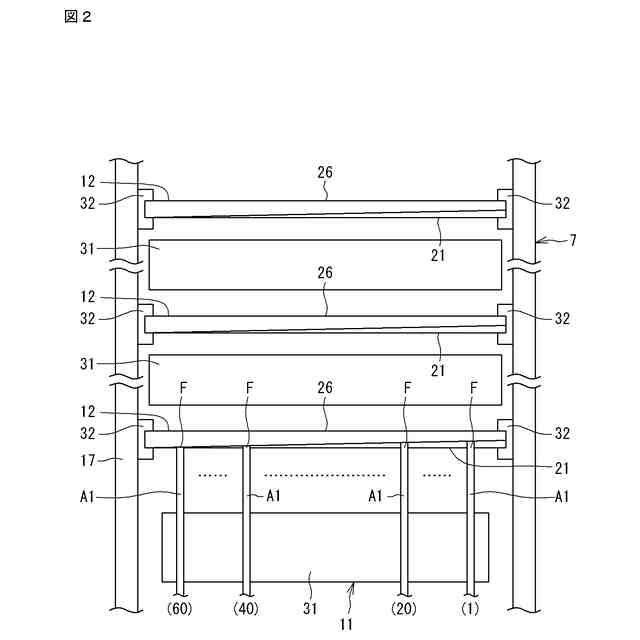
(2)好ましくは、前記ゲージストッパは、前記前後方向に間隔をあけて複数設置されている。
前記構成によれば、使用するゲージストッパを一つ選択することで、同じ切断刃を用いて、前記規定長さを変更して長尺材を切断することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社カネミツ
筒張出部形成方法
26日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社吉野機械製作所
プレス機械
25日前
株式会社三明製作所
転造装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社IKS
滑り止め構造
11日前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
東芝産業機器システム株式会社
金型装置
4か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
金田工業株式会社
はすば歯車の製造方法
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































