TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024145342
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023057648
出願日
2023-03-31
発明の名称
圧延ロールの製造方法
出願人
MMCリョウテック株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
27/03 20060101AFI20241004BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】内層リングと外層リングの接合性をより高めることができ、これらリング同士の嵌合面などにヒビや割れ等が生じることを低減でき、かつ、圧延ロールの製造設備が大掛かりで複雑なものになることを抑制できる圧延ロールの製造方法を提供する。
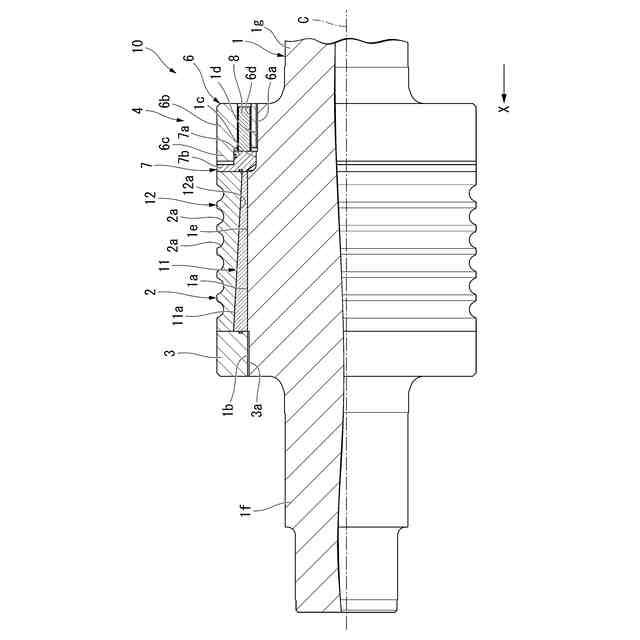
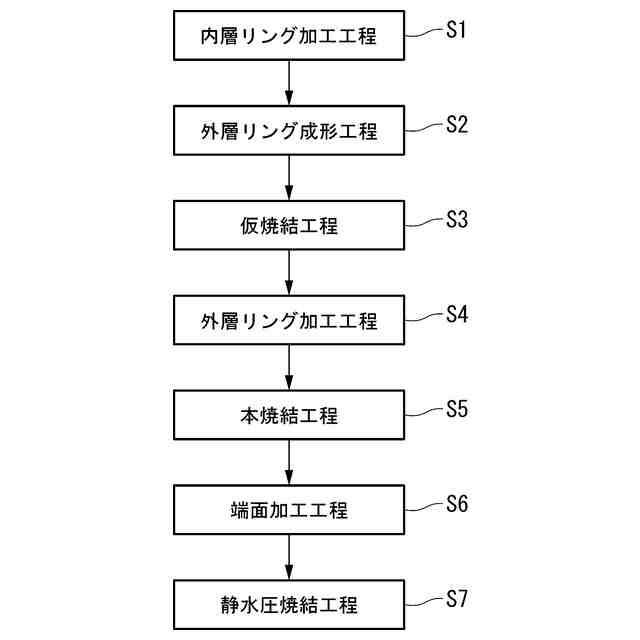
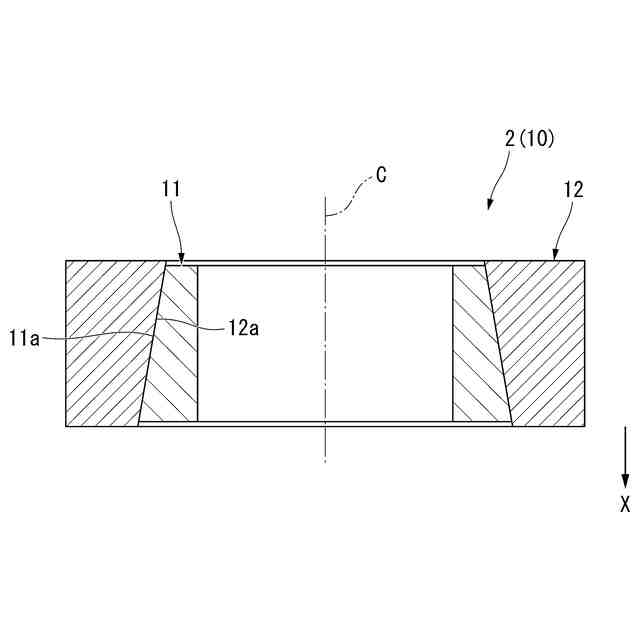
【解決手段】原料粉末を圧粉成形した外層リング成形体に仮焼結を行い外層リング仮焼結体とする仮焼結工程と、外層リング仮焼結体の内周面と、本焼結済みの内層リング11の外周面とを嵌合させた圧延リング中間焼結体を、仮焼結工程での仮焼結温度よりも高い本焼結温度で焼結することにより、外層リング仮焼結体を本焼結し外層リング12とするとともに、外層リング12と内層リング11とを接合し圧延リング2とする本焼結工程と、を含み、仮焼結工程での仮焼結温度が、本焼結工程での本焼結温度に対して、-100℃以上-10℃以下とされる。
【選択図】図3
特許請求の範囲
【請求項1】
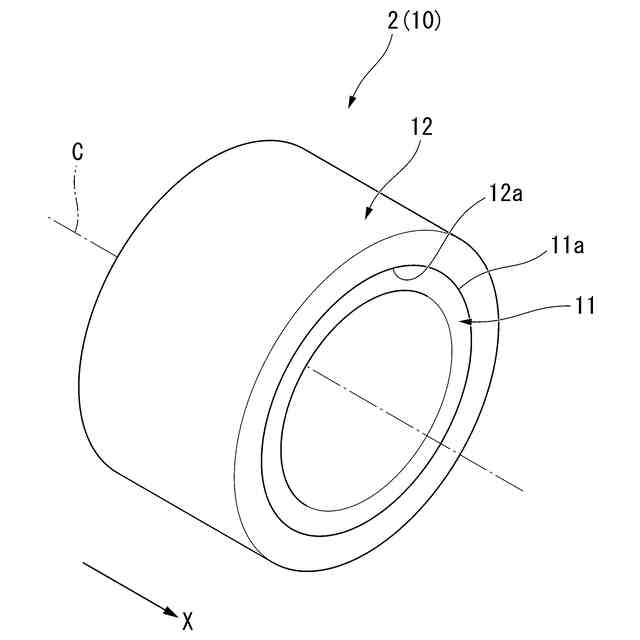
超硬合金製の内層リングの外周面と、超硬合金製の外層リングの内周面とが接合された圧延リングを備える圧延ロールの製造方法であって、
原料粉末を圧粉成形した外層リング成形体に仮焼結を行い外層リング仮焼結体とする仮焼結工程と、
前記外層リング仮焼結体の内周面と、本焼結済みの内層リングの外周面とを嵌合させた圧延リング中間焼結体を、前記仮焼結工程での仮焼結温度よりも高い本焼結温度で焼結することにより、前記外層リング仮焼結体を本焼結し前記外層リングとするとともに、前記外層リングと前記内層リングとを接合し前記圧延リングとする本焼結工程と、を含み、
前記仮焼結工程での前記仮焼結温度が、前記本焼結工程での前記本焼結温度に対して、-100℃以上-10℃以下とされる、
圧延ロールの製造方法。
続きを表示(約 870 文字)
【請求項2】
前記本焼結工程での前記本焼結温度が、1300℃以上1400℃以下である、
請求項1に記載の圧延ロールの製造方法。
【請求項3】
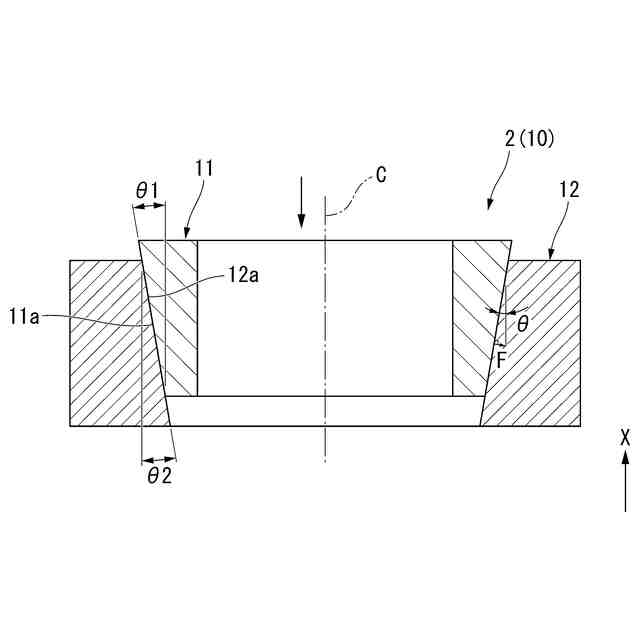
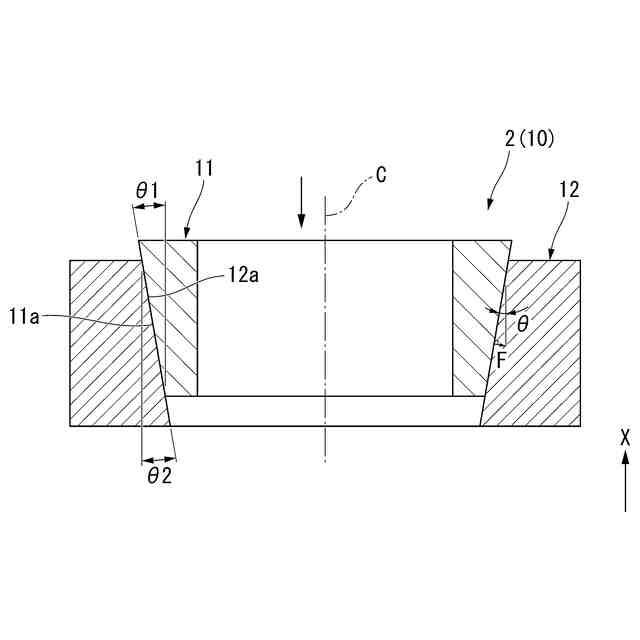
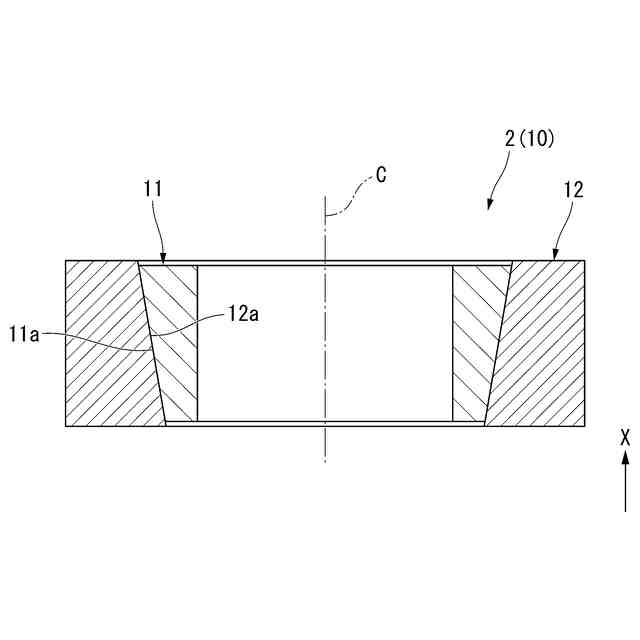
前記本焼結工程では、前記外層リング仮焼結体及び前記内層リングの各リング中心軸を鉛直方向に延ばすように配置し、前記外層リング仮焼結体の内周面に設けた外層テーパ面と、前記内層リングの外周面に設けた内層テーパ面とを嵌合させた前記圧延リング中間焼結体を焼結する、
請求項1または2に記載の圧延ロールの製造方法。
【請求項4】
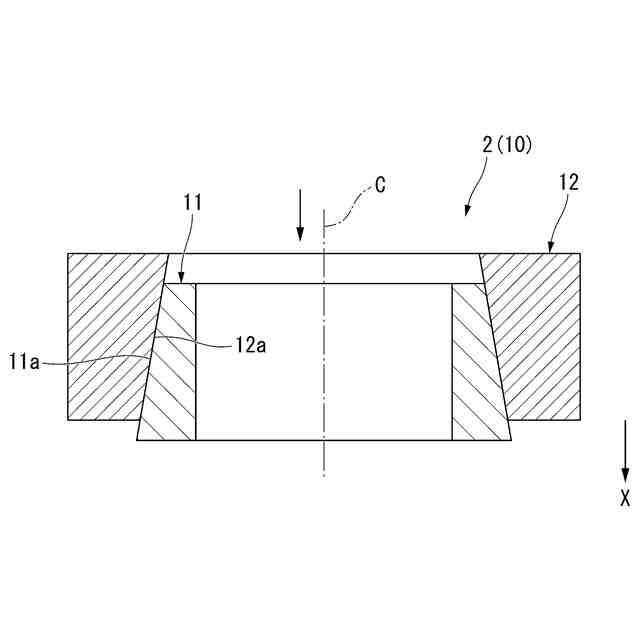
前記外層テーパ面の内径寸法の最小値は、前記内層テーパ面の外径寸法の最小値よりも小さく、かつ、前記外層テーパ面の内径寸法の最大値は、前記内層テーパ面の外径寸法の最大値よりも小さくされており、
前記本焼結工程では、前記外層リング仮焼結体及び前記内層リングのうち、一方よりも上側に位置する他方に重りを載せ、前記他方の自重及び前記重りの重量により、前記外層テーパ面と前記内層テーパ面とをスライドさせる、
請求項3に記載の圧延ロールの製造方法。
【請求項5】
前記リング中心軸に沿う断面において、前記内層テーパ面が前記リング中心軸に対して傾斜する第1傾斜角と、前記外層テーパ面が前記リング中心軸に対して傾斜する第2傾斜角とが、互いに同じである、
請求項3に記載の圧延ロールの製造方法。
【請求項6】
前記リング中心軸に沿う断面において、前記内層テーパ面が前記リング中心軸に対して傾斜する第1傾斜角、及び、前記外層テーパ面が前記リング中心軸に対して傾斜する第2傾斜角が、それぞれ、0°を超え5°以下である、
請求項3に記載の圧延ロールの製造方法。
【請求項7】
前記圧延リングの内周面に嵌合されるシャフトをさらに備え、
前記圧延リングの外径寸法が、300mm以上450mm以下である、
請求項1または2に記載の圧延ロールの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延ロールの製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
圧延ロールは、例えば線材や棒鋼などの各種金属素材を熱間圧延等により圧延加工するのに用いられる。従来の圧延ロールとして、内層リング及び外層リングをそれぞれ超硬合金により形成したものが知られている(例えば特許文献1~5)。
【0003】
特許文献1では、それぞれ超硬合金で形成した外リング及び内リングを、焼嵌めまたは冷嵌めにより嵌合し、外リング及び内リングの組成をなす超硬合金が液相を発生しない温度で加熱することにより、これらリング間に設けた銅、ニッケル、銀ろう材などからなる金属接合材を液相または軟化した固相とし、温度降下させて外リングと内リングとを接合している。
【0004】
また特許文献2では、互いに同質の超硬合金製とされた内側ロール部と外側ロール部とを、変形円状の外周及び内周の係合組合せによって一体とし、外側ロール部を交換可能としている。
【0005】
また特許文献3では、共に超硬合金製の外周リングと内周リングとを、ロー付け、焼嵌めまたはその他機械的な方法によって互いに結合し、外周リングのみの交換を可能としている。
【0006】
また特許文献4では、外側リング部材用成形体及び内側リング部材用成形体をそれぞれプレス成形し、これらを嵌合した状態で、1360~1400℃の範囲内の所定の温度にて焼結する。
【0007】
また特許文献5では、第1の超硬合金の粉末からコア(内層リング)の素地を形成して焼結し、第2の超硬合金の粉末からスリーブ(外層リング)の素地を形成して焼結し、焼結コアを液体窒素中に置くことにより収縮させ、収縮した焼結コアを焼結スリーブの開口部に押し込み、焼結コアを熱膨張させて焼結スリーブと機械接合させた後、組み立てられた焼結コア及び焼結スリーブを、WC-Coの共晶温度より高くかつ焼結温度より低い融合温度まで加熱する。
【先行技術文献】
【特許文献】
【0008】
特開昭49-105749号公報
実開昭53-74447号公報
実開昭59-135806号公報
特開2004-255401号公報
特許第6794416号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
この種の圧延ロールでは、内層リングと外層リングの接合性をより向上させること、及び、これらリング同士の嵌合面などにヒビや割れ等が生じるのを低減することが求められている。また、圧延ロールを製造する設備が大掛かりで複雑なものになることを抑える点にも改善の余地がある。
【0010】
本発明は、内層リングと外層リングの接合性をより高めることができ、これらリング同士の嵌合面などにヒビや割れ等が生じることを低減でき、かつ、圧延ロールの製造設備が大掛かりで複雑なものになることを抑制できる圧延ロールの製造方法を提供することを目的の一つとする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
12日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社カネミツ
筒張出部形成方法
26日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
25日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
トヨタ紡織株式会社
カシメ装置
3か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
個人
日本刀の製造方法
1か月前
株式会社IKS
滑り止め構造
11日前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
東芝産業機器システム株式会社
金型装置
4か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
フタバ産業株式会社
パイプの製造方法
11日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ