TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024141607
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053347
出願日
2023-03-29
発明の名称
不織布の製造方法
出願人
花王株式会社
代理人
弁理士法人クオリオ
,
個人
,
個人
,
個人
主分類
D04H
1/54 20120101AFI20241003BHJP(組みひも;レース編み;メリヤス編成;縁とり;不織布)
要約
【課題】嵩高で厚みがある構造でありながら、適度な圧縮エネルギーを有し、風合いに優れる不織布の製造方法を提供する。
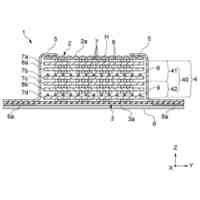
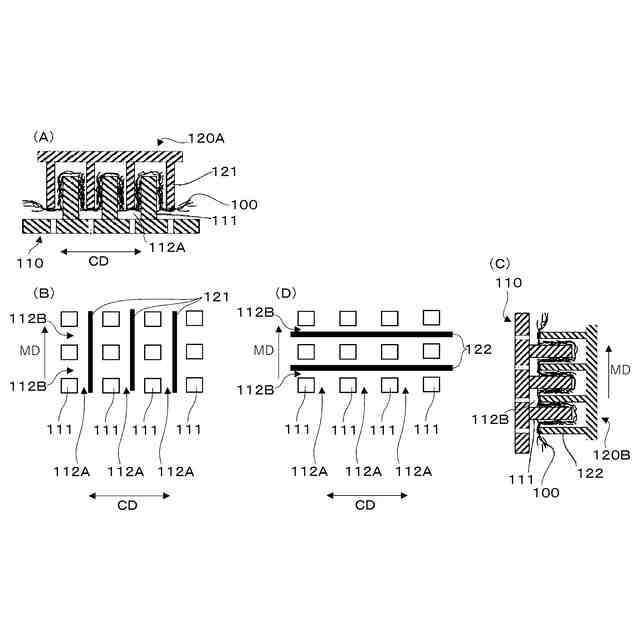
【解決手段】繊維を含む集合体からなる未融着ウエブを、凸状部又は凹状部を有する支持体と支持体に噛合い可能な押し込み部を有する第一押込み部材との噛み合わせによって賦形する第一賦形工程と、賦形された未融着ウエブを、支持体と支持体に噛合い可能な押し込み部を有する第二押込み部材との噛み合わせによって賦形する第二賦形工程と、第二賦形工程において又は第二賦形工程の後、加熱流体による繊維融着、又はエンボス圧着若しくはエンボス融着させる熱処理工程と、を有し、支持体の機械流れ方向に対する、第一押込み部材の有する押し込み部の噛合い方向の角度と、支持体の機械流れ方向に対する、第二押込み部材の有する押し込み部の噛合い方向の角度、との差が、60度以上90度以下である、不織布の製造方法。
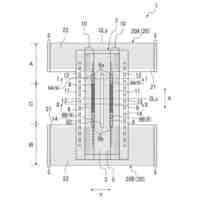
【選択図】図1
特許請求の範囲
【請求項1】
繊維を含む集合体からなる未融着ウエブを、凸状部又は凹状部を有する支持体と該支持体に噛合い可能な押し込み部を有する第一押込み部材との噛み合わせによって賦形する第一賦形工程と、
賦形された前記未融着ウエブを、前記支持体と該支持体に噛合い可能な押し込み部を有する第二押込み部材との噛み合わせによって賦形する第二賦形工程と、
前記第二賦形工程において又は該第二賦形工程の後、加熱流体による繊維融着、又はエンボス圧着若しくはエンボス融着させる熱処理工程と、を有し、
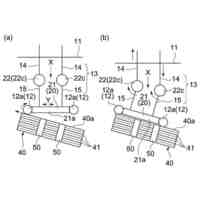
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度と、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度、との差が、60度以上90度以下である、
不織布の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
繊維を含む集合体からなる第一未融着ウエブを、凸状部又は凹状部を有する支持体と該支持体に噛合い可能な押し込み部を有する第一押込み部材との噛み合わせによって賦形する第一賦形工程と、
前記支持体上において、賦形された前記第一未融着ウエブ上に第二未融着ウエブを積層し、前記第二未融着ウエブ側から、前記支持体と該支持体に噛合い可能な押し込み部を有する第二押込み部材との噛み合わせによって賦形する第二賦形工程と、
前記第二賦形工程において又は該第二賦形工程の後、加熱流体による繊維融着、又はエンボス圧着若しくはエンボス融着させる熱処理工程と、を有し、
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度と、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度、との差が、60度以上90度以下である、
不織布の製造方法。
【請求項3】
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度よりも、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度の方が大きい、請求項1又は2記載の不織布の製造方法。
【請求項4】
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度が0度以上30度以下であり、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度が60度以上90度以下である、請求項3記載の不織布の製造方法。
【請求項5】
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度よりも、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度の方が小さい、請求項1又は2記載の不織布の製造方法。
【請求項6】
前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度が60度以上90度以下であり、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度が0度以上30度以下である、請求項5記載の不織布の製造方法。
【請求項7】
前記支持体に対する前記第一押込み部材の有する押し込み部の噛合い量の、前記支持体に対する前記第二押込み部材の有する押し込み部の噛合い量に対する比(前者/後者)を1.2倍以上とする、請求項1~6のいずれか1項に記載の不織布の製造方法。
【請求項8】
前記支持体の機械流れ方向に対する噛合い方向を60度以上90度以下とする前記第一押込み部材又は前記第二押込み部材において、噛合い時に前記凸状部と前記押し込み部とでできる機械流れ方向の均等隙間を0.5mm以上1.5mm以下とする、請求項1~7のいずれか1項に記載の不織布の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は不織布の製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
従来から、不織布には様々な態様の凹凸形状を付与したものがあり、その凹凸形状を付与する製造方法が開発されている。
【0003】
例えば、特許文献1には、凹凸を有するロール同士の噛合いによって凹凸賦形された未融着ウエブに、不織布を積層し更に凹凸賦形する技術が記載されている。これにより得られる立体賦形不織布として、表面繊維層の凸部の内部が中空で、かつ、表面繊維層の裏面側に裏面繊維層が積層された二層構造かつ閉鎖中空構造のものが記載されている。
特許文献2には、凹凸の支持体上で未融着の繊維ウエブに対して押し込み部を押し込んで賦形し、更に未融着の繊維ウエブを積層してなる不織布の製造方法が記載されている。これにより得られる不織布は、高低差のある凹凸構造を有するものとなる。
【0004】
特許文献3には、凹凸ロール同士の加熱を伴う噛み合わせにより、樹脂材料を含む不織布からなる第1のシート及び第2のシートを賦形しながら接合して複合シートを形成する技術が記載されている。この技術で得られる複合シートでは、第2のシートは、第1のシートの湾曲部に対応する領域の中央部にだけ突起部を有し、その周りを平坦部で取り囲んだ形状を備える。
【0005】
特許文献4及び5では、熱風の吹き付けによって未融着のウエブを凹凸賦形する技術が記載されている。これにより得られる不織布では、未融着ウエブに対する凹凸賦形部分で厚み方向の繊維配向性が得られる。
【先行技術文献】
【特許文献】
【0006】
特開2021-037057号公報
特開2019-112747号公報
特開2019-063581号公報
特開2016-089289号公報
特開2014-012913号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記の様々な不織布の製造方法において、凹凸賦形することにより不織布の厚みを出して、嵩高で柔らかな風合いと、凸部での良好なクッション性とを付与することが可能となる。一方で、前記凸部は、クッション性の向上の観点から、横からや斜めからの押圧を受けた場合でも、より倒れ難くすることが求められるようになってきた。この点、凸部の倒れ難さを繊維量の増加で実現しようとすると繊維量によっては剛性に繋がってしまい、かえって嵩高で柔らかな風合いを損ねかねない。そのため、凹凸賦形による柔らかな風合いを損なうことなく、凸部の倒れ難さを更に向上できる製造方法が検討されるようになってきた。
しかし、特許文献4及び5記載の不織布の製造方法では、熱風によって各凸部同士が連結されずに独立したものとして形成され、該凸部の更なる自立性は高め難い。また、特許文献1記載の不織布の製造方法はロール同士の噛合いで、上記と同様に互に独立した凸部を千鳥格子状に形成するものでしかない。特許文献3記載の不織布の製造方法では、不織布化後に凸部周辺の底部となるエンボス部のみの融着処理を行っている。エンボス周辺での層間融着処理はされておらず、凸部の倒れ難さを更に高めるような技術に関する記載はない。
特許文献2記載の不織布の製造方法では、支持体と押し込み部材とによる噛合い賦形処理によって、一方向に延在する縦畝部と該畝部に対して交差する方向に支える横畝部とを形成する。しかし、前記噛合い賦形処理において、縦畝部と横畝部との支え合いの強度を更に高めるような加工制御に関する記載はない。
【0008】
本発明は、上記の点に鑑み、嵩高で厚みがある構造でありながら、適度な圧縮エネルギーを有し、風合いに優れる不織布の製造方法に関する。
【課題を解決するための手段】
【0009】
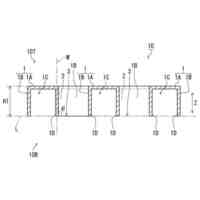
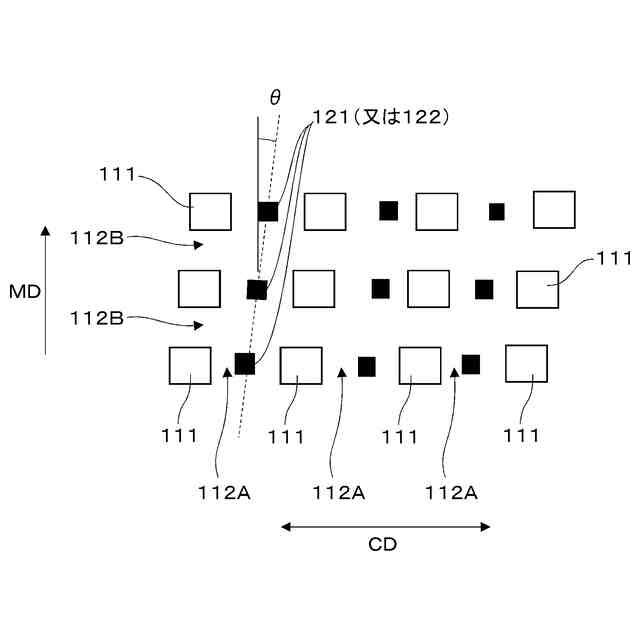
本発明は、繊維を含む集合体からなる未融着ウエブを、凸状部又は凹状部を有する支持体と該支持体に噛合い可能な押し込み部を有する第一押込み部材との噛み合わせによって賦形する第一賦形工程と、賦形された前記未融着ウエブを、前記支持体と該支持体に噛合い可能な押し込み部を有する第二押込み部材との噛み合わせによって賦形する第二賦形工程と、前記第二賦形工程において又は該第二賦形工程の後、加熱流体による繊維融着、又はエンボス圧着若しくはエンボス融着させる熱処理工程と、を有し、前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度と、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度、との差が、60度以上90度以下である、不織布の製造方法を提供する。得られる不織布の一例として、表裏の凸部と凹部の位置がそれぞれ一致した凹凸不織布が得られる。
【0010】
また、本発明は、繊維を含む集合体からなる第一未融着ウエブを、凸状部又は凹状部を有する支持体と該支持体に噛合い可能な押し込み部を有する第一押込み部材との噛み合わせによって賦形する第一賦形工程と、前記支持体上において、賦形された前記第一未融着ウエブ上に第二未融着ウエブを積層し、前記第二未融着ウエブ側から、前記支持体と該支持体に噛合い可能な押し込み部を有する第二押込み部材との噛み合わせによって賦形する第二賦形工程と、前記第二賦形工程において又は該第二賦形工程の後、加熱流体による繊維融着、又はエンボス圧着若しくはエンボス融着させる熱処理工程と、を有し、前記支持体の機械流れ方向に対する、前記第一押込み部材の有する押し込み部の噛合い方向の角度と、前記支持体の機械流れ方向に対する、前記第二押込み部材の有する押し込み部の噛合い方向の角度、との差が、60度以上90度以下である、不織布の製造方法を提供する。得られる不織布の一例として、凸部の中に中空を有する凹凸不織布や凸部の中が中実構造をした凹凸不織布が得られる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
冷却具
2か月前
花王株式会社
不織布
16日前
花王株式会社
ホルダ
2か月前
花王株式会社
化粧料
2か月前
花王株式会社
冷却具
2か月前
花王株式会社
殺菌方法
29日前
花王株式会社
洗浄方法
1か月前
花王株式会社
ゴム組成物
2か月前
花王株式会社
水性組成物
1か月前
花王株式会社
吸収性物品
2か月前
花王株式会社
複合シート
29日前
花王株式会社
複合シート
29日前
花王株式会社
樹脂組成物
17日前
花王株式会社
吸収性物品
2か月前
花王株式会社
皮膚化粧料
1か月前
花王株式会社
パウチ容器
2か月前
花王株式会社
生理用物品
2か月前
花王株式会社
研磨液組成物
29日前
花王株式会社
抗菌剤組成物
29日前
花王株式会社
金属分離方法
1か月前
花王株式会社
情報処理方法
1か月前
花王株式会社
剥離剤組成物
1か月前
花王株式会社
水硬性組成物
1か月前
花王株式会社
水硬性組成物
1か月前
花王株式会社
監視システム
2か月前
花王株式会社
流体密封容器
1か月前
花王株式会社
可塑剤組成物
1か月前
花王株式会社
固形状組成物
2か月前
花王株式会社
固形状組成物
2か月前
花王株式会社
水系顔料分散体
1か月前
花王株式会社
物品の製造方法
2か月前
花王株式会社
抗微生物組成物
1か月前
花王株式会社
締結紐切断装置
15日前
花王株式会社
害虫忌避組成物
1か月前
花王株式会社
エアゾール化粧料
2か月前
花王株式会社
情報処理システム
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ