TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024135601
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046379
出願日
2023-03-23
発明の名称
圧延機の板厚制御方法
出願人
株式会社神戸製鋼所
代理人
弁理士法人ATEN
主分類
B21B
37/18 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板厚精度を向上させることが可能な圧延機の板厚制御方法を提供する。
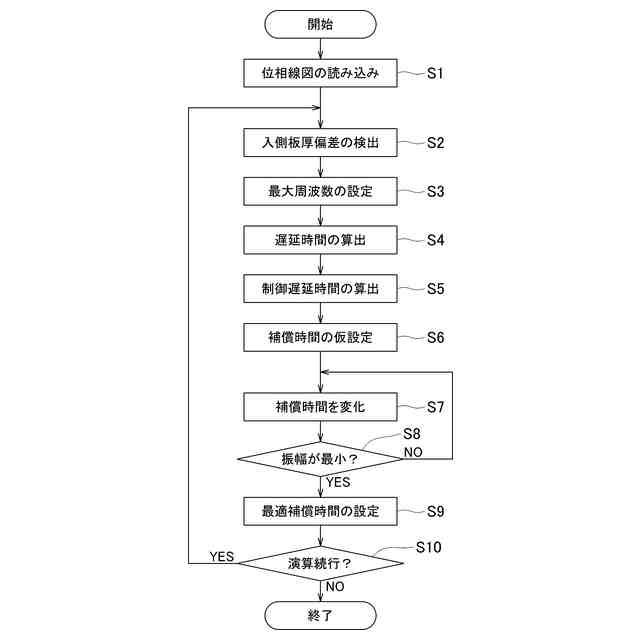
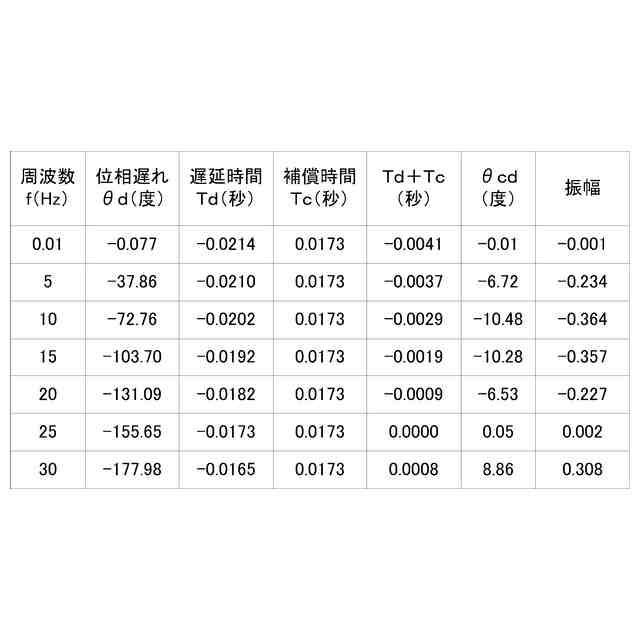
【解決手段】圧延ロール21間のギャップが、入側板厚偏差に基づいて算出した圧延ロール隙間になるように、圧延ロール21を圧下する圧下装置8を制御するとともに、入側板厚偏差から算出した制御遅延時間に基づいて、圧下装置8を制御するタイミングを修正する。入側板厚偏差を複数の周波数成分に分解し、周波数成分毎の制御遅延時間である遅延時間を算出し、遅延時間を補償時間で補償した場合に発生する、被圧延材Wの出側板厚偏差の振幅を、周波数成分毎に算出し、補償時間を変化させて、振幅の絶対値の総和が最小になる補償時間を最適補償時間として設定し、最適補償時間で制御遅延時間を補償する。
【選択図】図11
特許請求の範囲
【請求項1】
圧延機の一対の圧延ロールで圧延される被圧延材の入側板厚偏差を検出し、前記圧延ロール間のギャップが、前記入側板厚偏差に基づいて算出した圧延ロール隙間になるように、前記圧延ロールを圧下する圧下装置を制御するとともに、前記入側板厚偏差から算出した制御遅延時間に基づいて、前記圧下装置を制御するタイミングを修正する圧延機の板厚制御方法において、
前記入側板厚偏差を複数の周波数成分に分解し、前記周波数成分毎の前記制御遅延時間である遅延時間を算出し、
前記遅延時間を補償時間で補償した場合に発生する、前記被圧延材の出側板厚偏差の振幅を、前記周波数成分毎に算出し、
前記補償時間を変化させて、前記振幅の絶対値の総和が最小になる前記補償時間を最適補償時間として設定し、
前記最適補償時間で前記制御遅延時間を補償することを特徴とする圧延機の板厚制御方法。
続きを表示(約 270 文字)
【請求項2】
前記周波数成分毎の位相遅れに基づいて、前記遅延時間を算出し、
前記位相遅れは、前記入側板厚偏差を検出する際に発生する検出位相遅れと、前記圧延ロール隙間を演算する際に発生する演算位相遅れと、前記圧下装置の作動により発生する油圧系位相遅れとを含むことを特徴とする請求項1に記載の圧延機の板厚制御方法。
【請求項3】
前記検出位相遅れを一次遅れ系で近似し、
前記演算位相遅れを定数とし、
前記油圧系位相遅れを二次遅れ系で近似することを特徴とする請求項2に記載の圧延機の板厚制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延機の板厚制御方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、圧延材を圧延するワークロールのロール隙間ΔSを算出し、算出したロール隙間ΔSに対応する指令信号を圧下装置に出力して圧延材の板厚を制御する圧延機の板厚制御方法が開示されている。特許文献1では、圧延材の入側の板厚の偏差(入側板厚偏差)を周波数成分に分解し、周波数毎に求めた遅れ時間を基に全体遅れ時間を算出し、算出した全体遅れ時間を基に圧下装置に出力する指令信号のタイミングを修正している。
【先行技術文献】
【特許文献】
【0003】
特開2012-135777号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の板厚制御方法では、全体遅れ時間が一定であり、どうしても出側板厚偏差(圧延材の出側の板厚の偏差)が残ってしまう。残った出側板厚偏差を小さくして、板厚精度を向上させることが望まれる。
【0005】
本発明の目的は、板厚精度を向上させることが可能な圧延機の板厚制御方法を提供することである。
【課題を解決するための手段】
【0006】
本発明は、圧延機の一対の圧延ロールで圧延される被圧延材の入側板厚偏差を検出し、前記圧延ロール間のギャップが、前記入側板厚偏差に基づいて算出した圧延ロール隙間になるように、前記圧延ロールを圧下する圧下装置を制御するとともに、前記入側板厚偏差から算出した制御遅延時間に基づいて、前記圧下装置を制御するタイミングを修正する圧延機の板厚制御方法において、前記入側板厚偏差を複数の周波数成分に分解し、前記周波数成分毎の前記制御遅延時間である遅延時間を算出し、前記遅延時間を補償時間で補償した場合に発生する、前記被圧延材の出側板厚偏差の振幅を、前記周波数成分毎に算出し、前記補償時間を変化させて、前記振幅の絶対値の総和が最小になる前記補償時間を最適補償時間として設定し、前記最適補償時間で前記制御遅延時間を補償することを特徴とする。
【発明の効果】
【0007】
本発明によると、周波数成分毎の制御遅延時間である遅延時間を補償時間で補償した場合に発生する、被圧延材の出側板厚偏差の振幅が、周波数成分毎に算出される。そして、補償時間が変化されて、出側板厚偏差の振幅の絶対値の総和が最小になる補償時間が最適補償時間として設定される。そして、最適補償時間で制御遅延時間が補償される。これにより、最適補償時間で補償された制御遅延時間に基づいて、圧下装置を制御するタイミングが修正される。最適補償時間で制御遅延時間を補償することで、出側板厚偏差の振幅を最小化することができる。これにより、出側板厚偏差を最小化することができる。よって、板厚精度を向上させることができる。
【図面の簡単な説明】
【0008】
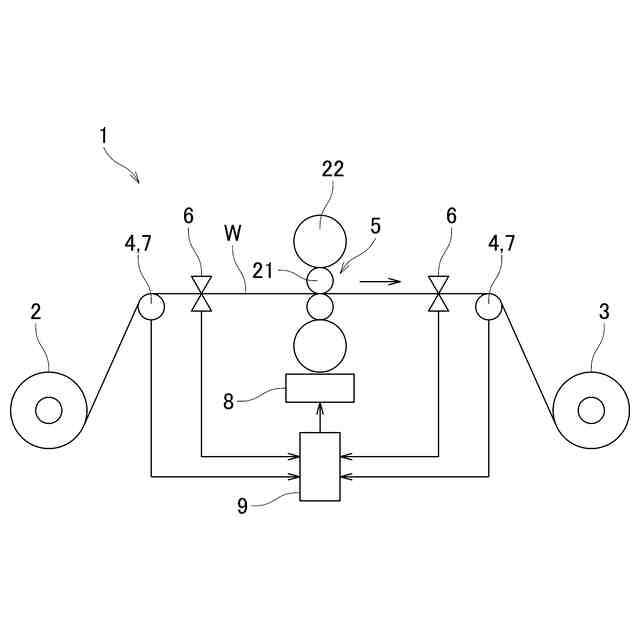
圧延設備の概略図である。
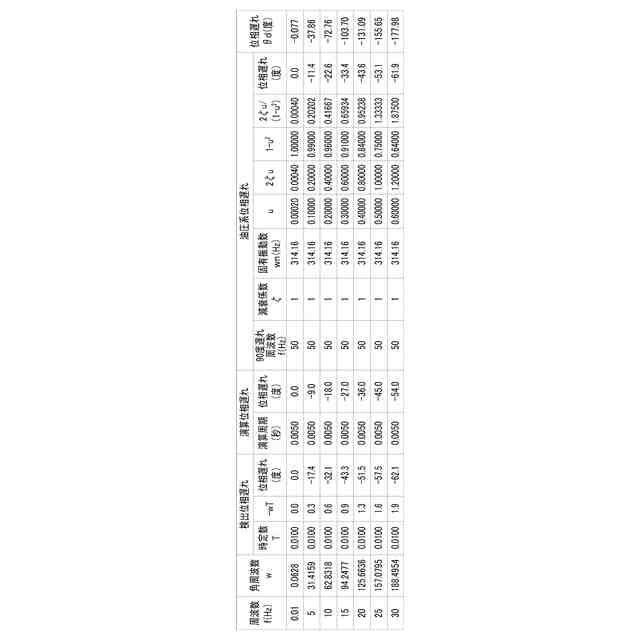
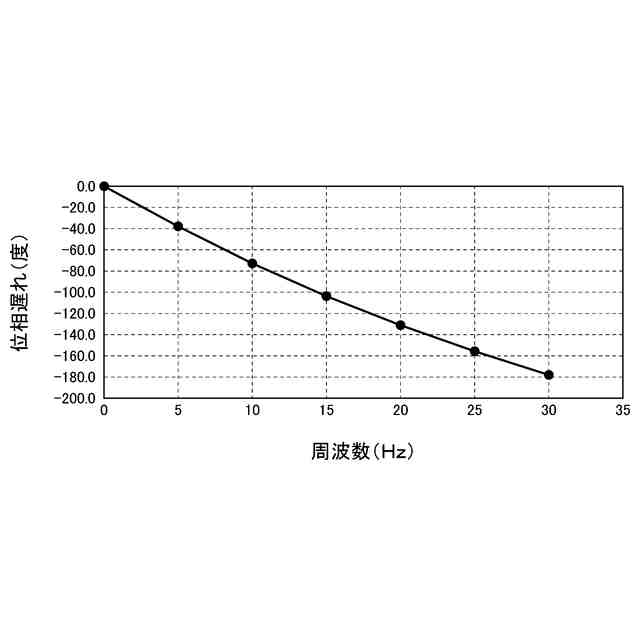
入側板厚偏差を分解した複数の周波数成分と位相遅れとの関係を表す位相線図である。
入側板厚偏差に対する圧延ロール隙間の制御に位相遅れがない場合の、出側板厚偏差の振幅の変化を示す図である。
入側板厚偏差に対する圧延ロール隙間の制御が30度遅れている場合の、出側板厚偏差の振幅の変化を示す図である。
入側板厚偏差に対する圧延ロール隙間の制御が90度遅れている場合の、出側板厚偏差の振幅の変化を示す図である。
入側板厚偏差に対する圧延ロール隙間の制御が180度遅れている場合の、出側板厚偏差の振幅の変化を示す図である。
位相遅れと、出側板厚偏差の振幅との関係を示す図である。
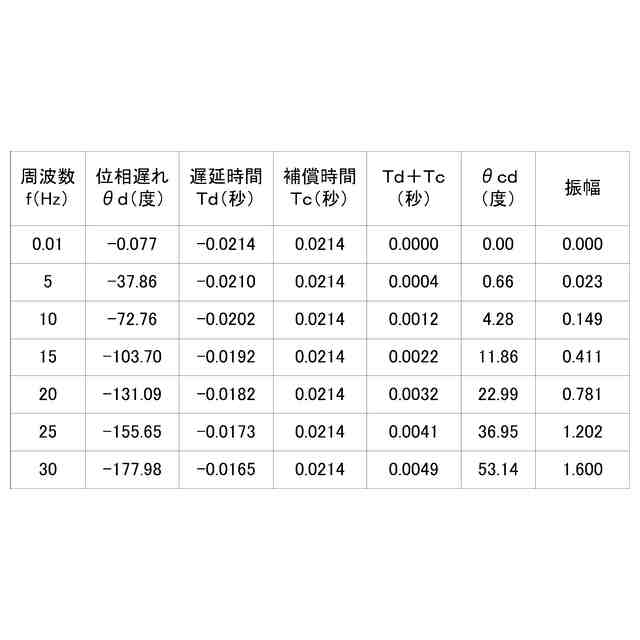
表2における周波数と周波数成分毎の出側板厚偏差の振幅との関係を示す図である。
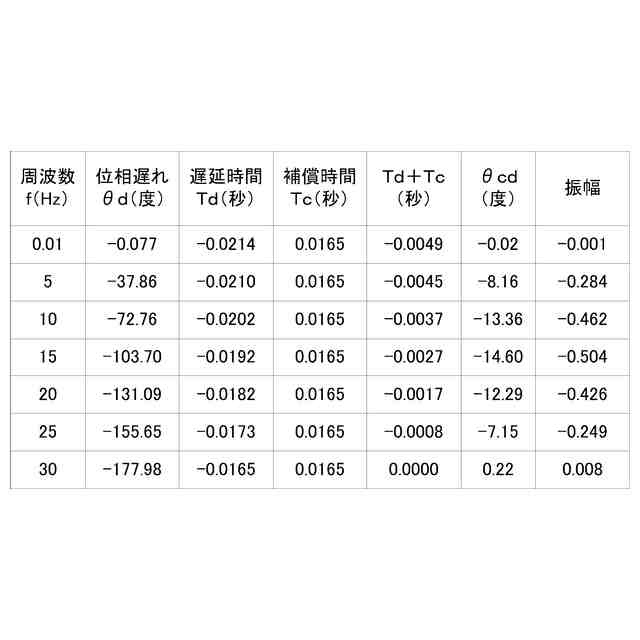
表3における周波数と周波数成分毎の出側板厚偏差の振幅との関係を示す図である。
表4における周波数と周波数成分毎の出側板厚偏差の振幅との関係を示す図である。
最適補償時間算出処理のフローチャートである。
【発明を実施するための形態】
【0009】
以下、本発明の好適な実施の形態について、図面を参照しつつ説明する。
【0010】
(圧延設備の構成)
本実施形態による圧延機の板厚制御方法は、圧延設備で行われる。圧延設備1の概略図である図1に示すように、圧延設備1は、被圧延材Wを圧延する設備である。被圧延材Wは、圧延設備1により圧延されるもの(ワーク)である。被圧延材Wは、板状である。被圧延材Wは、例えば金属などである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
トヨタ紡織株式会社
金型装置
5か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
4日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
28日前
株式会社カネミツ
筒張出部形成方法
18日前
株式会社吉野機械製作所
プレス機械
17日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
歯付円筒体形成方法
24日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
ニデック株式会社
金型及び打ち抜き方法
5か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社IKS
滑り止め構造
3日前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
ニデック株式会社
金型及びプレス加工装置
5か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































