TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129797
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2024017195
出願日
2024-02-07
発明の名称
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B21D
51/44 20060101AFI20240919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】肉厚の不均一や割れといった不具合が生じることを抑制する缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器を提供すること。
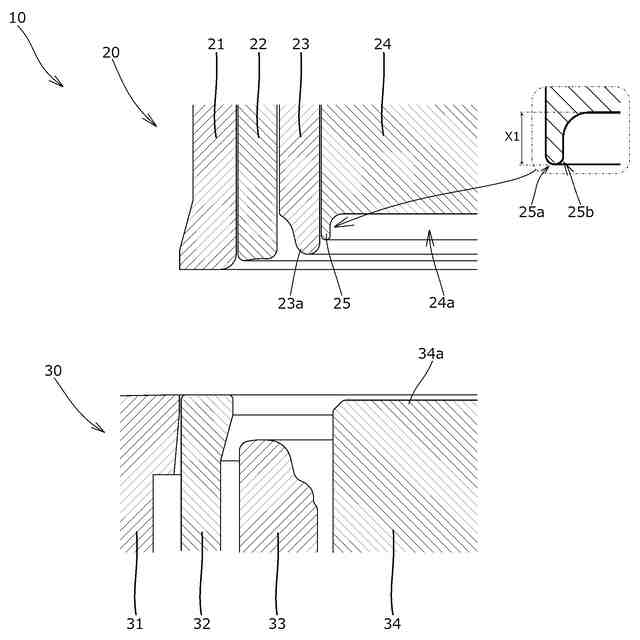
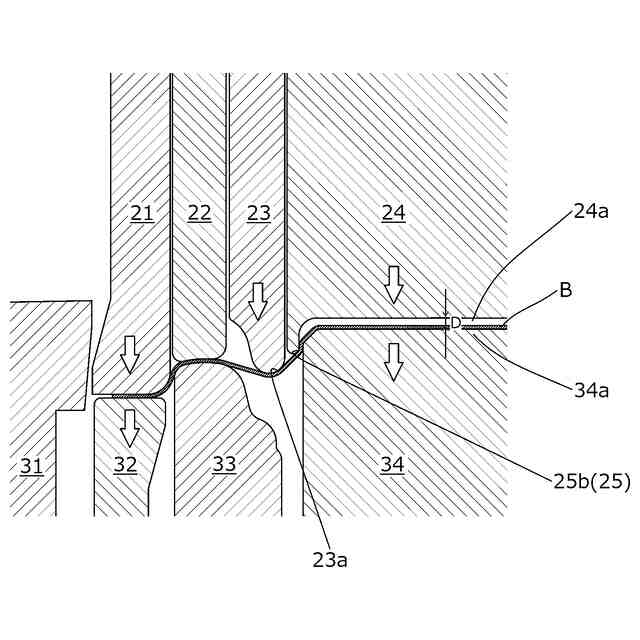
【解決手段】上側ツール20と、下側ツール30とを備え、上側ツール20は、チャックウォール部L2を形成するための絞り加工部23aを有したインナープレッシャスリーブ23の内周側に隣接して配置され、インナープレッシャスリーブ23に対して相対的に上下方向に移動可能な追加プレッシャ部25を備え、追加プレッシャ部25は、チャックウォール部L2を形成するための外周側加工部25aと、パネルウォール部L3を形成するための内周側加工部25bとを有している缶蓋製造装置10。
【選択図】図1
特許請求の範囲
【請求項1】
外周側カール部と、前記外周側カール部の内周側に形成されたチャックウォール部と、前記チャックウォール部の内周側において前記チャックウォール部の内周端縁よりも上方側に位置するセンターパネル部と、前記チャックウォール部および前記センターパネル部を接続するパネルウォール部とを有した缶蓋を製造する缶蓋製造装置であって、
上側ツールと、下側ツールとを備え、
前記上側ツールは、外周側から順に、ブランクドローダイと、アウタープレッシャスリーブと、インナープレッシャスリーブと、ダイセンターパンチとを備え、
前記下側ツールは、外周側から順に、カットエッジと、前記ブランクドローダイに上下方向に対向して配置されるロワープレッシャスリーブと、前記アウタープレッシャスリーブおよび前記インナープレッシャスリーブに上下方向に対向して配置されるダイコアリングと、前記ダイセンターパンチに上下方向に対向して配置されるパネルパンチとを備え、
前記インナープレッシャスリーブは、ブランクに絞り加工を施すことで前記チャックウォール部を形成するための絞り加工部を有し、
前記上側ツールは、前記インナープレッシャスリーブの内周側に隣接して配置され、前記インナープレッシャスリーブに対して相対的に上下方向に移動可能な追加プレッシャ部を更に備え、
前記追加プレッシャ部は、ブランクに絞り加工を施すことで前記チャックウォール部を形成するための外周側加工部と、ブランクに絞り加工を施すことで前記パネルウォール部を形成するための内周側加工部とを有していることを特徴とする缶蓋製造装置。
続きを表示(約 1,300 文字)
【請求項2】
前記追加プレッシャ部は、前記ダイセンターパンチに固定状態で設けられ、
前記ダイセンターパンチは、前記追加プレッシャ部の内周側に、上方側に向けて凹んだ加工凹部を有し、
前記パネルパンチは、前記加工凹部に挿入可能な加工挿入部を有し、
前記加工凹部および前記加工挿入部は、協働して、前記センターパネル部および前記パネルウォール部を形成するための部位であることを特徴とする請求項1に記載の缶蓋製造装置。
【請求項3】
前記追加プレッシャ部の上下方向寸法は、前記チャックウォール部の上面の内周端縁と前記センターパネル部の上面の外周端縁との上下方向における間隔と同寸法に形成されていることを特徴とする請求項2に記載の缶蓋製造装置。
【請求項4】
請求項2に記載の缶蓋製造装置を用いて缶蓋を製造する缶蓋製造方法であって、
前記チャックウォール部を形成するチャックウォール形成工程と、前記センターパネル部および前記パネルウォール部から成る蓋中央凹部を形成する中央凹部形成工程とを含み、
前記チャックウォール形成工程は、前記インナープレッシャスリーブによってブランクに絞り加工を施す第1外周側絞り過程と、前記第1外周側絞り過程の後に実施される過程であって前記追加プレッシャ部の前記外周側加工部によってブランクに絞り加工を施す第2外周側絞り過程とを含み、
前記中央凹部形成工程は、前記追加プレッシャ部の前記内周側加工部によってブランクに絞り加工を施す内周側絞り過程を含み、
前記第2外周側絞り過程は、前記内周側絞り過程の後に実施されることを特徴とする缶蓋製造方法。
【請求項5】
前記内周側絞り過程は、前記パネルパンチの前記加工挿入部上に配置されたブランクと、前記ダイセンターパンチの前記加工凹部の底面との間に隙間がある状態で、前記ダイセンターパンチと前記パネルパンチとでブランクを挟んだ状態が維持される過程を含み、
前記中央凹部形成工程は、前記隙間が無くなるように前記加工凹部内に前記加工挿入部が挿入される挿入加工過程を含むことを特徴とする請求項4に記載の缶蓋製造方法。
【請求項6】
前記挿入加工過程は、前記第1外周側絞り過程において前記インナープレッシャスリーブがブランクを介して前記ダイコアリングに突き当たった後に、前記内周側絞り過程を進行させながら、前記隙間が無くなるように前記加工凹部内に前記加工挿入部が挿入される過程であることを特徴とする請求項5に記載の缶蓋製造方法。
【請求項7】
前記第2外周側絞り過程は、前記挿入加工過程の後において、前記追加プレッシャ部の前記外周側加工部によってブランクに絞り加工を施す過程であることを特徴とする請求項5に記載の缶蓋製造方法。
【請求項8】
請求項4に記載の缶蓋製造方法によって製造されたことを特徴とする缶蓋。
【請求項9】
請求項8に記載の缶蓋と、その内部に内容物が充填され前記缶蓋が巻締めされた缶胴部とから構成されていることを特徴とする内容物入りの缶容器。
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、飲料等の内容物を収容する容器として、金属製の缶容器を用いることが一般に知られており、また、缶容器を構成する缶蓋として、外周側カール部と、外周側カール部の内周側に形成されたチャックウォール部と、チャックウォール部の内周側においてチャックウォール部の内周端縁よりも上方側に位置するセンターパネル部と、チャックウォール部およびセンターパネル部を接続するパネルウォール部とを有するものが知られている(例えば特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
特許4239039号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、特許文献1に開示されるような缶蓋は、特にパネルウォール部やチャックウォール部付近において複雑に屈曲した断面形状を有することから、靭性に劣る金属材料から缶蓋を製造しようとした場合には、製造された缶蓋に肉厚の不均一や割れといった不具合が生じる虞がある。
【0005】
そこで、本発明は、簡素な構成で、肉厚の不均一や割れといった不具合が生じることを抑制する缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明の缶蓋製造装置は、外周側カール部と、前記外周側カール部の内周側に形成されたチャックウォール部と、前記チャックウォール部の内周側において前記チャックウォール部の内周端縁よりも上方側に位置するセンターパネル部と、前記チャックウォール部および前記センターパネル部を接続するパネルウォール部とを有した缶蓋を製造する缶蓋製造装置であって、上側ツールと、下側ツールとを備え、前記上側ツールは、外周側から順に、ブランクドローダイと、アウタープレッシャスリーブと、インナープレッシャスリーブと、ダイセンターパンチとを備え、前記下側ツールは、外周側から順に、カットエッジと、前記ブランクドローダイに上下方向に対向して配置されるロワープレッシャスリーブと、前記アウタープレッシャスリーブおよび前記インナープレッシャスリーブに上下方向に対向して配置されるダイコアリングと、前記ダイセンターパンチに上下方向に対向して配置されるパネルパンチとを備え、前記インナープレッシャスリーブは、ブランクに絞り加工を施すことで前記チャックウォール部を形成するための絞り加工部を有し、前記上側ツールは、前記インナープレッシャスリーブの内周側に隣接して配置され、前記インナープレッシャスリーブに対して相対的に上下方向に移動可能な追加プレッシャ部を更に備え、前記追加プレッシャ部は、ブランクに絞り加工を施すことで前記チャックウォール部を形成するための外周側加工部と、ブランクに絞り加工を施すことで前記パネルウォール部を形成するための内周側加工部とを有していることにより、前記課題を解決するものである。
上記缶蓋製造装置では、前記追加プレッシャ部は、前記ダイセンターパンチに固定状態で設けられ、前記ダイセンターパンチは、前記追加プレッシャ部の内周側に、上方側に向けて凹んだ加工凹部を有し、前記パネルパンチは、前記加工凹部に挿入可能な加工挿入部を有し、前記加工凹部および前記加工挿入部は、協働して、前記センターパネル部および前記パネルウォール部を形成するための部位であってもよい。
上記いずれかの缶蓋製造装置では、前記追加プレッシャ部の上下方向寸法は、前記チャックウォール部の上面の内周端縁と前記センターパネル部の上面の外周端縁との上下方向における間隔と同寸法に形成されていてもよい。
本発明の缶蓋製造方法は、上記いずれかの缶蓋製造装置を用いて缶蓋を製造する缶蓋製造方法であって、前記チャックウォール部を形成するチャックウォール形成工程と、前記センターパネル部および前記パネルウォール部から成る蓋中央凹部を形成する中央凹部形成工程とを含み、前記チャックウォール形成工程は、前記インナープレッシャスリーブによってブランクに絞り加工を施す第1外周側絞り過程と、前記第1外周側絞り過程の後に実施される過程であって前記追加プレッシャ部の前記外周側加工部によってブランクに絞り加工を施す第2外周側絞り過程とを含み、前記中央凹部形成工程は、前記追加プレッシャ部の前記内周側加工部によってブランクに絞り加工を施す内周側絞り過程を含み、前記第2外周側絞り過程は、前記内周側絞り過程の後に実施されることにより、前記課題を解決するものである。
上記缶蓋製造方法では、前記内周側絞り過程は、前記パネルパンチの前記加工挿入部上に配置されたブランクと、前記ダイセンターパンチの前記加工凹部の底面との間に隙間がある状態で、前記ダイセンターパンチと前記パネルパンチとでブランクを挟んだ状態が維持される過程を含み、前記中央凹部形成工程は、前記隙間が無くなるように前記加工凹部内に前記加工挿入部が挿入される挿入加工過程を含んでもよい。
上記缶蓋製造方法では、前記挿入加工過程は、前記第1外周側絞り過程において前記インナープレッシャスリーブがブランクを介して前記ダイコアリングに突き当たった後に、前記内周側絞り過程を進行させながら、前記隙間が無くなるように前記加工凹部内に前記加工挿入部が挿入される過程であってもよい。
上記いずれかの缶蓋製造方法では、前記第2外周側絞り過程は、前記挿入加工過程の後において、前記追加プレッシャ部の前記外周側加工部によってブランクに絞り加工を施す過程であってもよい。
本発明の缶蓋は、上記いずれかの缶蓋製造方法によって製造されたことにより、前記課題を解決するものである。
本発明の内容物入りの缶容器は、前記缶蓋と、その内部に内容物が充填され前記缶蓋が巻締めされた缶胴部とから構成されていることにより、前記課題を解決するものである。
【発明の効果】
【0007】
本発明では、製造された缶蓋に肉厚の不均一や割れといった不具合が生じることを抑制できる。
【図面の簡単な説明】
【0008】
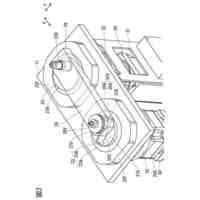
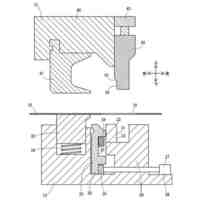
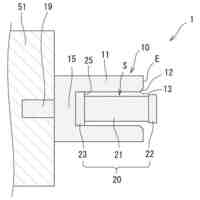
本発明の一実施形態に係る缶蓋製造装置を示す説明図。
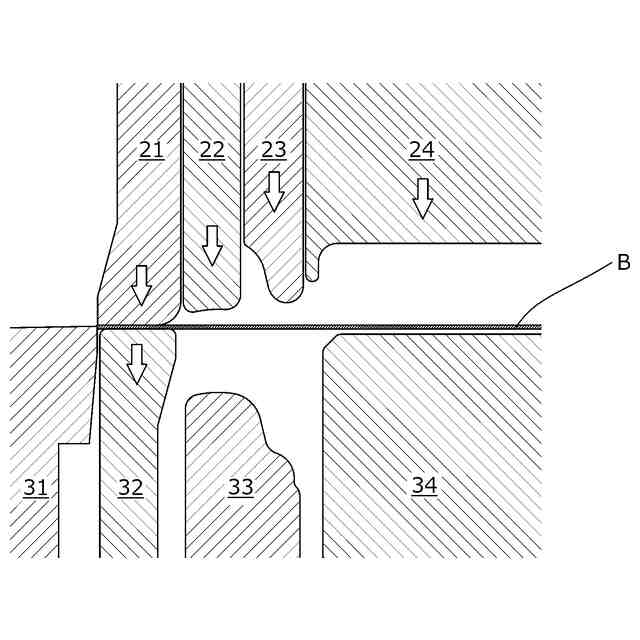
缶蓋製造方法の第1工程を示す説明図。
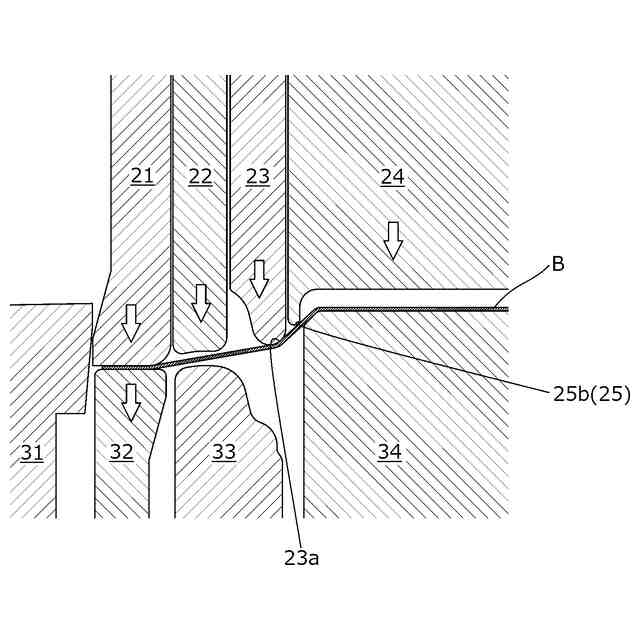
缶蓋製造方法の第2工程を示す説明図。
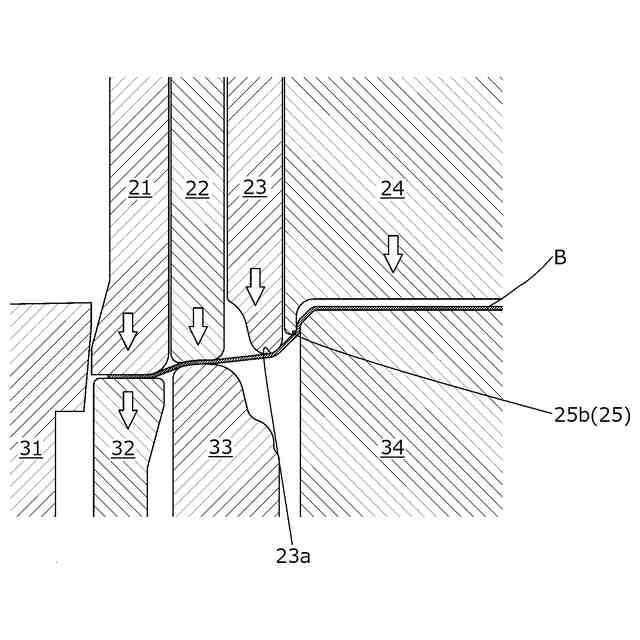
缶蓋製造方法の第3工程を示す説明図。
缶蓋製造方法の第4工程を示す説明図。
缶蓋製造方法の第5工程を示す説明図。
缶蓋製造方法の第6工程を示す説明図。
缶蓋製造方法の第7工程を示す説明図。
缶蓋製造方法の第8工程を示す説明図。
缶蓋製造方法の第9工程を示す説明図。
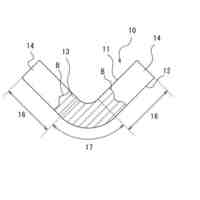
本発明の一実施形態に係る缶蓋を示す説明図。
【発明を実施するための形態】
【0009】
以下に、本発明の一実施形態である缶蓋製造装置10および缶蓋製造方法について、図面に基づいて説明する。
[缶蓋]
【0010】
まず、缶蓋製造装置10および缶蓋製造方法によって製造される缶蓋Lは、アルミニウム合金等の金属から成り、内容物入りの缶容器を製造する時に、その内部に内容物が充填された状態の金属製の缶胴部(図示しない)の口部に巻締められるものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
2か月前
村田機械株式会社
プレス機械
2か月前
株式会社プロテリアル
熱間鍛造用金型
3か月前
トヨタ自動車株式会社
プレス金型
3か月前
株式会社不二越
NC転造盤
19日前
株式会社ゴーシュー
歯車素材
2か月前
トヨタ紡織株式会社
金型装置
3か月前
日伸工業株式会社
加工システム
1か月前
石田鉄工株式会社
格子状製品の製造方法
4か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
2か月前
A株式会社
接合部材、及び、骨組み構造体
2か月前
東洋製罐株式会社
有底筒状体加工装置
6日前
ニデック株式会社
金型及び打ち抜き方法
3か月前
株式会社不二越
転造加工用鋼製平ダイス
1か月前
冨士発條株式会社
トリミング装置
3か月前
大同特殊鋼株式会社
横型鍛造装置
2か月前
ニデック株式会社
金型及びプレス加工装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
27日前
村田機械株式会社
金型交換装置及び金型検出方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
2か月前
トヨタ紡織株式会社
カシメ装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
4か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
1か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
3か月前
株式会社TMEIC
板離れ防止システム
13日前
東芝産業機器システム株式会社
金型装置
2か月前
金田工業株式会社
はすば歯車の製造方法
7日前
旭精機工業株式会社
工具移動装置及び線材成形機
19日前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
2か月前
株式会社神戸製鋼所
金属板の曲げ加工方法
2か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
12日前
株式会社神戸製鋼所
プレス成形品の製造方法
1か月前
株式会社神戸製鋼所
圧延機の板厚制御方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ