TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024091519
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2023210604
出願日
2023-12-13
発明の名称
定尺圧密木の自動化生産ライン
出願人
香河凱王圧密木科技有限公司
代理人
個人
主分類
B27D
1/00 20060101AFI20240627BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】搬送チェーン機構と操作機器とを含む定尺圧密木の自動化生産ラインを提供すること。
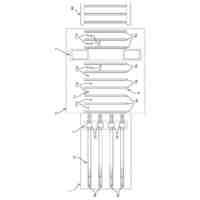
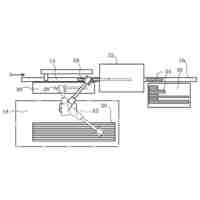
【解決手段】操作機器は、赤外線照射通路が進行式の木板に対して照射昇温を行うように配置される第1の赤外予熱部と、第1の赤外予熱部から予熱された木板の表面に対して水層を塗布するように配置される水層付着部と、赤外線照射通路が進行式の水層が付着された木板に対して2次照射昇温を行うように配置される第2の赤外予熱部と、高周波熱圧力機器が予熱処理された木板に対して加熱圧縮処理及び硬化処理を行うように配置される高周波ホットプレス部と、冷媒降温通路が高周波ホットプレス部により圧密された進行式の圧密木ブロックに対して冷却するように配置される冷却部と、各部の電気機械制御システムに接続される操作装置と、を含み、搬送チェーン機構に対応する各部はいずれも独立した搬送ユニットである。当該生産ラインは、機器のコストが低く、加工効率が高く且つ自動化程度が高いという利点がある。
【選択図】図1
特許請求の範囲
【請求項1】
搬送チェーン機構及び木板加工フローに基づいて順番に搬送チェーン機構に設置される操作機器を含み、前記操作機器は、順に、
赤外線照射通路が進行式の木板に対して照射昇温を行うように配置される第1の赤外予熱部と、
第1の赤外予熱部から予熱された木板の表面に対して散水又は塗布ロール方式により水層を塗布するように配置される水層付着部と、
赤外線照射通路が進行式の水層が付着された木板に対して2次照射昇温を行うように配置される第2の赤外予熱部と、
高周波熱圧力機器が予熱処理された木板に対して加熱圧縮処理及び硬化処理を行うように配置される高周波ホットプレス部と、
冷媒降温通路が高周波ホットプレス部により圧密された進行式の圧密木ブロックに対して冷却するように配置される冷却部と、
各部の電気機械制御システムに接続される操作装置と、を含み、
前記搬送チェーン機構に対応する各部にいずれも独立した搬送ユニットが設置される
ことを特徴とする定尺圧密木の自動化生産ライン。
続きを表示(約 3,800 文字)
【請求項2】
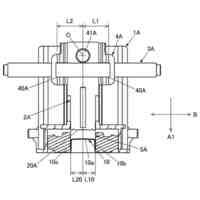
赤外予熱部に対応する前記搬送ユニットが前記赤外線照射通路の下方に設けられ、前記赤外線照射通路の内部上方に進行方向に沿ってパワー調整可能な赤外線ランプ管が均一に設けられ、
前記第1の赤外予熱部の赤外線照射通路の長さは10-15mであり、前記第2の赤外予熱部の赤外線照射通路の長さは5-8mである
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項3】
前記赤外線照射通路の入口端と出口端に木板の温度を検出する温度検出器が設けられ、前記赤外線照射通路の内壁に前記赤外線ランプ管から発生した赤外線放射熱を所定方向に放射できる反射板が設けられ、前記赤外線照射通路の入口端上方に遮光板が設けられ、前記赤外線照射通路の壁片側又は両側に蓋板付きの蓋口が設けられる
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項4】
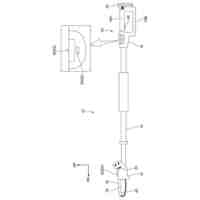
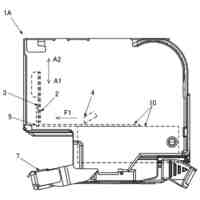
前記水層付着部は複数の水層ロール塗布装置を含み、各前記水層ロール塗布装置は、対応する搬送ユニットの上方に配置された下方開口のケーシングと、ケーシング内に配置された注水機構及び塗布ロール部品と、対応する搬送ユニットの側辺に配置された注水ポンプ及び塗布ロール動力機構と、対応する搬送ユニットの側辺又は底部に配置された水槽を含み、
前記注水機構は注水ノズルを備えた少なくとも1つの注水管構造であり、前記注水管は前記注水ポンプを介して水槽に接続され、前記塗布ロール部品は進行方向に設けられた樹脂ロールとスチールロールを含み、前記注水ノズルはスチールロールの上方に配置され、水がスチールロールの上方から表面に沿って流れ、スチールロールが回転すると、水は両ロール間隙を通って搬送ユニットが下に配置された木板まで下方に導かれ、前記塗布ロール動力機構はスチールロールに動力を供給し、
前記塗布ロール部品の両端部の下方に導水溝が設けられ、前記導水溝の一端底部に下向きに傾斜した漏水口が設けられ、前記水層ロール塗布装置が2台設けられる場合、2台の前記水層ロール塗布装置の導水溝が反対側に向かって延びて互いに近づくため、同軸上の2つの導水溝の漏水口が互いに近づくことになり、前記漏水口の下方の搬送ユニットブラケットには、水槽に接続された導水管が設けられる
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項5】
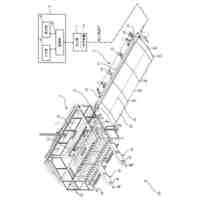
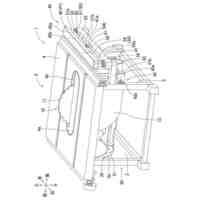
前記高周波ホットプレス部は、搬送チェーンの前後に沿って配置された木板に対して加熱圧縮処理及び硬化処理を行う2組の高周波ホットプレス装置と、高周波ホットプレス装置の進入側に配置された木板自動搬送機器とを含み、
前記高周波ホットプレス装置は上下プラテンを加圧加熱することで圧密を行い、前記木板自動搬送機器は移動搬送コンポーネントと機械式プッシャコンポーネントを含み、前記移動搬送コンポーネントは固定ブラケットと、並進機構と、固定ブラケットの上方に配置された移動プレートラック4搬送ベルトと、搬送ベルト動力機構とを含み、前記固定ブラケットの上方両側に主スライドレールと従スライドレールが設けられ、前記移動プレートラックの両端に前記従スライドレール上を移動するスライダが設けられ、前記並進機構は移動プレートラックの側辺に設けられ、主スライドレールと摺接するように構成され、前記移動プレートラックの底面は前記下プラテンの上面よりも高く、前記搬送ベルトは前記移動プレートラックの周りを周回し、前記搬送ベルト動力機構は前記搬送ベルトを回転させる動力機構として構成され、
前記機械式プッシャコンポーネントは移動プレートラックの前端に配置された第1のバッフル機構を含み、前記第1のバッフル機構に対応するバッフルを遮断位置から移動又は復帰させる機械的な移動又は回転構造が設けられる
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項6】
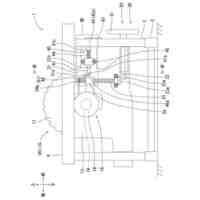
前記下プラテンの前側に前位置決め穴が設けられ、前記前位置決め穴の位置に対応して位置決め機構が設けられ、前記位置決め機構は伸縮ロッド又は回転ロッドであり、前記下プラテンの両側に下プラテンの中間部に向けて伸縮する伸縮プッシュロッド機構が設けられ、前記伸縮プッシュロッド機構のプッシュロッド先端には、積層された複数枚の木板の半径方向変位の調整及び位置決めを行う位置決め板が設けられ、
前記移動プレートラックの底面から前記下プラテンの表面までの高さは3層木板の積層高さより高く、前記伸縮プッシュロッド機構は下プラテン両側の側辺に配置され、その収縮ロッドが収縮状態にあるとき、前記位置決め板は前記移動プレートラックの移動動線の外側、かつ上プラテンの正投影面の外側に配置される
請求項5に記載の定尺圧密木の自動化生産ライン。
【請求項7】
前記冷却部は、対応する位置の搬送ユニットの上方に配置された移動冷却通路と、移動冷却通路内の上方に配置された冷却水散水コンポーネントと、移動冷却通路の側辺に配置された冷却水貯蔵タンクと、その制御機器とを含み、
前記冷却水散水コンポーネントは、前記冷却水貯蔵タンクに接続される輸送管と、輸送管に接続され通路内の上方で分岐して均等に配置された散水管とを含み、前記散水管の底部に散水ノズルが均等に配置され、
前記移動冷却通路の長さは10-15mである
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項8】
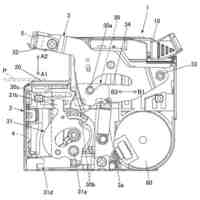
前記冷却部の後に接合部が設けられ、前記接合部はロール塗布機構とスプライス空気圧圧密機構とを含み、
前記ロール塗布機構は、樹脂スラリーを収容するキャビティと、キャビティ内に配置された攪拌ロッドと、塗布ロールと、スラリー導水管と、ロール動力機構とを含み、前記スラリー導水管は塗布ロールの表面近くに配置され、前記スラリー導水管の管体入口はスラリー内に配置され、管体出口は塗布ロール表面の上方に配置され、前記スラリー導水管は小型液体ポンプに接続され、前記塗布ロールのロール軸は垂直に配置され、前記ロール軸の底部はロール動力機構に接続され、前記塗布ロールの表面に複数の塗布ブラシが配置され、前記塗布ブラシはスラリー導水管の出口から流出する樹脂スラリーを前記塗布ロールの表面に均一に塗布するために使用され、前記塗布ロールの一部が露出しており、露出した表面が搬送ユニットに向けられ、
前記スプライス空気圧圧密機構は、空気圧機構によって制御及び調整された上圧密プレートと下支持プレートを含み、前記上圧密プレートと下支持プレートとの間に圧密木ブロックを挟むための隙間が形成され、対応する位置の搬送ユニットは下支持プレートの側辺に設けられ、搬送ユニットの搬送面は下支持プレートの上面よりも高く、前記搬送ユニットは前搬送ベルトと接続される搬送面の上方に上プッシュロッド機構が設けられ、下方に下支持プレートに接続する通路が形成され、下プッシュロッド機構が設けられ、前記上プッシュロッド機構と下プッシュロッド機構のプッシュロッドは、空気圧圧密機構に向けて伸縮移動し、移動時にプッシュロッドが搬送ユニットと接触しない
請求項1に記載の定尺圧密木の自動化生産ライン。
【請求項9】
前記接合部は、縦方向接合部と横方向接合部とであり、冷却された圧密木ブロックは縦方向接合部を経てから横方向接合部を経て、前記縦方向接合部は鋸歯状端部切断機構を含み、
前記鋸歯状端部切断機構は搬送ユニットの側辺に設けられたロールブラケットと、ロールブラケット内に設けられた鋸歯状ロールと、鋸歯状ロール動力機構と、搬送ユニットの上方に設けられた下位置決め機構とを含み、前記鋸歯状ロールは外周に鋸歯状ナイフを備えたロールホイール構造であり、前記鋸歯状ロール動力機構は前記鋸歯状ロールにロール切断動力を提供し、前記鋸歯状ロールは調整機構を介してロールブラケットに接続され、前記調整機構は鋸歯状ロールを垂直方向又は半径方向に移動させる伸縮機構又はスライド機構である
請求項8に記載の定尺圧密木の自動化生産ライン。
【請求項10】
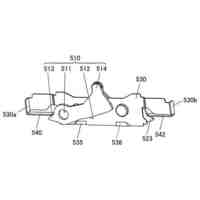
各前記接合部の後に定規部が設けられ、前記定規部は、位置制限機構と、切断機器と、木板検知機器とを含み、
前記木板検知機器は対応するマーキング位置の搬送ユニット側に配置され、前記木板検知機器の前側に上下伸縮又は反転して立設された遮断柱が設けられ、前記位置制限機構は固定ビームと、固定ビームの両側に設けられた2つの押下位置制限機構と、前記固定ビームに接続された切断機器とを含み、前記固定ビームには半径方向のスライドレールが設けられ、前記切断機器は空気式切断鋸と、空気式切断鋸の上方に配置された垂直伸縮接続機構と、垂直伸縮接続機構の上方に配置されたスライドロッドとを含み、前記スライドロッドの両端はスライドレールに嵌合し、前記スライドロッドを移動させるためのスライド動力機構が配置され、前記垂直伸縮接続機構により下方の空気式切断鋸を上下に動かして位置を調整でき、前記空気式切断鋸の鋸刃を丸鋸刃であり、その外側に保護カバーが設けられ、前記保護カバーを上方の固定ビームに固定的に接続される
請求項8に記載の定尺圧密木の自動化生産ライン。
発明の詳細な説明
【技術分野】
【0001】
本発明は、木板加工技術の分野に属し、特に定尺圧密木の自動化生産ラインに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
圧縮木は、木板をホットプレス処理により製造した硬質で、密度が大きく、強度が高い強化処理材料である。木板が圧縮されて緻密化された後、その組織構造、物理力学的性質がいずれも重大な変化を発生し-力学的強度が高まり、木板の変形が小さくなり、耐摩耗性、耐久性に優れ、それにより木板の性能を効果的に改善し、木板の利用価値を向上させる。
【0003】
従来の熱媒体油又は蒸気を利用して接触式加熱した後に圧縮する技術方法に比べ、出願人が研究した高周波が既に圧密木板に応用される技術は、高周波圧密木板の軟化が理想的で、時間が短くてエネルギー消費が低く、特許CN201910181348.8高周波圧密木板の組み合わせ生産ラインの技術的解決手段により、高周波の超短時間圧縮によるスプリングバックが深刻であるという技術的問題及び従来の圧密木板の工場化応用機器の自動化が不十分であるという欠陥を解決する。しかしながら、当該従来技術は、高周波を採用して予熱を行う時に、木板が1つずつ予熱ステーションに入って高周波予熱を行い、量産効率が高くないという欠陥が存在し、採用した水冷及び空冷冷凍機器は、作業時に効率が低く、製造プロセスが長く、接着剤塗布接合機器は、応用において同様に生産効率が低いという技術的問題が存在し、生産ラインの実際の応用には、依然として量産しにくく且つコストが高いという技術的問題が存在する。
【0004】
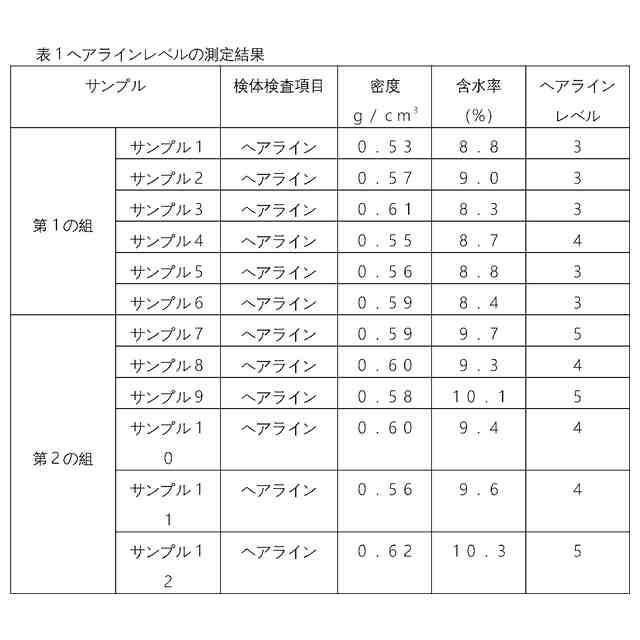
また、従来技術で生産した圧密木板の表面に一般的にヘアラインが存在し、ヘアラインが明らかで及びそれが木板の表面に多く分布する時に木板の表面の触りに凹凸感、美感が悪いことを引き起こす。
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記技術的問題を解決するために、本発明は、定尺圧密木の自動化生産ラインを提供し、機器のコストが低く、加工効率が高く且つ自動化程度が高い生産システムである。
【課題を解決するための手段】
【0006】
本発明の具体的な技術的解決手段は、以下のとおりである。
【0007】
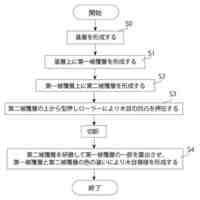
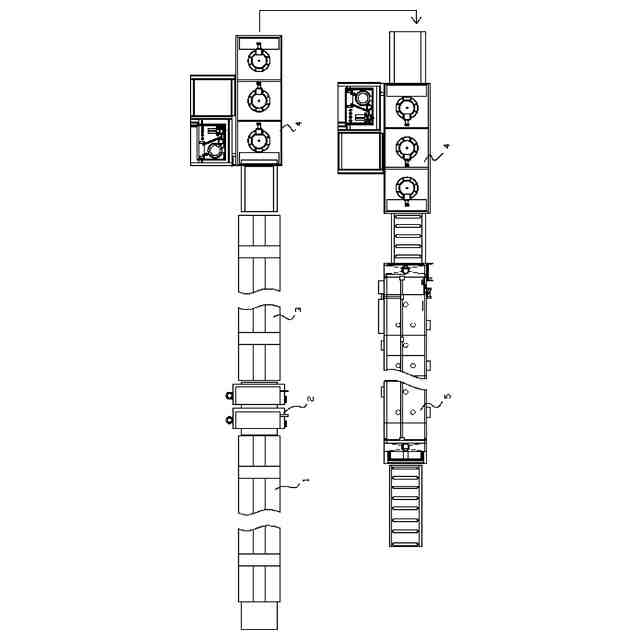
本発明は、定尺圧密木の自動化生産ラインを提供し、前記生産ラインは、搬送チェーン機構及び木板加工フローに基づいて順番に搬送チェーン機構に設置される操作機器を含み、前記操作機器は、順に、
赤外線照射通路が進行式の木板に対して照射昇温を行うように配置される第1の赤外予熱部と、
第1の赤外予熱部から予熱された木板の表面に対して散水又は塗布ロール方式により水層を塗布するように配置される水層付着部と、
赤外線照射通路が進行式の水層が付着された木板に対して2次照射昇温を行うように配置される第2の赤外予熱部と、
高周波熱圧力機器が予熱処理された木板に対して加熱圧縮処理及び硬化処理を行うように配置される高周波ホットプレス部と、
冷媒降温通路が高周波ホットプレス部により圧密された進行式の圧密木ブロックに対して冷却するように配置される冷却部と、
各部の電気機械制御システムに接続される操作装置と、を含み、
前記搬送チェーン機構に対応する各部にいずれも独立した搬送ユニットが設置される。
【0008】
生産ライン操作機器の1回目の改良について、従来の他の予熱方式を代替して赤外線照射の長い通路付きの赤外予熱部を採用し、赤外線照射の長い通路は、流れ作業中に木板が依然として十分に予熱されることを保証する。
【0009】
操作機器の2回目の改良について、水層付着部は、木板の径方向に沿って噴水する散水装置、水層をドレーン方式で木板に付着する掃き塗布又はロール塗布装置を採用することができる。ロール塗布による水層付着の技術的解決手段が好ましい。
【0010】
操作装置の3回目の改良について、高周波ホットプレス部は、2組の搬送チェーンに沿って前後に設置されてそれぞれ木板に対して加熱圧縮処理及び硬化処理を行うための高周波ホットプレス装置及び高周波ホットプレス装置の入側に設置された木板自動輸送機器を含む。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
3か月前
個人
わら縄針金造形木
4か月前
株式会社日本設計
耐火木材
5か月前
株式会社日本設計
耐火木材
4か月前
個人
輪切り板材の加工方法
11か月前
株式会社大和工務店
構面構造
8か月前
アイカ工業株式会社
化粧板の製造方法
5か月前
恒成株式会社
木製荷受台製造装置
9か月前
株式会社ノダ
木削薄片板および床材
4か月前
株式会社ノダ
木削薄片板および床材
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
5か月前
宮川工機株式会社
プレカット加工装置
2か月前
舛元木工株式会社
フレーム材の端部処理方法
3か月前
三和合板株式会社
化粧板の製造装置
2か月前
旭興進株式会社
人工木材及びその製造方法
4か月前
株式会社カスタム・クール・センター
ヤスリ工具
10か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
1か月前
株式会社ノダ
不燃繊維板およびその製造方法
6か月前
マックス株式会社
リフィル
2か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
5か月前
ホクシン株式会社
中質繊維板の製造装置および製造方法
11か月前
株式会社大林組
木質板材の加工方法
15日前
個人
入隅部用補強具
11か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
5か月前
デンカ株式会社
敷板
5か月前
株式会社トーアエンジニアリング
プレカット加工方法
5か月前
株式会社マキタ
卓上切断機
6か月前
株式会社マキタ
卓上切断機
11か月前
マックス株式会社
ステープラ
2か月前
マックス株式会社
ステープラ
7か月前
マックス株式会社
ステープラ
1か月前
マックス株式会社
ステープラ
1か月前
マックス株式会社
ステープラ
7か月前
株式会社マキタ
テーブルソー
5か月前
株式会社マキタ
テーブルソー
5か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ