TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024039158
公報種別
公開特許公報(A)
公開日
2024-03-22
出願番号
2022143494
出願日
2022-09-09
発明の名称
板材昇降式横型ホットプレス装置
出願人
株式会社太平製作所
代理人
個人
,
個人
,
個人
主分類
B27D
3/02 20060101AFI20240314BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】加熱圧締部に対する導入・導出スピードの高速化を容易とし、サイクルタイムの短縮を図ることのできる板材昇降式横型ホットプレス装置を提供する。
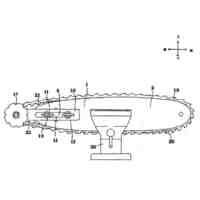
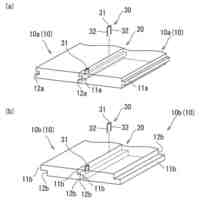
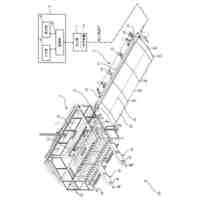
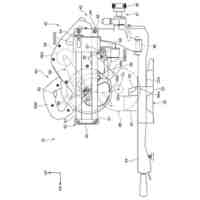
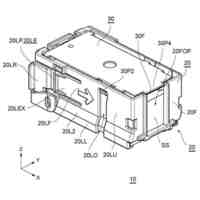
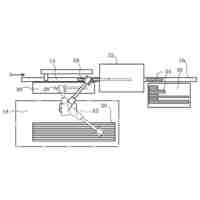
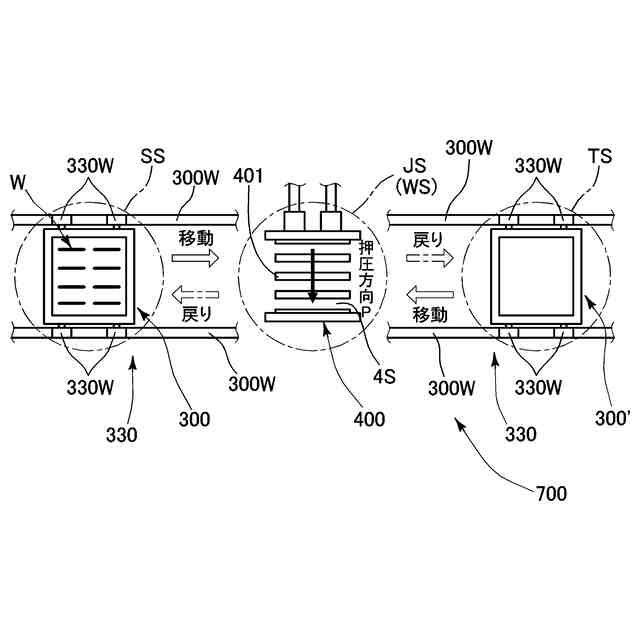
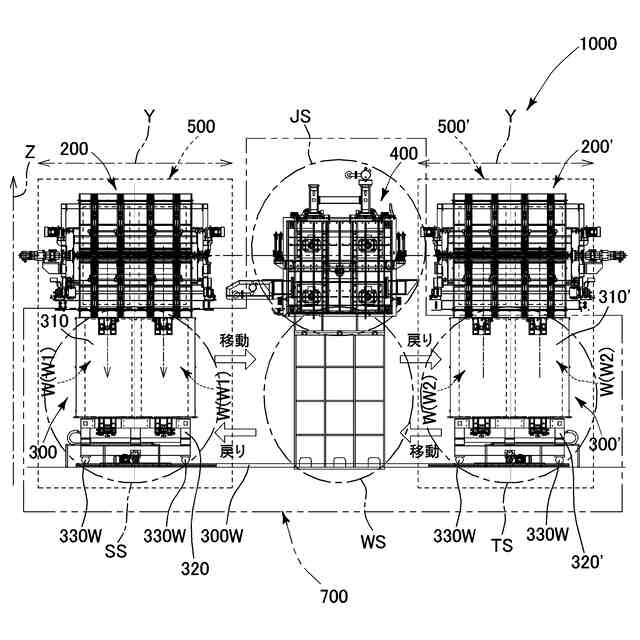
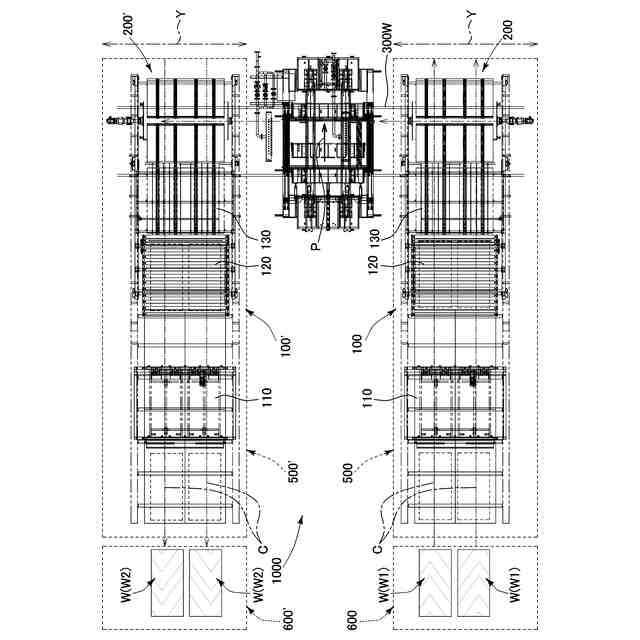
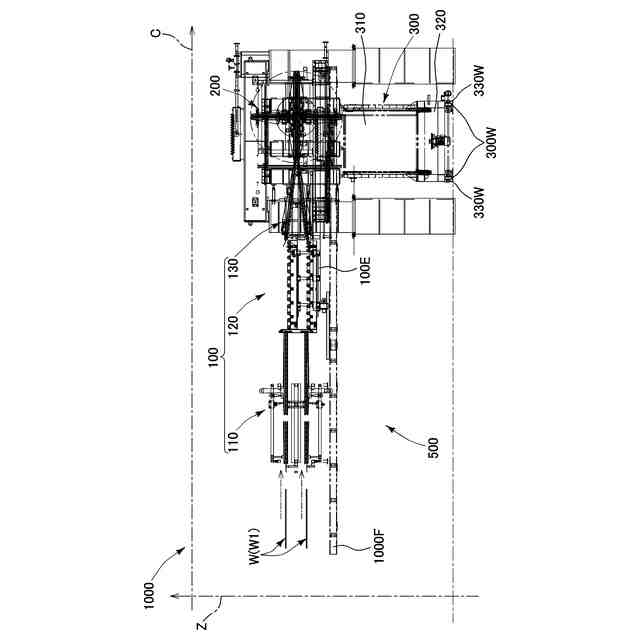
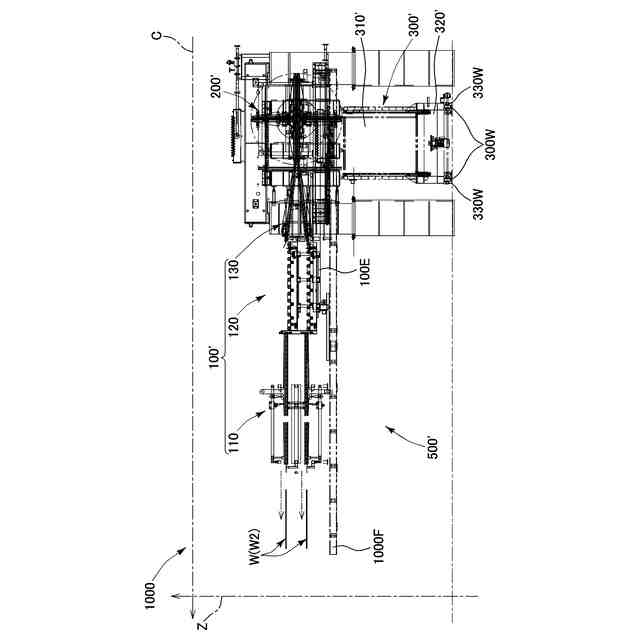
【解決手段】板材Wよりも高い位置にある作業ステーションJSに配置され、起立状態の複数の板材Wを複数の熱板401間に挟み込み加熱加圧する加熱圧締部400と、板材Wの端面を起立状態に保持し、一斉上昇させて熱板401間に導入するとともに、加熱圧締部400直下の待機ステーションWSと、待機ステーションWS近傍の供給ステーションSSとの間を押圧方向と直交する方向に沿って移動可能なローダ部300と、加熱圧締部400の加熱加圧後に熱板401間から導出された複数の板材Wを起立状態で受け止め、下降させて収容するとともに、待機ステーションWSと待機ステーションWS近傍の取出ステーションTSとの間を押圧方向と直交する方向に沿って移動可能なアンローダ部300’とを有する。
【選択図】図20
特許請求の範囲
【請求項1】
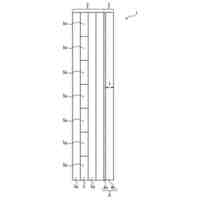
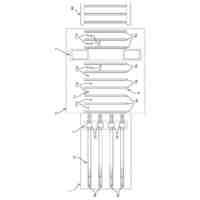
地上からの高さが矩形状の被処理板材の長辺又は短辺の長さよりも高い位置に設定された作業ステーションに配置され、上下方向の接触面を有する複数の熱板の相互間に縦長状又は横長状で起立状態の被処理板材を各々挟み込み、被処理板材の厚さ方向を押圧方向として一斉に加熱加圧する加熱圧締部と、
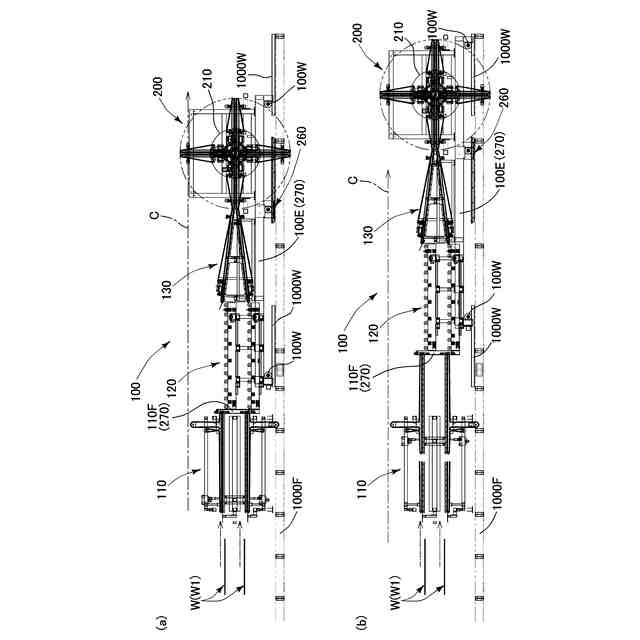
複数の被処理板材の短辺側又は長辺側端面を厚さ方向に所定の間隔をあけて縦長状又は横長状の起立状態に保持し、各被処理板材の短辺側又は長辺側端面を下側から支えつつ上昇させて対応する熱板間に導入するための搬入側起立収容棚を有するとともに、前記加熱圧締部の直下に設定された待機ステーションと、平面視で前記待機ステーションの近傍に設定された供給ステーションとの間を、前記押圧方向と直交する方向又は押圧方向と重なり合う方向に沿って移動可能な搬入側収容台車に前記搬入側起立収容棚が搭載されたローダ部と、
前記加熱圧締部の加熱加圧後に対応する熱板間から各々導出された複数の処理済板材の短辺側又は長辺側端面を厚さ方向に所定の間隔をあけて縦長状又は横長状の起立状態で受け止め保持し、各処理済板材の短辺側又は長辺側端面を下側から支えつつ下降させて収容するための搬出側起立収容棚を有するとともに、前記待機ステーションと、平面視で前記待機ステーションの近傍であって前記供給ステーションとは異なる位置に設定された取出ステーションとの間を、前記押圧方向と直交する方向又は押圧方向と重なり合う方向に沿って移動可能な搬出側収容台車に前記搬出側起立収容棚が搭載されたアンローダ部と、
を備えることを特徴とする板材昇降式横型ホットプレス装置。
続きを表示(約 1,000 文字)
【請求項2】
前記供給ステーションにおいて前記ローダ部に起立状態に収容された複数の被処理板材は、前記搬入側収容台車とともに前記待機ステーションまで移動し、前記搬入側起立収容棚によって下側から支えられつつ上昇し、前記作業ステーションにおいて前記加熱圧締部の対応する熱板間に導入された後、
前記加熱圧締部の加熱加圧中には、前記搬入側収容台車が前記搬入側起立収容棚を空の状態で搭載して前記待機ステーションから前記供給ステーションへ戻るのと入れ替わりに、前記搬出側収容台車が前記搬出側起立収容棚を空の状態で搭載して前記取出ステーションから前記待機ステーションへ移動し、
前記作業ステーションにおいて前記加熱圧締部の対応する熱板間から各々導出された複数の処理済板材は、前記搬出側起立収容棚によって起立状態に保持され、かつ下側から支えられつつ下降し、前記待機ステーションにおいて前記アンローダ部に収容され、前記搬出側収容台車とともに前記取出ステーションへ戻る請求項1に記載の板材昇降式横型ホットプレス装置。
【請求項3】
前記搬入側起立収容棚は、複数の被処理板材を下側から受け止め、起立状態のまま鉛直方向に沿って一斉に昇降可能であり、
前記搬出側起立収容棚は、複数の処理済板材を下側から受け止め、起立状態のまま鉛直方向に沿って一斉に昇降可能である請求項1又は請求項2に記載の板材昇降式横型ホットプレス装置。
【請求項4】
前記搬入側収容台車は、前記待機ステーションと前記供給ステーションとの間を平面視において前記押圧方向と直交する水平方向に移動可能であり、
前記搬出側収容台車は、前記待機ステーションと前記取出ステーションとの間を平面視において前記押圧方向と直交する水平方向に移動可能である請求項1又は請求項2に記載の板材昇降式横型ホットプレス装置。
【請求項5】
前記搬入側収容台車及び前記搬出側収容台車は、前記待機ステーション、前記供給ステーション及び前記取出ステーションの相互間を地上同一高さで一直線状に繋ぐ水平レール上を移動可能である請求項4に記載の板材昇降式横型ホットプレス装置。
【請求項6】
前記搬入側起立収容棚と前記搬出側起立収容棚とは同一構造を有するとともに、前記搬入側収容台車と前記搬出側収容台車とは同一構造を有し、
前記ローダ部と前記アンローダ部とは相互に置換可能である請求項1又は請求項2に記載の板材昇降式横型ホットプレス装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材昇降式横型ホットプレス装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
合板、化粧板、繊維板、パーティクルボード、ベニヤ単板等の木質系で矩形状の板材(被処理板材)を加熱加圧して所定の板厚に成形する多段プレス装置(ホットプレス)において、起立状態に保持された複数の板材の各々を、鉛直方向に垂下して対向配置された複数の熱板の間に搬入して加熱加圧する横型方式が知られている。この横型方式(横型ホットプレス)は、水平方向に保持された板材と熱板とを上下方向に交互に積み重ねて加熱加圧する縦型方式(縦型ホットプレス)に比して、板材や熱板自身の重量の影響による成形ムラ(板厚の不揃い)が発生しにくい利点を有する。
【0003】
そして、このような横型ホットプレスにおいて例えば特許文献1~3には、多数の被処理板材を水平状態(倒伏状態)から所定間隔で並ぶ垂直状態(起立状態)に連続的に姿勢変更させる供給手段が提案されている。これらの供給手段は、多数の被処理板材を倒伏状態から起立状態へ次々と姿勢変更できるので、起立状態に整列された被処理板材をホットプレス部(すなわち加熱圧締部)の熱板間へ一斉に搬入することが可能となる。
【0004】
また、特許文献1~3には、多数の処理済板材を所定間隔で並ぶ垂直状態(起立状態)から水平状態(倒伏状態)に連続的に姿勢変更させる排出手段が提案されている。これらの排出手段は、多数の加熱加圧後の板材(処理済板材)を起立状態から倒伏状態へ次々と姿勢変更できるので、ホットプレス部の熱板間から起立状態で一斉に取り出された処理済板材を倒伏状態へ整列し直して搬出することが可能となる。
【0005】
ところで、特許文献1~3の例示からも見て取れるように、横型ホットプレスにおいては、加熱加圧直前の各被処理板材を供給手段からホットプレス部へ停滞、詰り等の異常を発生させることなく円滑に搬入する(取り込む)こと、及び加熱加圧直後の各処理済板材をホットプレス部から排出手段へ停滞、詰り等の異常を発生させることなく円滑に搬出する(取り出す)ことは、ホットプレス部で各板材に変形、損傷等の欠陥を発生させることなく加熱加圧することと並んで、あるいはそのこと以上に重要なテーマである。
【0006】
このうち特許文献1,2においては、ホットプレス部の上流側に位置する搬入側搬送部において、繊維方向が前後方向となる横長状の起立状態に姿勢変更された各被処理板材の長辺側端面が搬入体(搬入コンベヤ)の水平な搬送面で受け止められ、次に加熱加圧直前の各被処理板材を熱板間に搬入し加熱加圧直後の各処理済板材を熱板間から搬出するために、起立状態の各板材はホットプレス部の下部に配置された搬送体(搬送コンベヤ)の水平な搬送面に受け継がれ、さらに下流側に位置する搬出側搬送部において、起立状態の各処理済板材は搬出体(搬出コンベヤ)の水平な搬送面に受け継がれた後倒伏状態へ姿勢変更される。
【0007】
そして、特許文献1,2では、搬入体、搬送体及び搬出体の三者間で被処理板材及び処理済板材を円滑に受け渡すために、中間的な搬送手段(例えば補助搬入体、補助搬出体)や調整手段(例えば搬入体回動機構、搬出体回動機構)を付加し、上記三者の各搬送面に対して位置関係の調整(高さ位置合わせ)を行って、受け継ぐ際に各板材の停滞、詰り等の異常発生の防止を図っている。よって、特許文献1,2のように、ホットプレス部の下部に配置された搬送体に対する中間搬送手段、調整手段等の増設は、各板材の円滑な搬送受け渡しを可能とするが、その反面搬入・搬出構造の複雑化(ひいては設備費の高騰)や各搬送面の位置調整の煩雑化を招く要因ともなる。
【0008】
一方、特許文献3においては、ホットプレス部の上流側に位置する搬入側搬送部において、繊維方向が上下方向となる横長状の起立状態に姿勢変更された各被処理板材の上部が搬入用把持部材で把持され、ホットプレス部の周囲を迂回した後上方から熱板間に移送(搬入)され、さらに下流側に位置する搬出側搬送部において、上部を搬出用把持部材で把持された各処理済板材が起立状態で熱板間から上方へ取り出され、ホットプレス部の周囲を迂回した後倒伏状態へ姿勢変更されて移送(搬出)される。
【0009】
このように、特許文献3では、ホットプレス部の下部に搬送体を設けず、中間搬送手段や調整手段も不要となり、搬入・搬出構造の簡素化(設備費の抑制)や各搬送面の位置調整の簡略化が図られている。しかし、各板材は、把持部材による宙吊り状態となってホットプレス部の周囲を迂回して移送(搬入、搬出)されるので、移送開始時・移送停止時等の速度変化発生時(加減速時)に発生する慣性力や風圧を受けてバタつきを生じ、姿勢が不安定になって停滞、詰り等の異常が発生するおそれがある(特に単板のような薄く軽量な板材を高速で移送するときに顕著に現れる)。よって、特許文献3のように、把持部材で各板材の上部を把持して移送することは、搬入・搬出構造の簡素化や各搬送面の位置調整の簡略化に寄与するが、その反面ホットプレス部に対する搬入・搬出スピードの高速化が困難となり、サイクルタイムの短縮を図る上で障害となるおそれがある。
【先行技術文献】
【特許文献】
【0010】
特許第4776440号公報
特許第4776441号公報
特許第5590928号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
1か月前
個人
わら縄針金造形木
2か月前
個人
チェンソーの目立て用具
11か月前
個人
爪楊枝およびその製造方法
10か月前
株式会社日本設計
耐火木材
2か月前
個人
輪切り板材の加工方法
9か月前
株式会社日本設計
耐火木材
3か月前
株式会社大和工務店
構面構造
6か月前
アイカ工業株式会社
化粧板の製造方法
3か月前
恒成株式会社
木製荷受台製造装置
7か月前
株式会社ノダ
木削薄片板および床材
2か月前
宮川工機株式会社
プレカット加工装置
24日前
舛元木工株式会社
フレーム材の端部処理方法
1か月前
工機ホールディングス株式会社
作業機
3か月前
工機ホールディングス株式会社
切断機
10か月前
太田ベニヤ株式会社
木型用合板の製造方法
11か月前
三和合板株式会社
化粧板の製造装置
1か月前
三商株式会社
難燃処理木質建材及びその製造方法
11か月前
旭興進株式会社
人工木材及びその製造方法
2か月前
株式会社カスタム・クール・センター
ヤスリ工具
8か月前
株式会社ノダ
不燃繊維板およびその製造方法
4か月前
マックス株式会社
リフィル
24日前
ホクシン株式会社
中質繊維板の製造装置および製造方法
9か月前
個人
入隅部用補強具
9か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
3か月前
株式会社ノダ
化粧板の製造方法
12か月前
三菱鉛筆株式会社
再生自然素材
10か月前
株式会社マキタ
卓上切断機
9か月前
株式会社マキタ
切断工具
12か月前
株式会社マキタ
卓上切断機
5か月前
デンカ株式会社
敷板
3か月前
株式会社トーアエンジニアリング
プレカット加工方法
3か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
3か月前
マックス株式会社
ステープラ
6か月前
マックス株式会社
ステープラ
6か月前
マックス株式会社
ステープラ
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ