TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024011263
公報種別
公開特許公報(A)
公開日
2024-01-25
出願番号
2022113138
出願日
2022-07-14
発明の名称
木型用合板の製造方法
出願人
太田ベニヤ株式会社
代理人
個人
主分類
B27M
1/00 20060101AFI20240118BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】反りや捻れ等を防止するために設けられた切込を含む部分の密度の低下を抑えることができ、これによってレーザー光線による熱切断加工時の焼損を抑えることができる木型用合板を提供する。
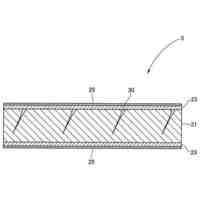
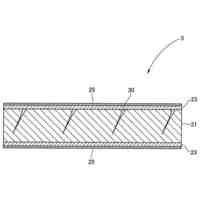
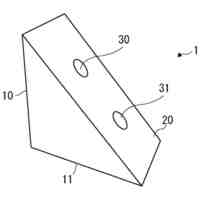
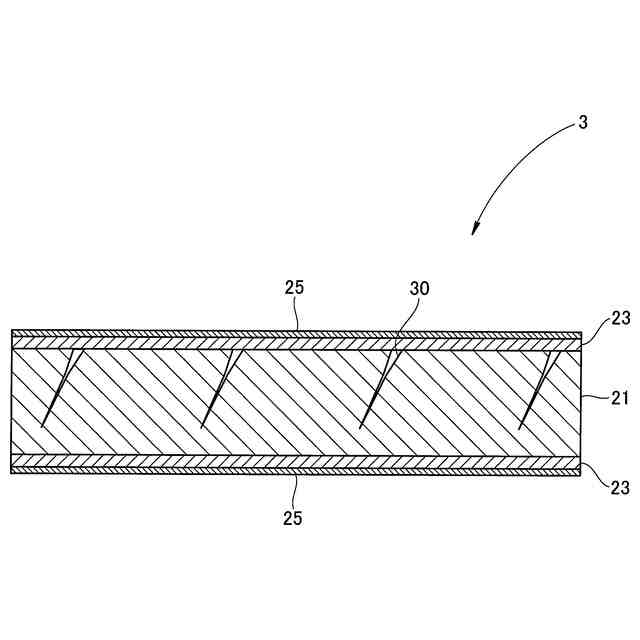
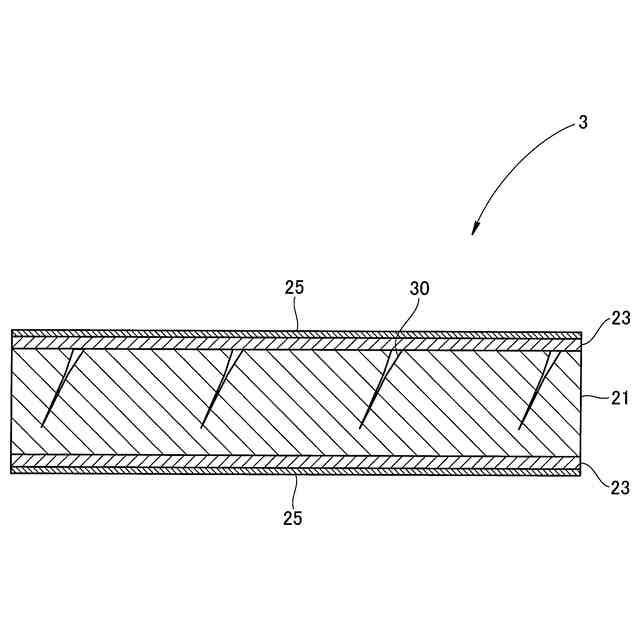
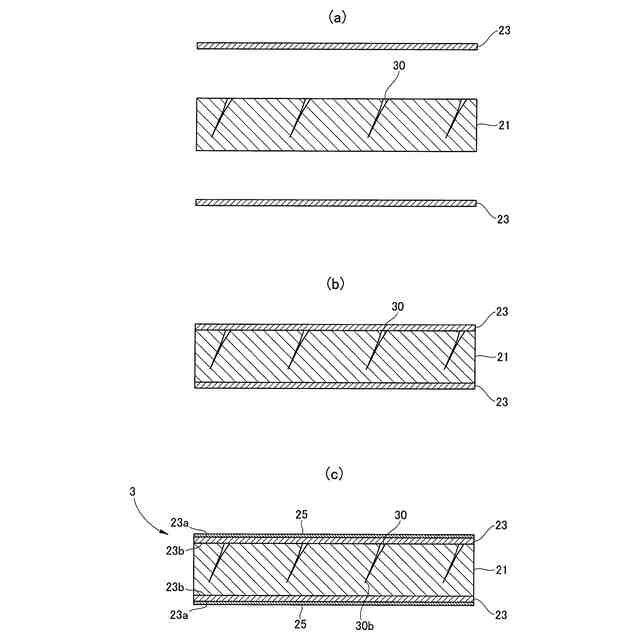
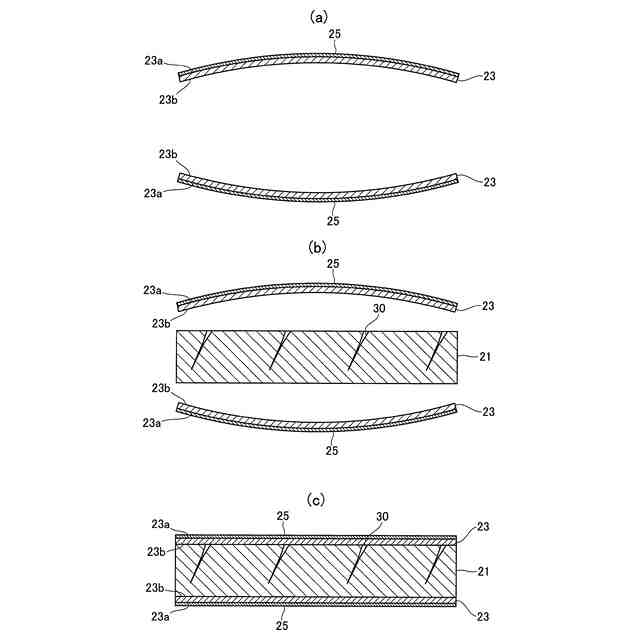
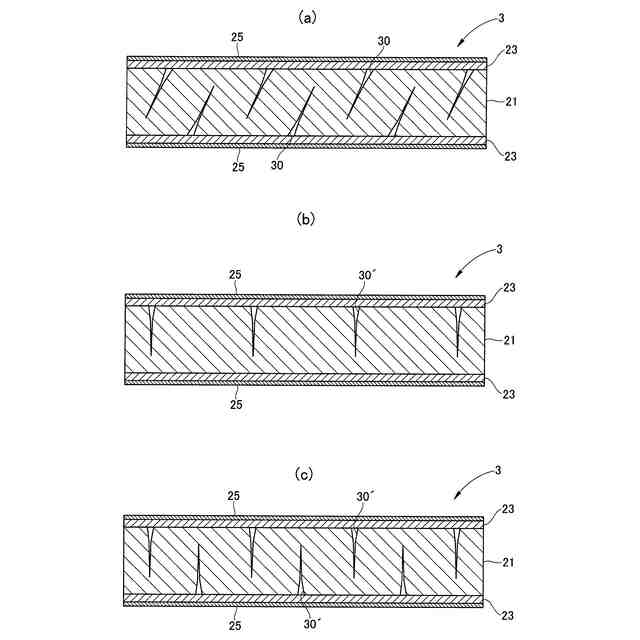
【解決手段】加工刃が植設されてなる木型の基材として用いられる木型用合板3であって、木質繊維を分断する切込30を有する合板本体21と、切込30を覆うように合板本体21に接着される被覆板23と、被覆板23を覆うように形成されるコーティング層25とを備えるものとする。
【選択図】図3
特許請求の範囲
【請求項1】
加工刃が植設されてなる木型の基材として用いられる木型用合板であって、
木質繊維を分断する切込を有する合板本体と、
前記切込を覆うように前記合板本体に接着される被覆板と、
前記被覆板を覆うように形成されるコーティング層と、
を備える木型用合板。
続きを表示(約 830 文字)
【請求項2】
前記切込の最も深度が大きい部分及びその近傍における前記切込の両側の前記合板本体部分が密着されている請求項1に記載の木型用合板。
【請求項3】
前記切込は、前記合板本体の厚み方向に対して斜めに切り込むように形成される請求項1又は2に記載の木型用合板。
【請求項4】
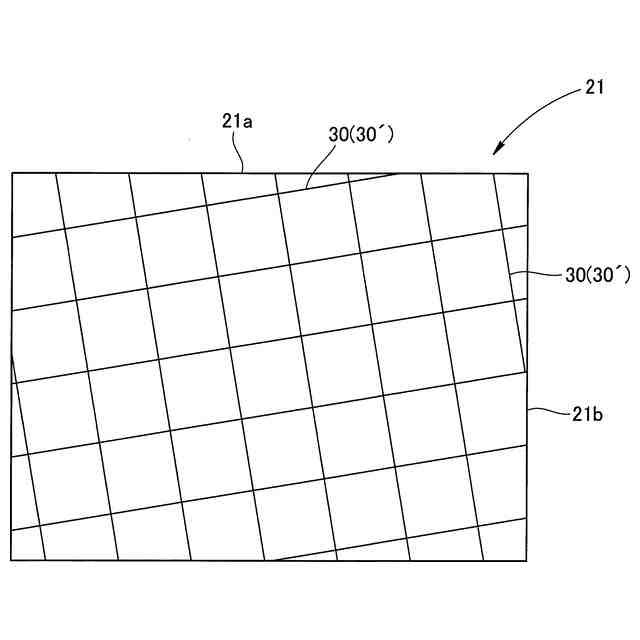
前記切込は、前記合板本体の少なくとも一辺に対して斜め方向に形成される請求項1又は2に記載の木型用合板。
【請求項5】
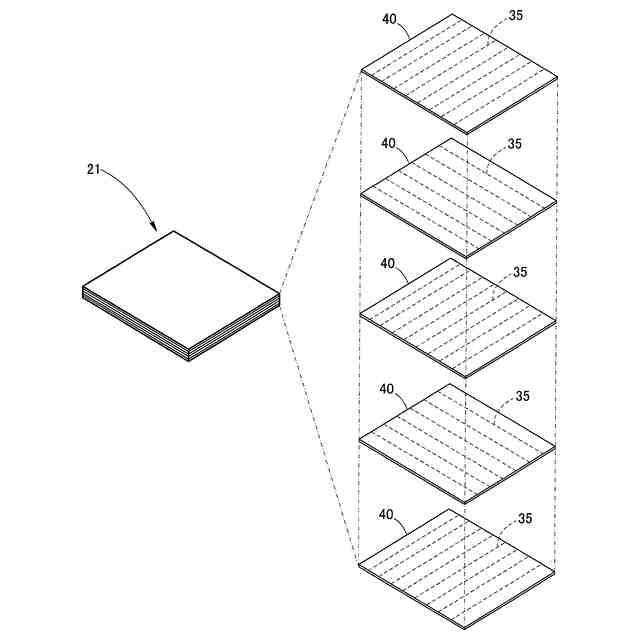
前記合板本体は、前記切込が形成された単板が複数積層されて構成される請求項1又は2に記載の木型用合板。
【請求項6】
前記コーティング層を形成することによって前記被覆板に生じた反りを無くすように前記被覆板が前記合板本体に接着される請求項1又は2に記載の木型用合板。
【請求項7】
前記コーティング層は、抗ウイルス作用、抗菌作用、防虫作用、及び防カビ作用のうちの少なくとも一つ以上の作用を有する請求項1又は2に記載の木型用合板。
【請求項8】
加工刃が植設されてなる木型の基材として用いられる木型用合板の製造方法であって、
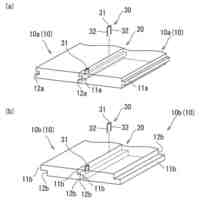
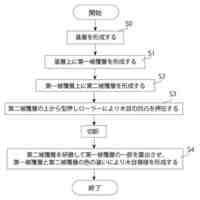
木質繊維を分断する切込を有する合板本体に、前記切込を覆うように被覆板を接着する被覆板接着工程と、
前記被覆板を覆うようにコーティング層を形成するコーティング層形成工程と、
を包含する木型用合板の製造方法。
【請求項9】
加工刃が植設されてなる木型の基材として用いられる木型用合板の製造方法であって、
被覆板を覆うようにコーティング層を形成するコーティング層形成工程と、
木質繊維を分断する切込を有する合板本体に、前記コーティング層を形成することによって反りが生じた前記被覆板を、前記切込を覆い、且つ前記反りを無くすように接着する被覆板接着工程と、
を包含する木型用合板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工刃が植設されてなる木型の基材として用いられる木型用合板、及び当該木型用合板の製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
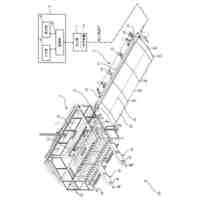
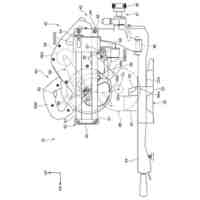
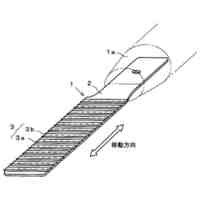
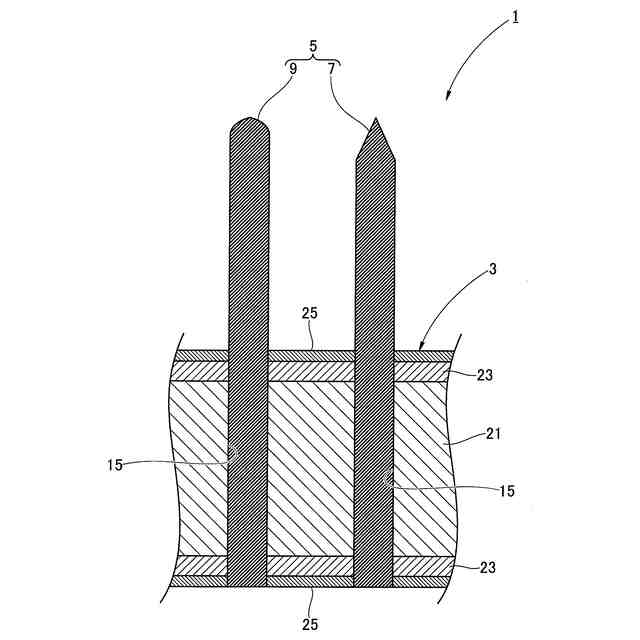
紙器等の展開形態であるシート状のブランクは、一般的に、木型を用いて製造される。木型の基材としては、木型用合板が広く用いられている。木型は、木型用合板に打抜き刃や罫線押し刃等の加工刃が植設されて構成されている。木型用合板に加工刃を植設するにあたっては、ブランク形状やブランクの折目に対応するようにレーザー光線を木型用合板に照射することにより、加工刃を差し込むための細幅で厚み方向に貫通した差込溝が木型用合板に形成される。そして、形成した差込溝に加工刃を差し込んで木型用合板に植設することにより、トムソン抜型等の木型が組み立てられる。
【0003】
上記のような木型において、高い加工精度を確保するためには、木型用合板に形成される差込溝を適正な溝幅に形成することは勿論のこと、木型用合板自体の反りや捻れ等の発生を防止することが必要である。木型用合板自体の反りや捻れ等の発生を防止する手法としては、木型用合板の芯部を構成する合板本体に木質繊維を分断するように切込を設けるというものがある(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-218034号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1において、反りや捻れ等を防止して高い精度の木型用合板を製造しようとした場合、合板本体に設けられる切込は、合板本体の厚みに対して、例えば6~7割程度の深さまで設けられればよいとされており、専用の刃物を用いて合板本体の一側板面から他側板面に向かって切り込むことによって形成される。
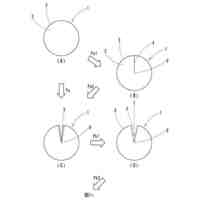
【0006】
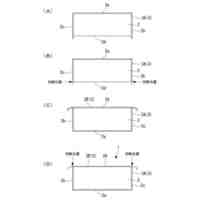
刃物は、腹部の厚みが最も大きく、刃先側に進むに従って厚みが小さくなる。このような刃物によって合板本体に切込が形成された場合、深度が小さい部分(浅い部分)では切込の隙間が最も大きく、深度が大きくなるにつれて切込の隙間が小さくなり、最も深度が大きい部分では木質繊維が分断されるものの、木質繊維の弾性によって切込を挟む両側の合板本体部分が接触状態にある。このように、切込を含む部分においては、刃物で切り込むことによって不可避的に生じる隙間によって切込を含まない部分に対し密度が相対的に低下する。このため、木型用合板においては、切込を含む部分と含まない部分とで密度にバラツキが生じることになる。
【0007】
ところで、加工刃差込用の差込溝を形成する際において、木型用合板に照射されるレーザー光線は、切込を含まない相対的に高密度の部分に照射した場合においても差込溝を熱切断により形成することができる出力に設定されている。このような出力に設定されたレーザー光線を用いて、木型用合板における切込を含まない相対的に高密度の部分に差込溝を形成する場合は問題なく熱切断が行われて差込溝を適正な溝幅に形成することができる。しかしながら、レーザー光線の出力が同じであっても、木型用合板における切込を含む相対的に低密度の部分に差込溝を形成する場合は、熱切断が過剰に進み、焼損によって適正な溝幅よりも大きな溝幅となってしまうことがある。適正な溝幅よりも大きな溝幅の差込溝に加工刃を差し込んで植設した場合、加工刃の植込み状態に緩みが生じ、ブランクの加工精度が悪くなる。
【0008】
本発明は、上記の課題に鑑みてなされたものであり、反りや捻れ等を防止するために設けられた切込を含む部分の密度の低下を抑えることができ、これによってレーザー光線による熱切断加工時の焼損を抑えることができる木型用合板、及び木型用合板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するための本発明に係る木型用合板の特徴構成は、
加工刃が植設されてなる木型の基材として用いられる木型用合板であって、
木質繊維を分断する切込を有する合板本体と、
前記切込を覆うように前記合板本体に接着される被覆板と、
前記被覆板を覆うように形成されるコーティング層と、
を備えることにある。
【0010】
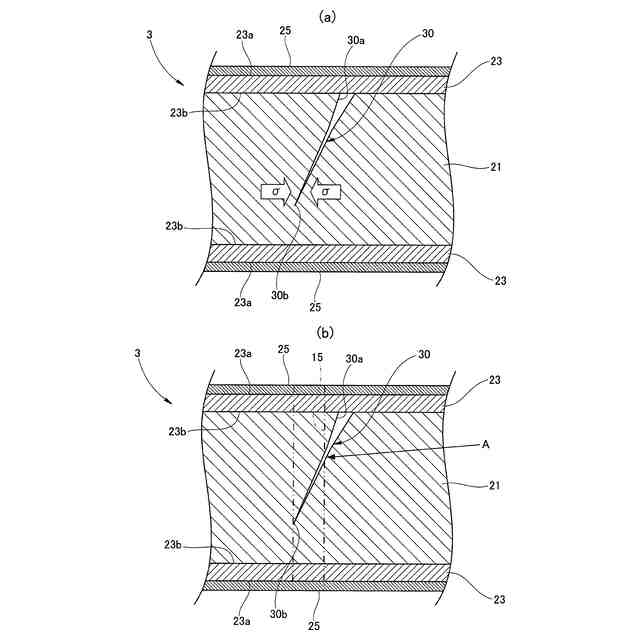
本構成の木型用合板によれば、被覆板を覆うようにコーティング層が形成されるので、被覆板において、コーティング層によって覆われる側の板面(コーティング側板面)からの水分の蒸散は、合板本体に接着される側の板面(非コーティング側板面)からの水分の蒸散よりも抑えられることになる。このため、被覆板において、水分の蒸散は、コーティング側板面よりも非コーティング側板面の方が相対的に進み、コーティング側板面よりも非コーティング側板面の方の収縮作用が進むことになる。これにより、被覆板がコーティング側板面の側に凸状となるような反りを生じさせる力に起因して、合板本体の内部には、板厚方向に引張応力が残留するとともに、板面に沿う方向に圧縮応力が残留する。合板本体における切込を含む部分は、断面形状が急変するところである。すなわち、切込の深度が小さい部分では切込の隙間が相対的に大きく、切込の深度が大きくなるにつれて切込の隙間が小さくなり、切込の最も深度が大きい部分及びその近傍は木質繊維が分断されるものの、木質繊維の弾性によって切込を挟む両側の合板本体部分が接触状態にある。合板本体の内部に残留する引張応力及び圧縮応力のうち、圧縮応力は、相対的に隙間が大きい切込の深度が小さい部分及びその近傍には作用せず、その分、切込の両側の合板本体部分が接触状態にある切込の最も深度が大きい部分及びその近傍に集中する(いわゆる応力集中)。このため、切込の最も深度が大きい部分及びその近傍における切込の両側の合板本体部分が密着され、この密着された部分の密度がその周辺の密度に対して相対的に増加して大きくなる。木型用合板における切込を含む部分においては、切込を設けることに伴い不可避的に生じる隙間によって密度が低下するものの、切込の最も深度が大きい部分及びその近傍の密度が増加して大きくなる。その結果、木型用合板における切込を含む部分の深さ方向全体の密度の低下を抑えることができる。こうして、反りや捻れ等を防止するために設けられた切込を含む部分の密度の低下を抑えることができるので、当該部分にレーザー光線を照射した際のレーザー光線による熱切断加工時の焼損を抑えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
太田ベニヤ株式会社
木型用合板
11か月前
個人
薪割り台
1か月前
個人
わら縄針金造形木
2か月前
個人
チェンソーの目立て用具
11か月前
個人
爪楊枝およびその製造方法
10か月前
株式会社日本設計
耐火木材
2か月前
個人
輪切り板材の加工方法
9か月前
株式会社日本設計
耐火木材
3か月前
株式会社大和工務店
構面構造
6か月前
アイカ工業株式会社
化粧板の製造方法
3か月前
恒成株式会社
木製荷受台製造装置
7か月前
株式会社ノダ
木削薄片板および床材
2か月前
宮川工機株式会社
プレカット加工装置
22日前
舛元木工株式会社
フレーム材の端部処理方法
1か月前
工機ホールディングス株式会社
作業機
3か月前
工機ホールディングス株式会社
切断機
10か月前
太田ベニヤ株式会社
木型用合板の製造方法
11か月前
三和合板株式会社
化粧板の製造装置
29日前
三商株式会社
難燃処理木質建材及びその製造方法
11か月前
旭興進株式会社
人工木材及びその製造方法
2か月前
株式会社カスタム・クール・センター
ヤスリ工具
8か月前
株式会社ノダ
不燃繊維板およびその製造方法
4か月前
マックス株式会社
リフィル
22日前
ホクシン株式会社
中質繊維板の製造装置および製造方法
9か月前
個人
入隅部用補強具
9か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
3か月前
株式会社ノダ
化粧板の製造方法
12か月前
三菱鉛筆株式会社
再生自然素材
10か月前
株式会社マキタ
卓上切断機
9か月前
株式会社マキタ
切断工具
12か月前
株式会社マキタ
卓上切断機
4か月前
デンカ株式会社
敷板
3か月前
株式会社トーアエンジニアリング
プレカット加工方法
3か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
3か月前
マックス株式会社
ステープラ
5か月前
マックス株式会社
ステープラ
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ