TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025172201
公報種別
公開特許公報(A)
公開日
2025-11-20
出願番号
2025154958,2024528725
出願日
2025-09-18,2023-06-05
発明の名称
溶接管の製造方法、溶接管の製造装置および溶接管
出願人
三菱電機株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
15/00 20060101AFI20251113BHJP(工作機械;他に分類されない金属加工)
要約
【課題】不活性ガスを用いることなく溶接部の酸化を抑制できる溶接管の製造方法および溶接管の製造装置を提供する。
【解決手段】
溶接管の製造方法は、真空の空間を有する真空室の内部で、帯状金属板2の、帯が延在する方向にある一端側に位置する第一部分を幅方向へ管状に湾曲させることにより、管状体3に第一部分を成形する工程と、真空室の内部で第一部分に形成された管状体3が有する第一端面と第二端面とに電子ビームを衝突させて第一端面と第二端面を互いに溶接することにより、第一部分に溶接管を作製する工程と、真空室の内部で、帯状金属板2の一端側にある溶接管の一端部分を潰して溶接管の一端部分を封止する工程と、を備える。管状体3に第一部分を成形する工程と溶接管を作製する工程は、溶接管の一端部分が封止された状態で行われる。
【選択図】図2
特許請求の範囲
【請求項1】
真空の空間を有する真空室の内部で、帯状金属板の、帯が延在する方向にある一端側に位置する第一部分を幅方向へ管状に湾曲させることにより、前記帯状金属板の前記幅方向にある第一端面と前記第一端面の反対側にある第二端面とが向かい合わせられた形状の管状体に前記第一部分を成形する工程と、
前記真空室の内部で前記第一部分に形成された前記管状体が有する前記第一端面と前記第二端面とに電子ビームを衝突させて前記第一端面と前記第二端面を互いに溶接することにより、前記第一部分に溶接管を作製する工程と、
前記真空室の内部で、前記帯状金属板の前記一端側にある前記溶接管の一端部分を潰して前記溶接管の前記一端部分を封止する工程と、
を備え、
前記管状体に前記第一部分を成形する工程と前記溶接管を作製する工程は、前記溶接管の前記一端部分が封止された状態で行われる、
溶接管の製造方法。
続きを表示(約 2,300 文字)
【請求項2】
前記真空室の内部で前記帯状金属板の板面に溝を形成する工程をさらに備え、
前記溶接管を作製する工程では、前記溝が形成された板面を内側に向けた状態で前記帯状金属板を湾曲させることにより形成された前記管状体の前記第一端面と前記第二端面とに、前記真空室の内部で前記電子ビームを衝突させて前記第一端面と前記第二端面を互いに溶接する、
請求項1に記載の溶接管の製造方法。
【請求項3】
前記溝を形成する工程では、前記真空室の内部で前記帯状金属板の前記一端側にある前記第一部分の板面に前記溝を形成し、
前記溶接管を作製する工程では、前記溝が形成された板面を内側に向けた状態で、前記帯状金属板が有する前記第一部分を湾曲させることにより前記第一部分に形成された前記管状体の前記第一端面と前記第二端面とに、前記真空室の内部で前記電子ビームを衝突させて前記第一端面と前記第二端面を互いに溶接する、
請求項2に記載の溶接管の製造方法。
【請求項4】
前記帯状金属板を前記一端側から前記真空室に送り込む工程と、前記第一部分に作製された前記溶接管を前記真空室から送り出す工程と、をさらに備え、
前記真空室には、
前記帯状金属板の前記一端側が送り込まれて、前記管状体に前記第一部分を成形する工程と前記溶接管を作製する工程とが行われる第一真空室と、
前記第一真空室の前記帯状金属板の前記一端側が送り込まれる側に配置され、前記第一真空室と隣接し、前記第一真空室よりも真空度が低い第二真空室と、
前記第一真空室の前記溶接管が送り出される側に配置され、前記第一真空室と隣接し、前記第一真空室よりも真空度が低い第三真空室と、
が設けられており、
前記帯状金属板を前記真空室に送り込む工程では、前記第二真空室を経由して、前記帯状金属板を前記第一真空室に送り込み、
前記溶接管を前記真空室から送り出す工程では、前記第三真空室を経由して、前記溶接管を前記第一真空室から外部へ送り出す、
請求項1に記載の溶接管の製造方法。
【請求項5】
前記溶接管を作製する工程では、前記溶接管の前記一端部分が封止され、前記溶接管の内部空間が前記真空室の内部と同じ真空である、
請求項1に記載の溶接管の製造方法。
【請求項6】
前記溶接管を作製する工程は、真空ゲージにより、前記第一端面と前記第二端面とに前記電子ビームを衝突させる空間の真空度を測定し、該真空度の測定値に基づいて溶接欠陥の有無を判定する工程を含む、
請求項1に記載の溶接管の製造方法。
【請求項7】
前記第一部分に前記溶接管を作製する工程は、前記第一端面と前記第二端面とに前記電子ビームを衝突させる空間と連通するもう一つの空間にある気体に電子を衝突させて発光させ、その光のスペクトルを測定して気体の圧力を求めることにより、前記電子ビームを衝突させる前記空間の真空度を求め、求めた真空度に基づいて溶接欠陥の有無を判定する工程を含む、
請求項1に記載の溶接管の製造方法。
【請求項8】
帯が延在する方向にある一端側に位置する第一部分を幅方向へ管状に湾曲させることにより、前記幅方向にある第一端面と前記第一端面の反対側にある第二端面とが向かい合わせられた管状体に前記第一部分を成形された帯状金属板の、前記管状体を収容する真空室と、
前記真空室の内部で前記第一部分にある前記管状体が有する前記第一端面と前記第二端面とに電子ビームを衝突させて前記第一端面と前記第二端面を互いに溶接することにより、溶接管を作製する電子ビーム溶接機と、
前記真空室の内部に設けられ、前記帯状金属板の前記一端側にある前記溶接管の一端部分を潰す装置と、
を備え、
前記電子ビーム溶接機は、前記溶接管の前記一端部分を潰して前記一端部分を封止した状態で、前記第一端面と前記第二端面を互いに溶接する、
溶接管の製造装置。
【請求項9】
前記帯状金属板を、前記一端側から前記真空室に送り込んでいく送り機構をさらに備え、
前記真空室は、
前記帯状金属板が前記一端側から送り込まれていく第一入口と、
前記送り機構によって前記帯状金属板が前記一端側から前記第一入口に送り込まれていくことにより、前記管状体の前記第一端面に前記第二端面が前記電子ビーム溶接機によって溶接されることにより形成された、前記一端側にある第一部分に作製された前記溶接管が送り出されていく第一出口と、
を有し、
前記真空室には、その内部空間に、前記送り機構によって前記第一入口から前記真空室の内部に送り込まれた前記帯状金属板の前記第一部分を幅方向へ管状に湾曲させ、前記第一部分に前記第一端面と前記第二端面とが向かい合わされた形状の前記管状体を成形する成形ロールが収容されている、
請求項8に記載の溶接管の製造装置。
【請求項10】
前記真空室には、その内部空間に、前記送り機構によって前記第一入口から前記真空室の内部に送り込まれた前記帯状金属板の板面に溝を形成する溝形成ロールが収容され、
前記成形ロールは、前記溝が形成された板面を内側に向けた状態で、前記帯状金属板が有する前記第一部分を湾曲させることにより前記管状体を成形する、
請求項9に記載の溶接管の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は溶接管の製造方法、溶接管の製造装置および溶接管に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
溶接管は、帯状金属板が幅方向へ管状に湾曲され、その幅方向にある両端が合わせられて溶接されることにより製造されている。このような溶接管では、溶接部が酸化してしまうと、溶接管それ自体の強度が低下してしまう。そこで、溶接部の酸化を抑制する溶接管の製造方法が開発されている。
【0003】
例えば、特許文献1には、帯状金属板が幅方向へ湾曲され、幅方向にある両端が合わせられることにより形成された管状体の内部空間にシールドガスを供給しながら、合わせられた両端を溶接する溶接管の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-271790号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の溶接管の製造方法では、シールドガスとして不活性ガスが用いられている。その不活性ガスは、特殊なガスである。このため、シールドガスの準備と溶接作業が容易でない。
【0006】
本開示は上記の課題を解決するためになされたもので、不活性ガスを用いることなく溶接部の酸化を抑制できる溶接管の製造方法および溶接管の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するため、本開示に係る溶接管の製造方法は、真空の空間を有する真空室の内部で、帯状金属板の、帯が延在する方向にある一端側に位置する第一部分を幅方向へ管状に湾曲させることにより、帯状金属板の幅方向にある第一端面と第一端面の反対側にある第二端面とが向かい合わせられた形状の管状体に第一部分を成形する工程と、真空室の内部で第一部分に形成された管状体が有する第一端面と第二端面とに電子ビームを衝突させて第一端面と第二端面を互いに溶接することにより、第一部分に溶接管を作製する工程と、真空室の内部で、帯状金属板の一端側にある溶接管の一端部分を潰して溶接管の一端部分を封止する工程と、を備える。そして、管状体に第一部分を成形する工程と溶接管を作製する工程は、溶接管の一端部分が封止された状態で行われる。
【発明の効果】
【0008】
本開示の構成によれば、溶接管を作製する工程で、管状体の第一端面と第二端面とに電子ビームを衝突させて第一端面と第二端面を互いに溶接することにより、溶接管を作製する。その結果、第一端面と第二端面を互いに溶接する溶接部が酸化しにくい。本開示の構成によれば、不活性ガスを用いることなく溶接部の酸化を抑制できる。
【図面の簡単な説明】
【0009】
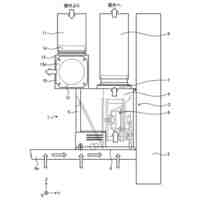
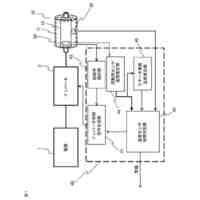
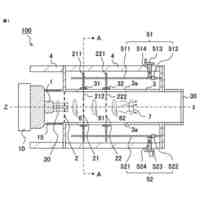
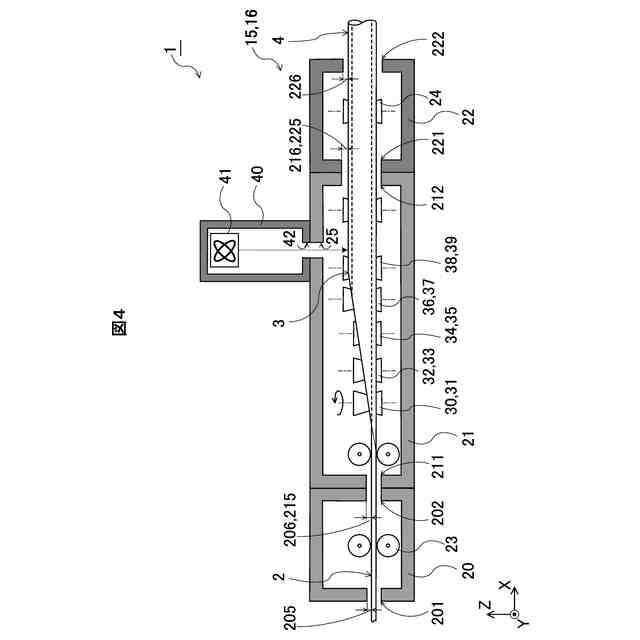
本開示の実施の形態に係る溶接管の製造装置の前半部分の側面図
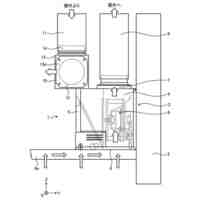
本開示の実施の形態に係る溶接管の製造装置の後半部分の側面図
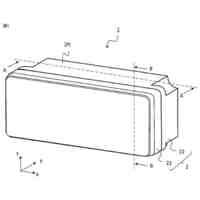
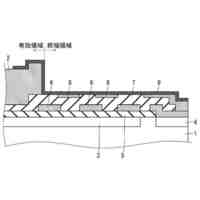
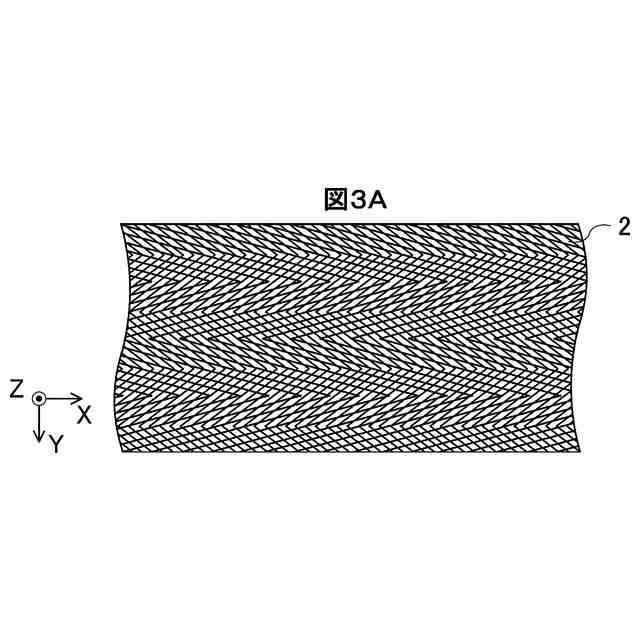
本開示の実施の形態に係る溶接管の製造装置が備える刻印加工機より成形される帯状金属板の一例を示す上面図
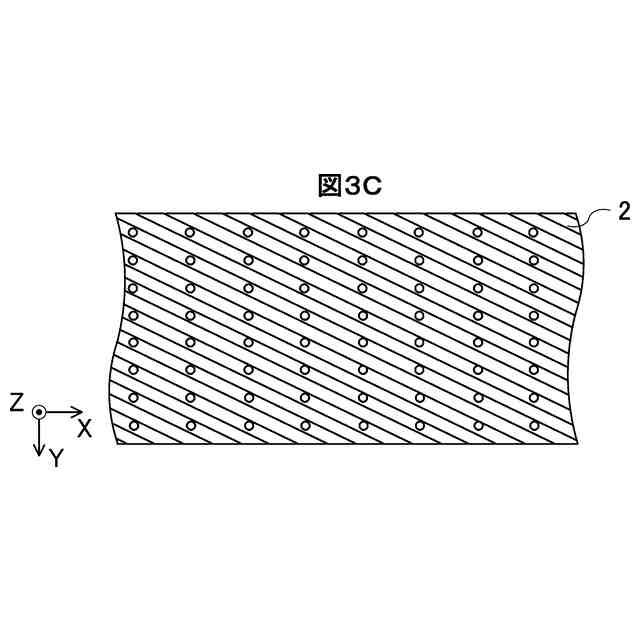
本開示の実施の形態に係る溶接管の製造装置が備える刻印加工機より成形される帯状金属板の他の例を示す上面図
本開示の実施の形態に係る溶接管の製造装置が備える刻印加工機より成形される帯状金属板のさらに他の例を示す上面図
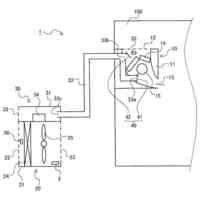
本開示の実施の形態に係る溶接管の製造装置が備える成形機と溶接機の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機が有するブレークダウンロールとブレークダウンロールにより成形される帯状金属板の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機が有するブレークダウンロールとブレークダウンロールにより成形される帯状金属板の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機が有するブレークダウンロールとブレークダウンロールにより成形される帯状金属板の断面図
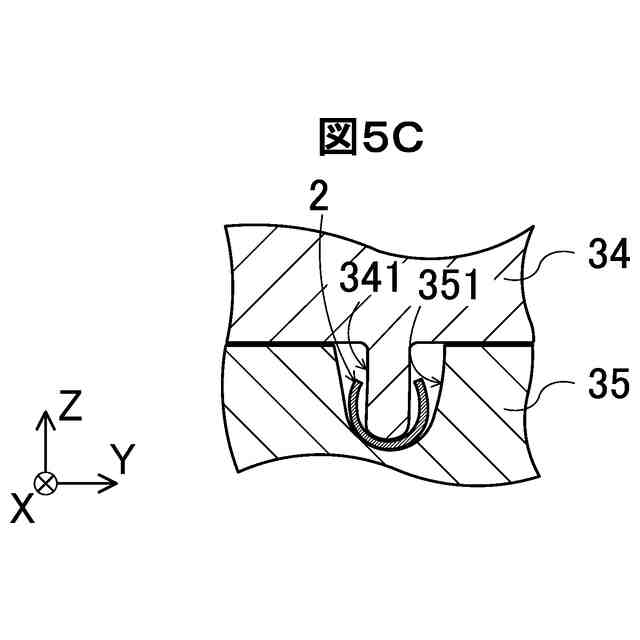
本開示の実施の形態に係る溶接管の製造装置が備える成形機が有するフィンパスロールとフィンパスロールにより成形される帯状金属板の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機が有するフィンパスロールとフィンパスロールにより成形される帯状金属板の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機により最終的に成形される管状体の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機と溶接機の変形例の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機と溶接機の他の変形例の断面図
本開示の実施の形態に係る溶接管の製造装置が備える成形機と溶接機のさらに別の変形例の断面図
本開示の実施の形態に係る溶接管の製造装置の変形例の断面図
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態に係る溶接管の製造方法、溶接管の製造装置および溶接管について図面を参照して詳細に説明する。なお、図中、同一又は同等の部分には同一の符号を付す。また、図に示す直交座標系XYZにおいて、溶接管の製造装置の上流、下流の方向を水平方向に向けたときの、鉛直方向がZ軸、水平方向のうちの上流、下流の方向がX軸、Z軸とX軸に直交する方向がY軸である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
冷蔵庫
1日前
三菱電機株式会社
増幅器
28日前
三菱電機株式会社
扇風機
22日前
三菱電機株式会社
冷蔵庫
24日前
三菱電機株式会社
換気扇
1か月前
三菱電機株式会社
照明装置
15日前
三菱電機株式会社
収集装置
1か月前
三菱電機株式会社
電子機器
1か月前
三菱電機株式会社
電気機器
1日前
三菱電機株式会社
回転電機
1か月前
三菱電機株式会社
加熱調理器
9日前
三菱電機株式会社
回路遮断器
9日前
三菱電機株式会社
保護リレー
23日前
三菱電機株式会社
半導体装置
23日前
三菱電機株式会社
半導体装置
1日前
三菱電機株式会社
半導体装置
1か月前
三菱電機株式会社
空気調和機
1か月前
三菱電機株式会社
空調システム
28日前
三菱電機株式会社
貯湯式給湯機
25日前
三菱電機株式会社
空調システム
17日前
三菱電機株式会社
貯湯式給湯機
24日前
三菱電機株式会社
制御システム
15日前
三菱電機株式会社
炊飯システム
24日前
三菱電機株式会社
光源デバイス
15日前
三菱電機株式会社
点検管理装置
22日前
三菱電機株式会社
貯湯式給湯機
15日前
三菱電機株式会社
貯湯式給湯機
1か月前
三菱電機株式会社
ねじ締め装置
28日前
三菱電機株式会社
調理システム
24日前
三菱電機株式会社
空気清浄装置
9日前
三菱電機株式会社
照明システム
1か月前
三菱電機株式会社
給湯システム
1か月前
三菱電機株式会社
電磁波発生装置
1日前
三菱電機株式会社
誘導加熱調理器
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ