TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100257
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023223899
出願日
2023-12-22
発明の名称
粉末の清掃方法
出願人
個人
代理人
主分類
B44C
1/17 20060101AFI20250626BHJP(装飾技術)
要約
【課題】 DTF印刷においては、一旦フイルムに付着した小さな粉末は、フイルム叩きによる振動効果だけでは落下しないため、100~200μ程度の範囲に分級した比較的大きなサイズの粉末を使用する。このため転写された繊維製品には厚い樹脂層が接着するので風合いが損なわれる。また、フイルムをU字状に大きくカーブさせるので、垂直方向に筐体が大きくなる。加えてフイルム叩きにより大きな騒音を発生させる。
【解決手段】白色インク層全面に粉末が付着したフイルムを一定温度に加熱して、白色インクのフイルム、及び粉末への粘着性を増強する。しかるのち回転軸の両端に渡り、回転軸に放射状に毛材を植え付けてなる回転ブラシを回転させて、フイルム表面浚えることにより余計な粉末を除去する。
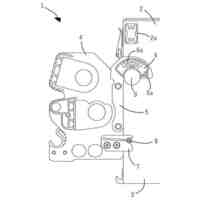
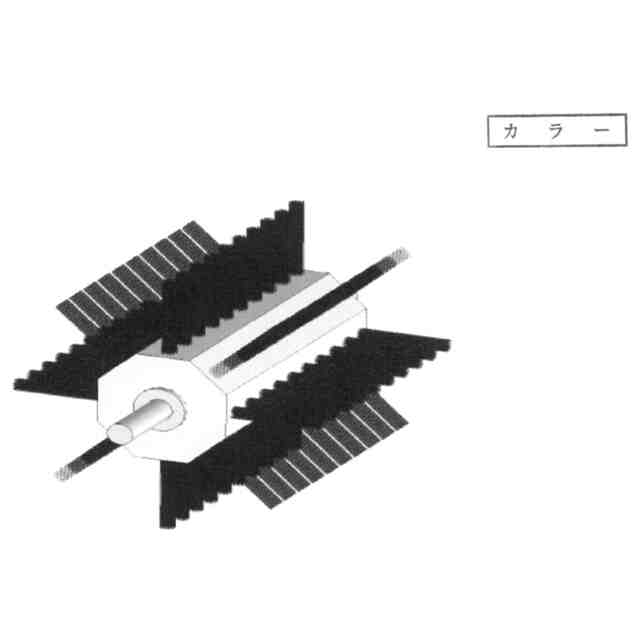
【選択図】図1
特許請求の範囲
【請求項1】
DTF印刷における、フイルムに付着した余計な粉末を清掃する工程において、回転軸の両端に渡り、回転軸に放射状に毛材を植え付けてなる回転ブラシを回転させて、フイルム表面の余計な粉末を浚える工程を有すること、を特徴とする粉末の清掃方法。
続きを表示(約 130 文字)
【請求項2】
粉末を浚える工程の前段階で、フイルムを加熱する工程を有すること、を特徴とする請求項1記載の粉末の清掃方法。
【請求項3】
フイルム背面を熱ローラーに接触させて加熱する工程を有すること、を特徴とする請求項2記載の粉末の清掃方法。
発明の詳細な説明
【技術分野】
【0001】
本発明はフイルム上に付着した粉末を清掃する方法に関する。詳しくはDTF(Direct To Film)印刷において、白色インクを使用してフイルムにベタ画像を印刷し、そのあと粉末をフイルム全面に散布させたあとの工程において、画像に付着した粉末だけを残し、汚染としてフイルムに付着している余計な粉末を清掃する方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
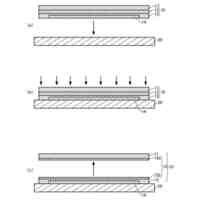
昨今、繊維製品に対してDTFと呼ばれる装置を使用して転写印刷することが行なわれている。これは概略以下の4工程よりなる。第1工程で薄いポリエステル製の受像フイルム(以下、フイルム)にインクジェットでカラー印刷し、第2工程でカラー印刷部に同じくインクジェットで、白色インクを用いて白ベタを濃厚に重ね印刷し、第3工程で粘着性のある白ベタ印刷部に、100~200μ程度のサイズのウレタン粉末を散布して付着させたあと、余計な粉末を払い落し、第4工程で加熱して粉末層を溶融させて、カラー画像とともにフイルムに溶着する方法である。以降はこのフイルムを所定サイズにカットし、繊維製品に熱圧着して印刷画像を転写したあと、フイルムベースを剥離する。これは繊維製品へ前処理をせずに、濃色を含む任意の素材の繊維製品にカラー印刷できる利点がある。またロールフイルムへの連続印刷が可能であり、低コストに大量生産を行なえる利点もある。
【0003】
以下、その中心であるロールフイルムを使用する場合における、SHAKERと呼ばれる装置による第3工程を具体的に説明する。第2工程を経て印刷部が粘着性となって進入してきたフイルムを、粉末を積み上げた粉末槽の底を通過させて、粉末をフイルムの印刷面全面に、圧がかかった状態で接触させる。しかる後、フイルムを真下に50~60cmほどU字状に撓ませた形状で進行させ、その間、フイルム裏面を叩いて大きく振動させる。この結果、粘着性部分以外に付着している余計な粉末をフイルムの底に落下させる。そのあとフイルムを元の高さに戻して第4工程に水平に進行させる。
【0004】
第3工程を経て、粘着性部分のみに粉末が付着したフイルムは、熱反射性の天井面に設置した赤外線ランプで、加熱されながら高温槽を通過する。この結果、疎らな状態でフイルムに付着していた粉末は完全に溶融し、相互に連結して平坦で均一な厚さの接着層を形成する(これはBAKINGと呼ばれる)。そのあとフイルムはローラーに巻き取られる。
【発明の概要】
【発明が解決しようとする課題】
【0005】
第1の問題は、一旦フイルムに付着した細かい粉末は、叩きによる振動だけでは完全には落下しないので、落下しやすい100~200μ程度の範囲に分級した大きなサイズの粉末を使用する。このため転写された繊維製品には、粉末が溶けた厚い樹脂層が接着するので、風合いが損なわれる。第2の問題は、フイルムをU字状に大きくカーブさせるので、垂直方向に筐体が大きくなる。第3の問題は、フイルム叩きにより大きな騒音を発生する。
【課題を解決するための手段】
【0006】
本発明者は鋭意検討の結果、課題の根本原因である、余計な粉末のフイルムへの付着問題を抜本的に解決する方法に思い到った。即ち、第3工程において、粉末槽を通過したフイルムを一定温度に加熱したあと、そのフイルム表面を回転ブラシで浚える方法である。このときフイルム上に印刷された白色インクの成分のうち、水などの低沸点液体は、直前の加熱により蒸発しているので、白色インク層は粘着強度を増してフイルムに接着するとともに、付着している粉末も強固に把握する。この結果、回転ブラシの毛材の毛先が接触しながらフイルム表面を浚えても、白色インク層に接着している粉末はそのまま保持される。そして、それ以外のフイルム上に存在している余計な粉末は、フイルム進行の逆方向に吹き飛ばしで押し戻される。
【0007】
フイルムの加熱処理は、フイルムがSHAKERを経てU字状カーブから水平に戻る角の位置に熱ローラーを配置して、その円周をフイルム背面が接触しながら、垂直から水平に向う仕組みにすることにより行われる。そしてそのフイルムが進行する近傍に回転ブラシを設置することにより、押し戻された粉末はU字状フイルムの底に落下する。これにより現行サイズよりずっと細かい粉末を使用しても、粉末のフイルムへの付着問題は発生しない。ウレタンが軟化して接着性を発現する温度は、一般に100~120℃程度であるので、粉末加熱温度はその近辺以下であることが重要である。加熱温度が高過ぎれば、除去されるべき余計な粉末がフイルムに接着してしまうからである。なお、落下した粉末は適宜回収して再使用される。
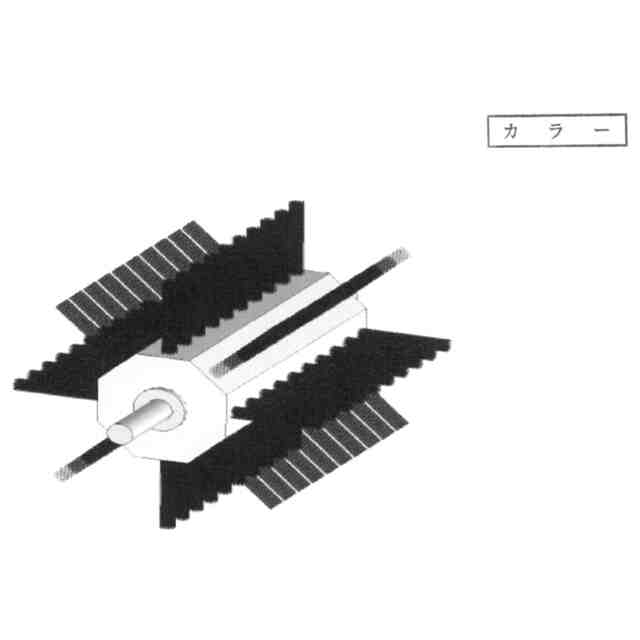
【0008】
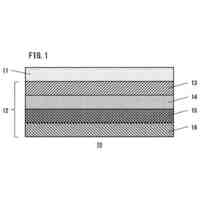
以下、図1の斜視図に従って、回転ブラシの仕様を説明する。毛材は回転軸の両端に渡って、回転軸に放射状に1~8列程度の複数列で、連続線として植え付けられる。なお毛材は先端で拡がるので、それが先端で隙間なく繋がっていれば、根元での植え付けは連続線ではなく、散在したドット状の植え付けでもよい。毛材は獣毛もしくは樹脂毛で、太さは直径0.05~0.2mm程度で、好ましくは0.05~0.1mmである。これより細いと粉末を浚えることが出来ず、これより太いと剛直性となって、接着性部分に付着している粉末を引き剥がしてしまう。毛材の長さは2~6cm程度で、好ましくは3~5cmある。これより短いと一旦排除された粉末が毛材間に滞留してスムーズに排除されず、これより長いと毛材がしならず寝てしまうので、粉末を効率よく浚えることが困難となる。回転ブラシの回転速度はその放射列数にも関係するが、一般には毎秒1~10回転程度、好ましくは2~6回転である。
【0009】
本発明により、細かい粉末を使用することが可能になるとともに、コンパクトで高さが低くて無騒音のSmart post-processor(これはDTF印刷において、インクジェットプリント以降の工程を担う装置を指す)が可能になる。実用上、繊維との接着強度も考慮する必要もあり、粉末サイズは30~100μ程度の範囲に分級した粉末が妥当である。このサイズの粉末が溶融して、カラー画像を伴って繊維に溶着したとき、従来のDTF印刷と異なって風合いに優れた製品が得られる。これはDTG(Direct To Garment)と呼ばれる、インクジェットでカラーインクを、ダイレクトに繊維製品へ印刷する方式による製品に比肩する。
【0010】
このSmart post-processorが従来のDTFと基本的に大きく異なるところは、フイルムを叩く必要がないので、U字状の深いカーブを必要としないことである。単にフイルムが粉末槽から出る際に、フイルムから自然と脱落する粉末、及び回転ブラシの作用で押し戻される粉末を受け入れるための、5cm程度の浅いU字カーブ(いわば窪地)でよい。その結果、装置全体の高さはほぼ20cm程度以内に収まる。また粉末サイズが従来品と比較して数分の1になるので、その重量は10分の1以下になり、粉末を溶かすための熱量も10分の1以下になる。その結果、BAKINGのための高温槽を必要とせず、フイルム進行の末端部に配置する熱ローラーによる、フイルム背面の接触加熱で十分に用が足りる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
粉末の清掃方法
5か月前
KLASS株式会社
壁紙糊付機
8か月前
株式会社電気印刷研究所
画像形成方法
10か月前
株式会社電気印刷研究所
箔転写物の製造方法
12か月前
株式会社タイカ
加飾物品
4か月前
個人
装飾装置
5か月前
マツダ紙工業株式会社
キャンバス
4か月前
ブラザー工業株式会社
画像形成方法
9か月前
ブラザー工業株式会社
画像形成方法
9か月前
株式会社継ぐ
装飾体及びその作製方法
10か月前
株式会社ファイン工業
透水性庭園の製造方法
13日前
大日本印刷株式会社
転写シートおよび加飾物品
7か月前
個人
立体組子構造
7か月前
日本クロージャー株式会社
接続具
3か月前
株式会社ミマキエンジニアリング
転写方法及び転写装置
2か月前
フジコピアン株式会社
紫外線レーザーによるマーク形成部材用転写シート
10か月前
京都ケミカル株式会社
装飾性小物を観賞する方法
21日前
株式会社ミマキエンジニアリング
転写方法及び被転写体
2か月前
株式会社ニッカテクノ
転写箔
5か月前
大日本印刷株式会社
転写シート、加飾成形体の製造方法および加飾成形体
8か月前
大日本印刷株式会社
転写シート、転写用基材付き樹脂成形品、及び樹脂成形品
5か月前
大日本印刷株式会社
加飾シート
27日前
株式会社タイカ
水圧転写方法、水圧転写フィルム用塗布剤及び水圧転写品
4か月前
TOPPANホールディングス株式会社
転写媒体および転写物の製造方法
3か月前
株式会社ミマキエンジニアリング
画像転写方法、非転写領域形成装置、印刷システム、及び転写媒体管理方法
1か月前
大日本印刷株式会社
転写シート、加飾成形品、及び加飾成形品の製造方法
8か月前
ローランドディー.ジー.株式会社
画像転写シートおよび画像転写方法
3か月前
クルツ スタンピング テクノロジー(ホーフェイ) カンパニー リミテッド
インサートシート、転写フィルムおよびインサートシートの製造方法
9か月前
学校法人 関西大学
錯視立体物、錯視立体物の展示装置、錯視立体物の展示方法、情報処理装置、および錯視立体物の製造方法
3か月前
レオンハード クルツ シュティフトゥング ウント コー. カーゲー
装飾箔、装飾箔の製造方法およびターゲット基板の装飾方法
1か月前
ソニーグループ株式会社
画像処理装置および方法
8か月前
パナソニックIPマネジメント株式会社
受信装置及び受信方法
7か月前
日本放送協会
符号化器、復号器、送信装置及び受信装置
1か月前
日本放送協会
送信装置およびプログラム
3か月前
クリスパー セラピューティクス アクチェンゲゼルシャフト
ユニバーサルドナー細胞
24日前
株式会社東芝
受信装置、受信方法、およびプログラム
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ