TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025063293
公報種別
公開特許公報(A)
公開日
2025-04-15
出願番号
2025010209,2022515347
出願日
2025-01-24,2021-04-09
発明の名称
板材送り装置のための制御装置
出願人
株式会社三共製作所
代理人
弁理士法人浅村特許事務所
主分類
B21D
43/00 20060101AFI20250408BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板材送り装置による加工装置への板材の搬送量を高精度に計測することができる板材送り装置のための制御装置を提供する。
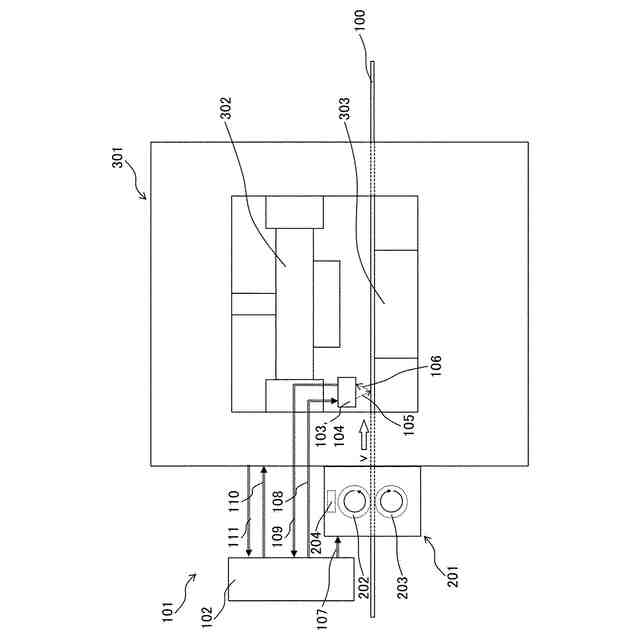
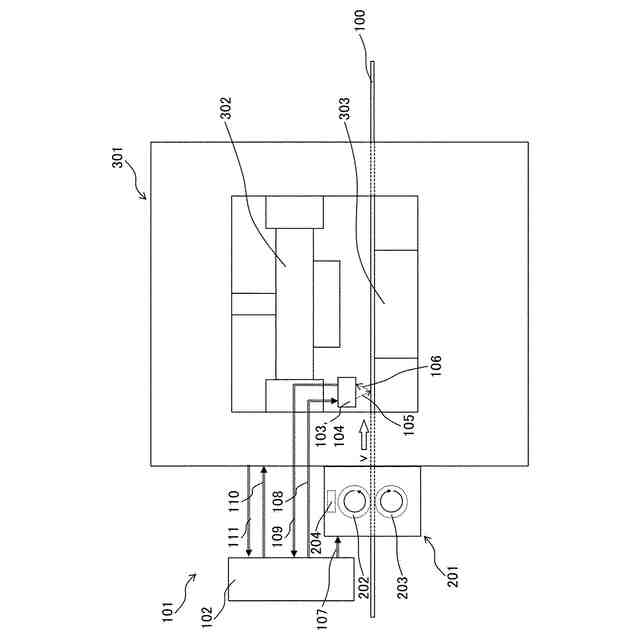
【解決手段】板材送り装置201のための制御装置101は、板材送り装置201の第1のロール202及び第2のロール203の回転を制御する制御部102と、電磁波105を板材100に向かって送信する送信部103と、板材100によって反射された電磁波106を受信する受信部104とを備え、制御部102は、受信部104が受信した電磁波106の周波数に基づいて所定の期間の間の板材100の搬送速度を計測し、搬送速度に基づいて板材100の搬送量を計測する。
【選択図】図1
特許請求の範囲
【請求項1】
第1のロール及び第2のロールを備える板材送り装置であって、前記第1のロール及び前記第2のロールによって板材をクランプし、前記第1のロール及び前記第2のロールの回転に従って板材を搬送することできるようになっている板材送り装置のための制御装置であって、
前記制御装置は、前記第1のロール及び前記第2のロールの回転を制御する制御部と、電磁波を前記板材に向かって送信する送信部と、前記板材によって反射された前記電磁波を受信する受信部とを備え、
前記制御部は、前記送信部が送信した前記電磁波の周波数と前記受信部が受信した前記電磁波の周波数との差によって所定の期間の間の前記板材の搬送速度を計測し、前記搬送速度に基づいて前記板材の搬送量を計測する、制御装置。
続きを表示(約 1,100 文字)
【請求項2】
第1のロール及び第2のロールを備える板材送り装置であって、前記第1のロール及び前記第2のロールによって板材をクランプし、前記第1のロール及び前記第2のロールの回転に従って板材を搬送することできるようになっている板材送り装置のための制御装置であって、
前記制御装置は、前記第1のロール及び前記第2のロールの回転を制御する制御部と、電磁波を前記板材に向かって送信する送信部と、前記板材によって反射された前記電磁波を受信する受信部とを備え、
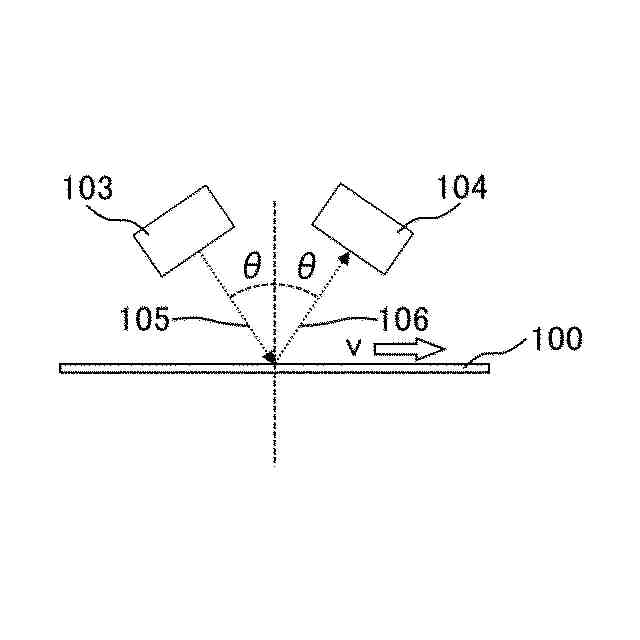
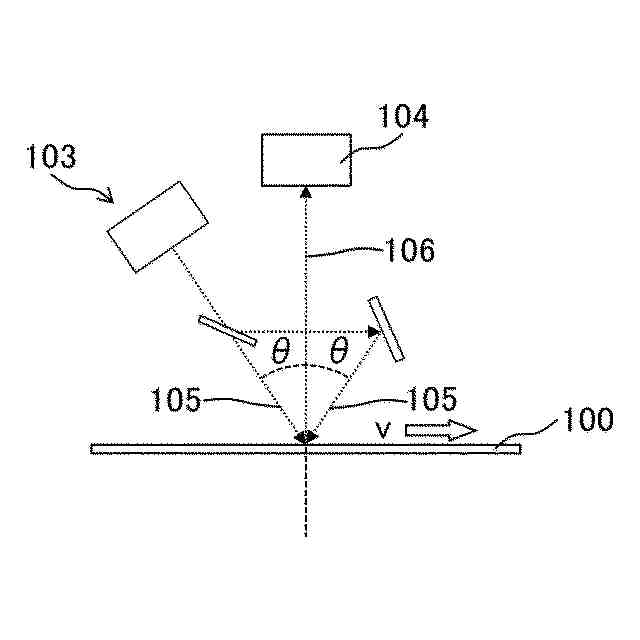
前記送信部は、2方向から電磁波を前記板材に向かって送信し、前記受信部は、前記板材によって反射された前記2方向からの電磁波を受信し、前記制御部は、反射された前記2方向からの電磁波の周波数の差によって所定の期間の間の前記板材の搬送速度を計測し、前記搬送速度に基づいて前記板材の搬送量を計測する、制御装置。
【請求項3】
前記受信部は、受信した前記電磁波の周波数に基づく搬送速度関連信号を前記制御部に送信する、請求項1又は2に記載の制御装置。
【請求項4】
前記搬送速度関連信号は、前記板材の搬送速度に基づく周期を有する、請求項3に記載の制御装置。
【請求項5】
前記板材送り装置が前記板材を搬送している場合に、前記制御部は、前記搬送速度関連信号を前記制御部に送信するように前記受信部を制御する、請求項3又は4に記載の制御装置。
【請求項6】
前記板材送り装置が前記板材を搬送している場合に、前記制御部は、前記電磁波を前記板材に向かって送信するように前記送信部を制御する、請求項3~5の何れか一項に記載の制御装置。
【請求項7】
前記制御部は、前記第1のロール及び前記第2のロールの回転によって前記板材の搬送を制御し、前記所定の期間は、前記板材が前記第1のロール及び前記第2のロールの回転によって搬送されている期間である、請求項1~6の何れか一項に記載の制御装置。
【請求項8】
前記板材送り装置は、前記第1のロール及び前記第2のロールによってクランプされた前記板材をリリースするためのリリース装置を更に備え、前記制御部は、前記リリース装置によって前記板材の搬送を制御し、前記所定の期間は、前記板材が前記第1のロール及び前記第2のロールによってクランプされている期間である、請求項1~6の何れか一項に記載の制御装置。
【請求項9】
前記板材送り装置から搬送された前記板材を加工する加工装置からの状態信号に基づいて、前記制御部は、前記所定の期間を決定する、請求項1~8の何れか一項に記載の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材送り装置による加工装置への板材の搬送量を高精度に計測することができる板材送り装置のための制御装置に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、プレス機構と、材料送り機構と、材料ディスペンサとを備える型打ちシステムが開示される。そして、この型打ちシステムにおいて、材料送り機構は、材料を、材料ディスペンサから材料送り機構を通って、プレス機構へと送り込み、材料ディスペンサにおける材料の移動を測定し、これを利用して、送り駆動ロールとの協働で材料を把持する材料把持機構を備える材料解除機構の所望のタイミングを決定する。
【先行技術文献】
【特許文献】
【0003】
特表2004-520934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のよる型打ちシステムにおいては、材料ディスペンサから材料送り機構を通ってプレス機構に搬送されてきた材料は、プレス機構によるプレス加工時の振動に起因して移動する。そのために、プレス機構に実際に搬送されてきた材料の搬送量は、材料ディスペンサから搬送された材料の搬送量とは相違し、プレス機構において搬送されてきた材料の搬送量を計測することができないという問題点がある。また、材料には一般的に目盛等の材料の搬送量を計測するための目印は存在しないため、プレス機構において搬送されてきた材料の搬送量を計測することができないという問題点がある。
【0005】
従って、本発明の目的は、上記問題点を解決して、プレス装置等の加工装置において搬送されてきた板材の搬送量を高精度に計測することができる板材送り装置のための制御装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の1つの観点によれば、第1のロール及び第2のロールを備える板材送り装置であって、第1のロール及び第2のロールによって板材をクランプし、第1のロール及び第2のロールの回転に従って板材を搬送することできるようになっている板材送り装置のための制御装置が、第1のロール及び第2のロールの回転を制御する制御部と、電磁波を板材に向かって送信する送信部と、板材によって反射された電磁波を受信する受信部とを備え、制御部が、受信部が受信した電磁波の周波数に基づいて所定の期間の間の板材の搬送速度を計測し、搬送速度に基づいて板材の搬送量を計測する。
【0007】
本発明の一具体例によれば、板材送り装置のための制御装置において、制御部が、送信部が送信した電磁波の周波数と受信部が受信した電磁波の周波数との差によって板材の搬送速度を計測する。
【0008】
本発明の一具体例によれば、板材送り装置のための制御装置において、送信部が、2方向から電磁波を板材に向かって送信し、受信部が、板材によって反射された2方向からの電磁波を受信し、制御部が、反射された2方向からの電磁波の周波数の差によって板材の搬送速度を計測する。
【0009】
本発明の一具体例によれば、板材送り装置のための制御装置において、受信部が、受信した電磁波の周波数に基づく搬送速度関連信号を制御部に送信する。
【0010】
本発明の一具体例によれば、板材送り装置のための制御装置において、搬送速度関連信号が、板材の搬送速度に基づく周期を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
4か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
プレス金型
6日前
株式会社TMEIC
監視装置
4日前
株式会社アマダ
曲げ加工機
1か月前
日産自動車株式会社
逐次成形方法
2か月前
株式会社不二越
転造加工用平ダイス
20日前
トヨタ自動車株式会社
パイプ曲げ加工装置
26日前
株式会社三明製作所
転造装置
3か月前
株式会社カネミツ
筒張出部形成方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社吉野機械製作所
プレス機械
2か月前
株式会社エナテック
製品分離システム
1か月前
東洋製罐株式会社
有底筒状体加工装置
3か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
本田技研工業株式会社
鍛造用金型
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社カネミツ
歯付円筒体形成方法
2か月前
トックス プレソテクニック株式会社
接合装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
13日前
株式会社IKS
滑り止め構造
2か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
個人
日本刀の製造方法
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社TMEIC
板離れ防止システム
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
4か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
4か月前
アイダエンジニアリング株式会社
板状部材送り装置
3か月前
三菱重工業株式会社
ひずみ計測方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































