TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025030637
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023136120
出願日
2023-08-24
発明の名称
射出成形装置
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/46 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ノズルを成形型から離間させた場合に成形材料がノズルに付着することを抑制する。
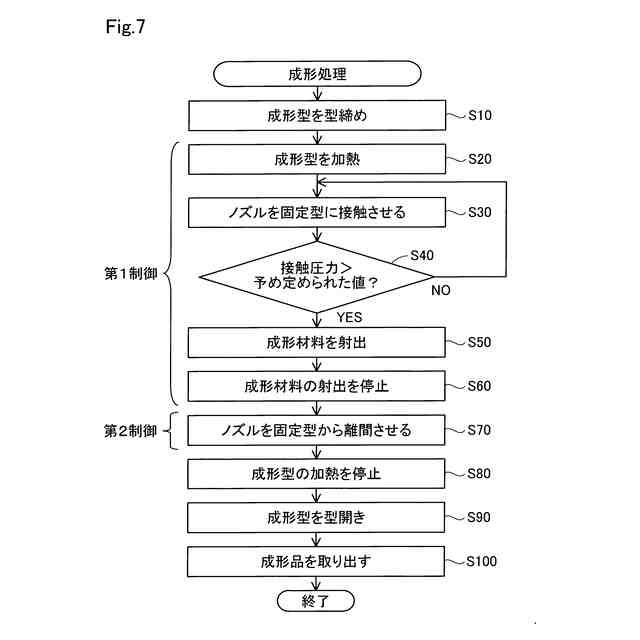
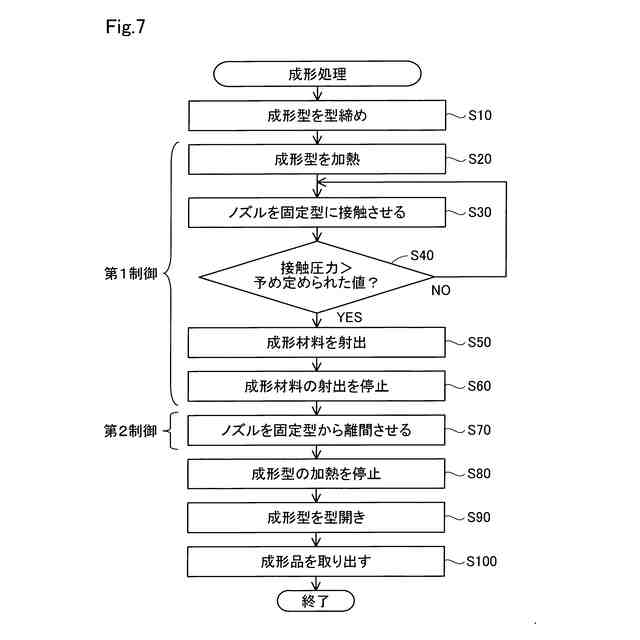
【解決手段】射出成形装置は、固定型と可動型とを有する成形型を着脱可能な固定部と、成形材料を射出する射出部と、固定部に装着された固定型に対して射出部を移動させる移動部と、を備え、射出部は、成形材料を射出するノズルと、成形材料の射出量を調整する射出量調整機構と、を備え、射出成形装置は、移動部と、射出量調整機構と、成形型を加熱するヒーターと、を制御する制御部をさらに備え、制御部は、固定部に成形型が装着された状態において、成形型を加熱した状態で、ノズルを固定型に接触させ、成形型のキャビティーに成形材料を射出させる第1制御と、第1制御が完了してから予め定められた時間が経過した後に、移動部を制御してノズルを固定型から離間させる第2制御と、を実行する。
【選択図】図7
特許請求の範囲
【請求項1】
射出成形装置であって、
ゲート開口が形成された固定型と、前記固定型に型締め可能に構成された可動型と、を有し、前記固定型及び前記可動型によってキャビティーが区画される成形型を着脱可能な固定部と、
熱硬化性材料、及び、前記熱硬化性材料の重合反応を開始させる重合開始剤を含む成形材料を射出する射出部と、
前記固定部に装着された前記固定型に対して前記射出部を移動させる移動部と、を備え、
前記射出部は、
ノズル開口を有し、前記成形材料を前記ノズル開口から射出するノズルと、
前記ノズル開口からの前記成形材料の射出量を調整する射出量調整機構と、を備え、
前記固定部及び前記成形型の少なくとも一方は、前記成形型を加熱するヒーターを有し、
前記射出成形装置は、前記移動部と、前記射出量調整機構と、前記ヒーターと、を制御する制御部をさらに備え、
前記制御部は、前記固定部に前記成形型が装着された状態において、
前記ヒーターを制御して前記成形型を加熱した状態で、前記移動部を制御して前記ノズルを前記固定型に接触させ、前記射出量調整機構を制御して前記ノズル開口から前記ゲート開口を介して前記キャビティーに前記成形材料を射出させる第1制御と、
前記第1制御が完了してから予め定められた時間が経過した後に、前記移動部を制御して前記ノズルを前記固定型から離間させる第2制御と、を実行する、
射出成形装置。
続きを表示(約 940 文字)
【請求項2】
請求項1に記載の射出成形装置であって、
前記ノズルと前記固定型との接触圧力を検知する検知部を備え、
前記制御部は、前記第1制御において、前記成形材料が前記キャビティーに射出される前に、前記検知部が検知した前記接触圧力が予め定められた値以上となるまで前記ノズルを前記固定型に押し付ける、
射出成形装置。
【請求項3】
請求項2に記載の射出成形装置であって、
前記制御部は、前記ノズルと前記固定型とが接触してから予め定められた時間が経過しても前記接触圧力が予め定められた値以上とならない場合は、前記第1制御の実行を中断する、
射出成形装置。
【請求項4】
請求項1に記載の射出成形装置であって、
前記制御部は、前記第2制御において、前記第1制御で前記ノズルを前記固定型に接触させる速度よりも速い速度で前記ノズルを前記固定型から離間させる、
射出成形装置。
【請求項5】
請求項1に記載の射出成形装置であって、
前記制御部は、前記第2制御を実行した後に、秒速5mm以下の速度で前記固定型から前記可動型を離間させる、
射出成形装置。
【請求項6】
請求項1に記載の射出成形装置であって、
前記射出部は、前記成形材料が流れる流路を備え、
前記流路は、
鉛直方向に沿う方向である第1方向に延びる第1流路と、
前記第1方向と交差する方向である第2方向に延びる第2流路と、を有し、
前記射出量調整機構は、
前記第1流路内を前記第1方向に沿って移動するシャットオフピンと、
前記第2流路内を前記第2方向に沿って移動するプランジャーと、を備える、
射出成形装置。
【請求項7】
請求項1に記載の射出成形装置であって、
前記射出量調整機構は、前記成形材料が流れる流路内を前記成形材料が流れる方向に沿って移動するシャットオフピンを備え、
前記ノズル開口側の前記シャットオフピンの端部は、平面を有さない突起形状である、
射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
特許文献1には、熱硬化性の成形材料をノズルからキャビティーに充填する充填工程と、充填した成形材料を硬化させる硬化工程と、を有する成形方法が開示されている。例えば、硬化工程では、ノズルを成形材料供給口から離間させた状態で成形材料を加熱することにより、成形材料が硬化される。
【先行技術文献】
【特許文献】
【0003】
国際公開第2016/093265号
【発明の概要】
【発明が解決しようとする課題】
【0004】
成形材料をキャビティーに射出した直後にノズルを成形型から離間させると、硬化していない成形材料がノズルに付着して糸引きする場合があった。
【課題を解決するための手段】
【0005】
本開示の第1の形態によれば、射出成形装置が提供される。この射出成形装置は、ゲート開口が形成された固定型と、前記固定型に型締め可能に構成された可動型と、を有し、前記固定型及び前記可動型によってキャビティーが区画される成形型を着脱可能な固定部と、熱硬化性材料、及び、前記熱硬化性材料の重合反応を開始させる重合開始剤を含む成形材料を射出する射出部と、前記固定部に装着された前記固定型に対して前記射出部を移動させる移動部と、を備え、前記射出部は、ノズル開口を有し、前記成形材料を前記ノズル開口から射出するノズルと、前記ノズル開口からの前記成形材料の射出量を調整する射出量調整機構と、を備え、前記固定部及び前記成形型の少なくとも一方は、前記成形型を加熱するヒーターを有し、前記射出成形装置は、前記移動部と、前記射出量調整機構と、前記ヒーターと、を制御する制御部をさらに備え、前記制御部は、前記固定部に前記成形型が装着された状態において、前記ヒーターを制御して前記成形型を加熱した状態で、前記移動部を制御して前記ノズルを前記固定型に接触させ、前記射出量調整機構を制御して前記ノズル開口から前記ゲート開口を介して前記キャビティーに前記成形材料を射出させる第1制御と、前記第1制御が完了してから予め定められた時間が経過した後に、前記移動部を制御して前記ノズルを前記固定型から離間させる第2制御と、を実行する。
【図面の簡単な説明】
【0006】
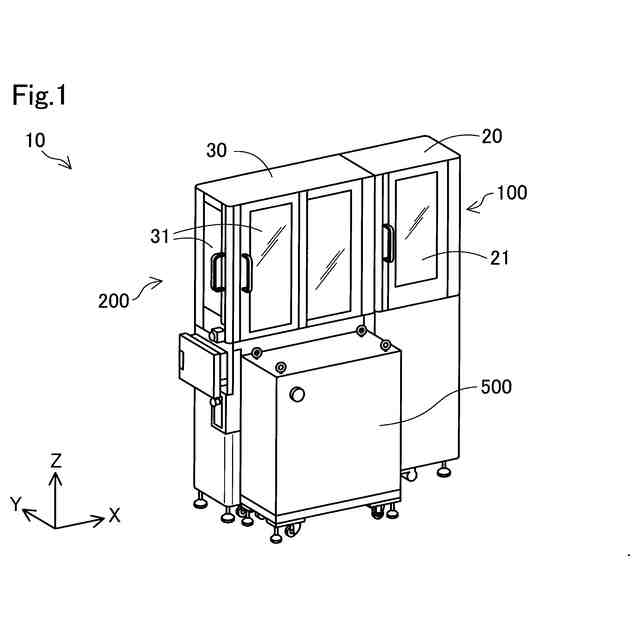
射出成形装置の斜視図。
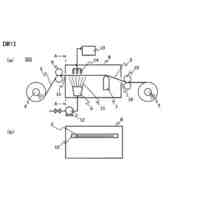
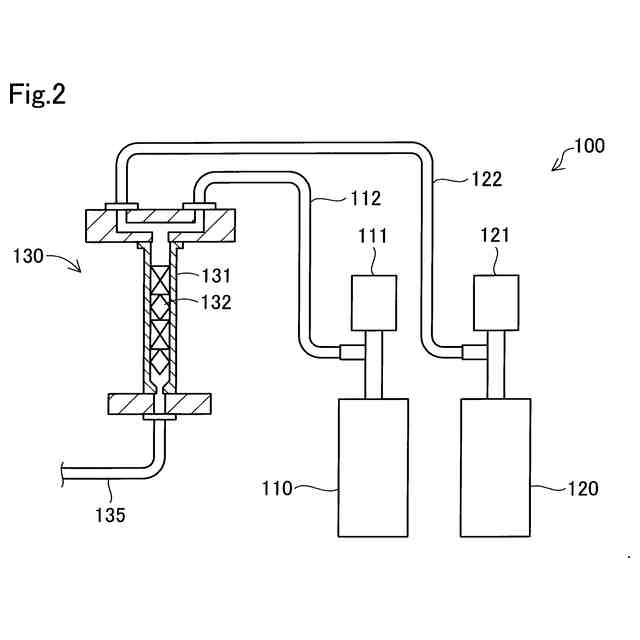
ポンプユニットの概略構成を示す図。
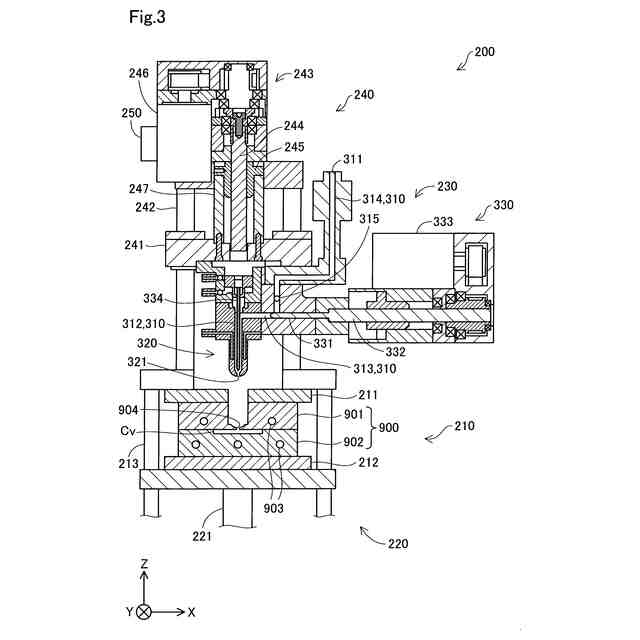
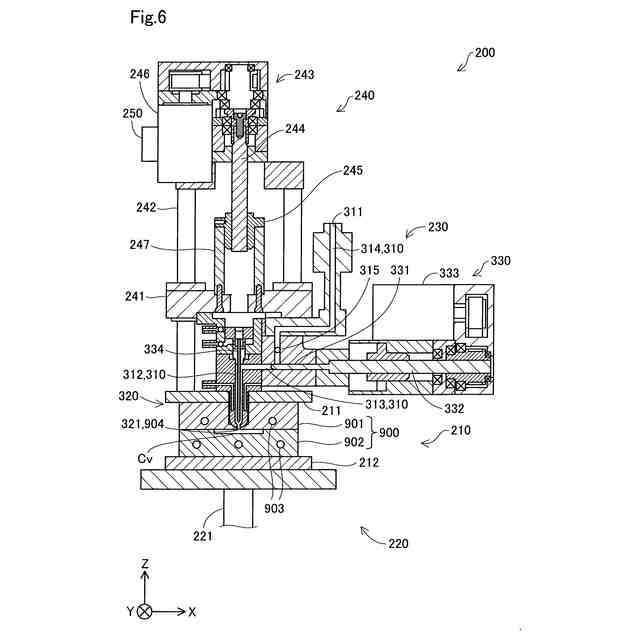
射出ユニットの概略構成を示す図。
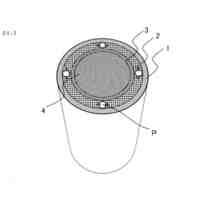
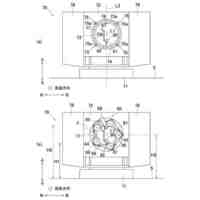
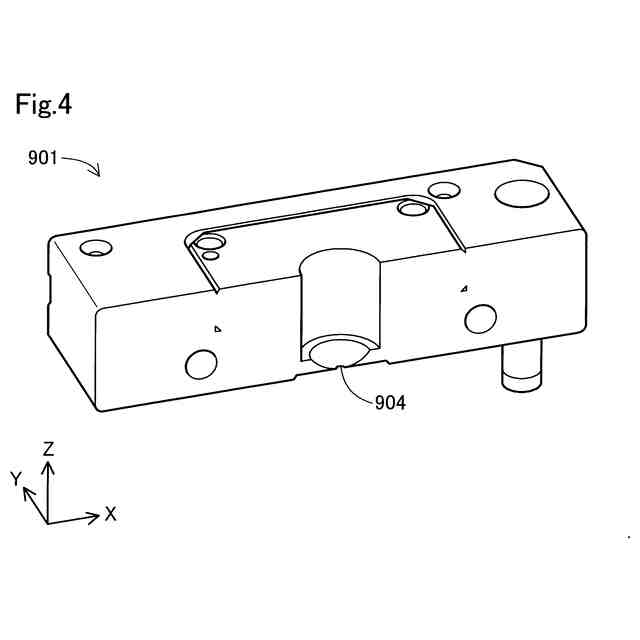
X方向及びZ方向に平行な平面で切断された固定型の一部を示す斜視図。
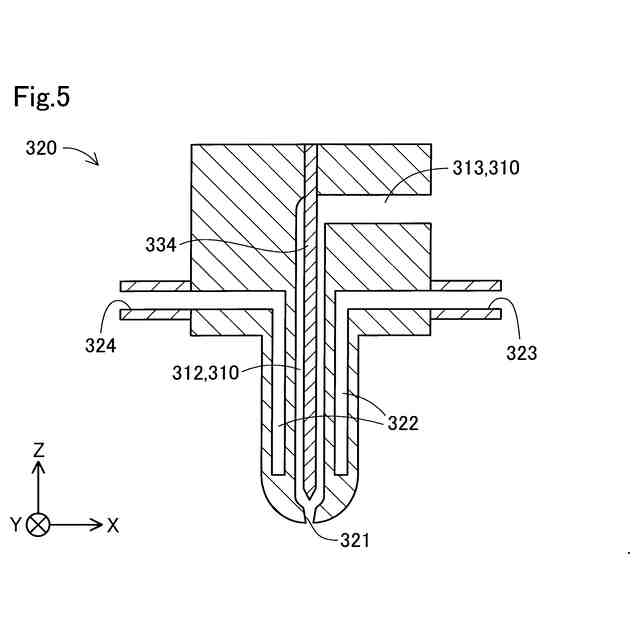
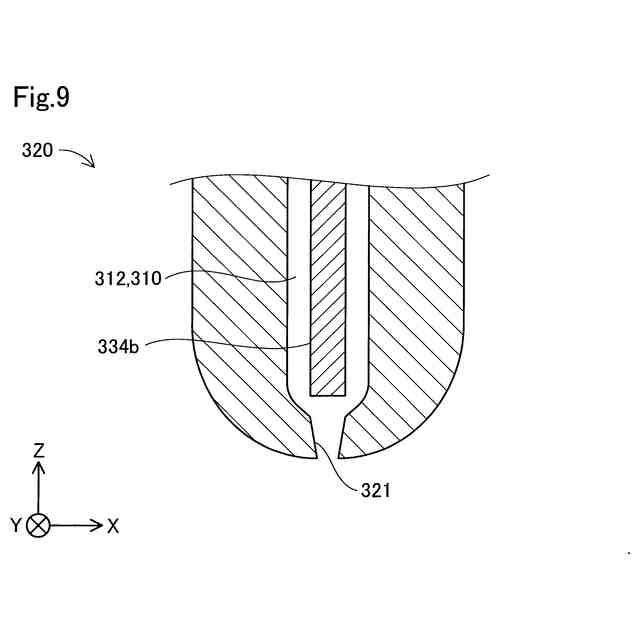
図3に示したノズルの拡大図。
ノズルと固定型が接触する位置に射出部が移動された状態を示す図。
射出成形装置が実行する成形処理の工程図。
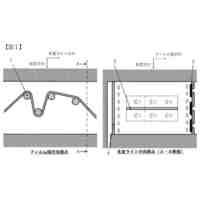
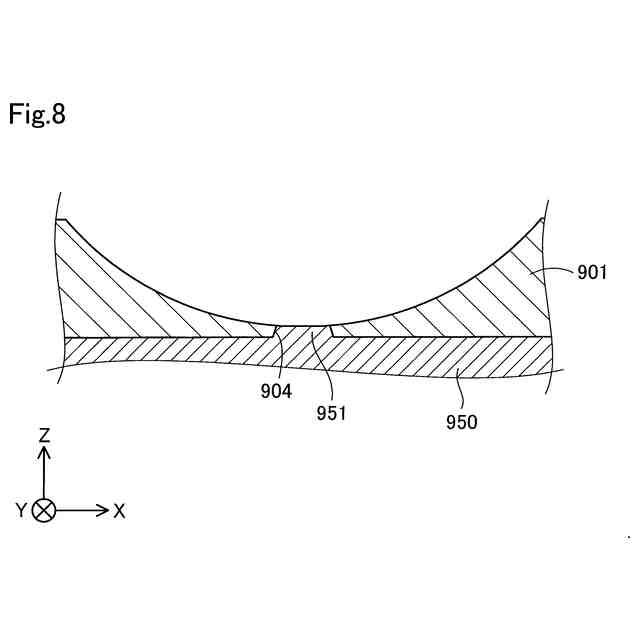
キャビティーに成形材料が充填された状態のゲート開口の近傍の固定型を示す図。
ノズル開口側の端部が平面であるシャットオフピンの例を示す図。
【発明を実施するための形態】
【0007】
A.第1実施形態:
図1は、射出成形装置10の斜視図である。図1には、互いに直交するX,Y,Z方向を表す矢印が示されている。X方向およびY方向は、水平面に平行な方向である。Z方向は、鉛直方向に平行な方向である。図1におけるX,Y,Z方向と、他の図におけるX,Y,Z方向とは、同じ方向を指し示している。向きを特定する場合には、矢印の指し示す方向である正の方向を「+」、矢印の指し示す方向とは反対の方向である負の方向を「-」として、方向表記に正負の符号を併用する。+Z方向を上方、-Z方向を下方とも呼ぶ。
【0008】
射出成形装置10は、射出成形装置10に装着される成形型に二液型の熱硬化性材料を射出することで、成形品を成形する。射出成形装置10は、ポンプユニット100と、射出ユニット200と、制御部500と、を備える。ポンプユニット100は、扉21を有する第1筐体20の内部に収容されている。射出ユニット200は、扉31を有する第2筐体30の内部に収容されている。
【0009】
制御部500は、1つまたは複数のプロセッサーと、メモリーと、外部との信号の入出力を行う入出力インターフェイスと、を備えるコンピューターによって構成される。制御部500は、主記憶装置上に読み込んだプログラムや命令をプロセッサーが実行することによって、成形品を成形する処理を実行する機能等、種々の機能を発揮する。なお、制御部500は、コンピューターによって構成される代わりに、各機能の少なくとも一部を実現するための複数の回路を組み合わせた構成により実現されてもよい。
【0010】
図2は、ポンプユニット100の概略構成を示す図である。ポンプユニット100は、二液型の熱硬化性材料の主剤と硬化剤を混合して射出ユニット200に供給する。ポンプユニット100は、第1タンク110と、第1ポンプ111と、第2タンク120と、第2ポンプ121と、混合部130と、を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
CKD株式会社
型用台車
3か月前
シーメット株式会社
光造形装置
3か月前
グンゼ株式会社
ピン
3か月前
東レ株式会社
フィルムの製造方法
19日前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
セパレータ
2か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社不二越
射出成形機
1日前
株式会社不二越
射出成形機
2日前
株式会社不二越
射出成形機
7日前
株式会社リコー
画像形成システム
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
東レ株式会社
溶融押出装置および押出方法
3か月前
個人
ノズルおよび熱風溶接機
3か月前
日東工業株式会社
インサート成形機
4か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社コスメック
磁気クランプ装置
3か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社FTS
ブローニードル
4か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
中川産業株式会社
防火板材の製造方法
4か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
グンゼ株式会社
樹脂フィルムの回収方法
5か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
2か月前
東レ株式会社
ポリエステルフィルムの製造方法
6日前
東レ株式会社
被膜除去装置および被膜除去方法
3か月前
花王株式会社
再生樹脂の製造方法
3か月前
タカハタプレシジョン株式会社
監視装置
2か月前
村田機械株式会社
作業台
3か月前
東海興業株式会社
通気部付き樹脂成形品
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ