TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024169874
公報種別
公開特許公報(A)
公開日
2024-12-06
出願番号
2023086697
出願日
2023-05-26
発明の名称
電池の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B29C
65/16 20060101AFI20241129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】短時間で十分な溶着を確保することができる電池の製造方法を提供する。
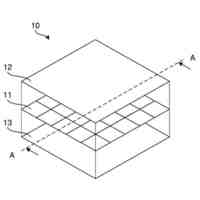
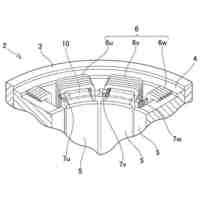
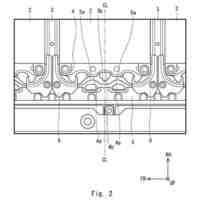
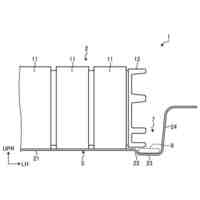
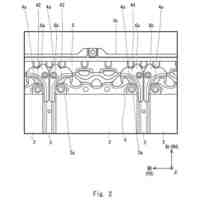
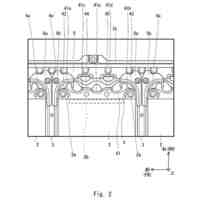
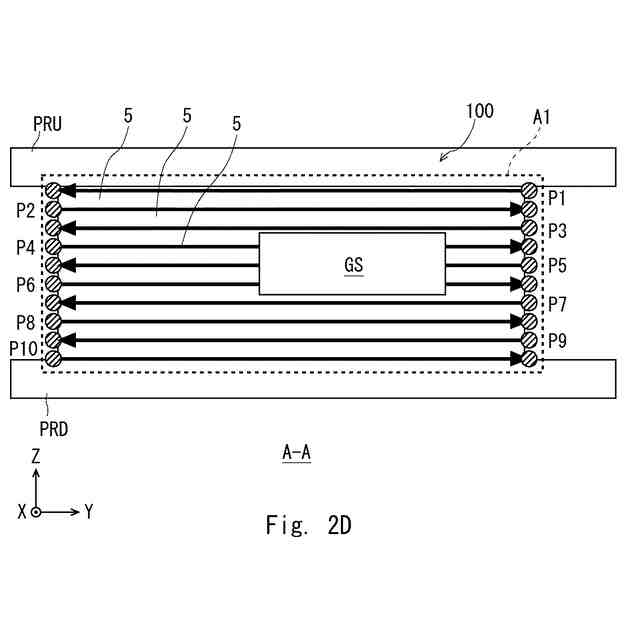
【解決手段】本開示に係る電池の製造方法は、複数の電極体10と、封止部とを備える電池の製造方法である。複数の電極体10は、積層し、封止部は、複数の電極体10の端部A1の間を封止する溶着部A2を備える。当該電池の製造方法は、複数の電極体10の端部A1の間に配置された複数の封止部材へCO
2
レーザを照射することによって、複数の封止部材を加熱溶着して、溶着部A2を形成する工程を備える。
【選択図】図2D
特許請求の範囲
【請求項1】
複数の電極体と、封止部とを備え、
前記複数の電極体は、積層し、
前記封止部は、前記複数の電極体の端部の間を封止する溶着部を備える電池の製造方法であって、
前記複数の電極体の端部の間に配置された複数の封止部材へCO
2
レーザを照射することによって、前記複数の封止部材を加熱溶着して、前記溶着部を形成する工程を備える、
電池の製造方法。
続きを表示(約 430 文字)
【請求項2】
前記工程において、ガルバノスキャナを用いて、前記CO
2
レーザを照射する、
請求項1に記載の電池の製造方法。
【請求項3】
前記CO
2
レーザの出力が100W以上300W以下であり、
前記CO
2
レーザの走査速度が4000mm/sec以上6000mm/sec以下である、
請求項2に記載の電池の製造方法。
【請求項4】
前記複数の封止部材は、ポリオレフィンを含む、
請求項1又は2に記載の電池の製造方法。
【請求項5】
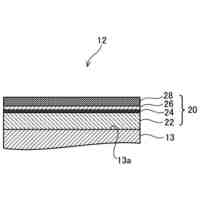
前記複数の封止部材は、厚さ120μmを有するフィルムであり、波長9.4μmを有する光を前記フィルムに照射し、前記光の光軸が前記フィルムの厚み方向に延びる場合、前記フィルムが前記光を吸収する吸収率は、10%以上30%以下である、
請求項1又は2に記載の電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は電池の製造方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
特許文献1に開示の蓄電装置の製造方法では、活物質層が設けられた複数の集電体と、枠状を呈する複数の封止部材とを備えた積層体を準備する。積層体において、複数の集電体のそれぞれの間に封止部材が配置される。また、赤外線を照射して複数の封止部材を溶融させることで、複数の封止部材で構成され、かつ連通口を含む側面を形成する。
【先行技術文献】
【特許文献】
【0003】
特開2023-000059号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本願発明者等は、以下の課題を発見した。
このような蓄電装置の製造方法では、封止部材を溶融させるために、赤外線を照射する。製造時間を短縮させるために、赤外線の出力を高める。すると、封止部材の表面が炭化する。そのため、十分な溶着を確保し難い。
【0005】
本開示は、上述した課題を鑑みてなされたものであり、短時間で十分な溶着を確保することができる電池の製造方法を提供するものである。
【課題を解決するための手段】
【0006】
本開示に係る電池の製造方法は、
複数の電極体と、封止部とを備え、
前記複数の電極体は、積層し、
前記封止部は、前記複数の電極体の端部の間を封止する溶着部を備える電池の製造方法であって、
前記複数の電極体の端部の間に配置された複数の封止部材へCO
2
レーザを照射することによって、前記複数の封止部材を加熱溶着して、前記溶着部を形成する工程を備える。
【0007】
また、上述した電池の製造方法において、前記工程において、ガルバノスキャナを用いて、前記CO
2
レーザを照射してもよい。
【0008】
また、上述した電池の製造方法において、前記CO
2
レーザの出力が100W以上300W以下であり、前記CO
2
レーザの走査速度が4000mm/sec以上6000mm/sec以下でもよい。
【0009】
また、上述した電池の製造方法において、前記複数の封止部材は、ポリオレフィンを含むとよい。
【0010】
また、上述した電池の製造方法において、前記複数の封止部材は、厚さ120μmを有するフィルムであり、波長9.4μmを有する光を前記フィルムに照射し、前記光の光軸が前記フィルムの厚み方向に延びる場合、前記フィルムが前記光を吸収する吸収率は、10%以上30%以下であるとよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
方法
今日
トヨタ自動車株式会社
膜体
2日前
トヨタ自動車株式会社
方法
14日前
トヨタ自動車株式会社
車両
15日前
トヨタ自動車株式会社
車両
14日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
充電器
14日前
トヨタ自動車株式会社
モータ
14日前
トヨタ自動車株式会社
燃料電池
14日前
トヨタ自動車株式会社
電動車両
8日前
トヨタ自動車株式会社
充電方法
14日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
路側装置
14日前
トヨタ自動車株式会社
電動車両
2日前
トヨタ自動車株式会社
電極触媒
15日前
トヨタ自動車株式会社
制御装置
2日前
トヨタ自動車株式会社
充電設備
2日前
トヨタ自動車株式会社
評価方法
2日前
トヨタ自動車株式会社
コネクタ
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電池パック
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
セパレータ
2日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電池パック
15日前
トヨタ自動車株式会社
電気自動車
1日前
トヨタ自動車株式会社
電気自動車
15日前
トヨタ自動車株式会社
電気自動車
15日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電気自動車
1日前
トヨタ自動車株式会社
電池冷却装置
2日前
トヨタ自動車株式会社
遠隔監視装置
14日前
トヨタ自動車株式会社
車両制御装置
2日前
トヨタ自動車株式会社
情報処理装置
14日前
トヨタ自動車株式会社
電気システム
2日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ