TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174426
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092240
出願日
2023-06-05
発明の名称
再生樹脂の製造方法
出願人
花王株式会社
代理人
個人
,
個人
主分類
B29B
17/04 20060101AFI20241210BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】再生樹脂中の揮発性成分を低減することができる再生樹脂の製造方法を提供すること。
【解決手段】揮発性成分と再生用樹脂を含む再生用原料の破砕物を充填槽に供給する工程、及び充填槽内に水蒸気を流通させて再生用原料の破砕物を洗浄する工程、を有する再生樹脂の製造方法であって、充填槽内の温度が100℃以上115℃以下であり、破砕物を洗浄する工程の処理時間が150分間以上である、再生樹脂の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
揮発性成分と再生用樹脂を含む再生用原料の破砕物を充填槽に供給する工程、及び充填槽内に水蒸気を流通させて再生用原料の破砕物を洗浄する工程、を有する再生樹脂の製造方法であって、充填槽内の温度が100℃以上115℃以下であり、破砕物を洗浄する工程の処理時間が150分間以上である、再生樹脂の製造方法。
続きを表示(約 620 文字)
【請求項2】
再生用原料の破砕物が、再生用原料を破砕する破砕工程を経て得られたものである、請求項1に記載の製造方法。
【請求項3】
再生用原料の破砕物が、再生用原料を破砕する破砕工程を経て得られたものを更に水洗する水洗工程を経て得られたものである、請求項1に記載の製造方法。
【請求項4】
充填槽を流通する水蒸気の線速度が0.04m/s以上0.75m/s以下である、請求項1~3のいずれか1項に記載の製造方法。
【請求項5】
揮発性成分が香料を含む、請求項1~4のいずれか1項に記載の製造方法。
【請求項6】
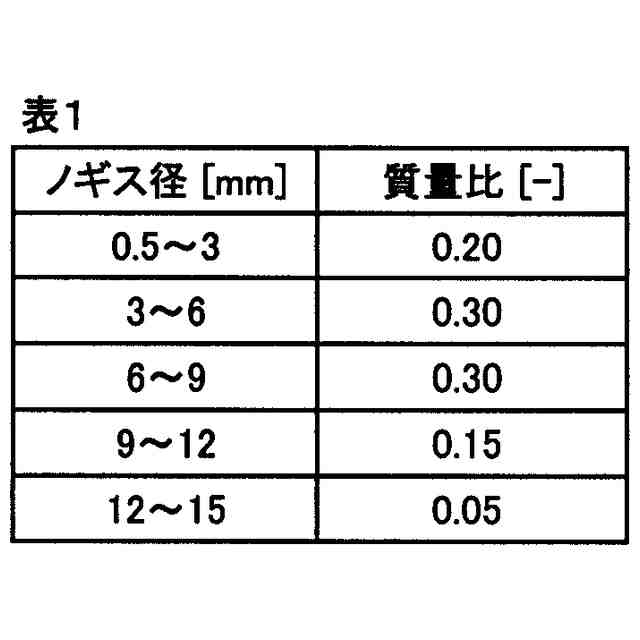
再生用原料の破砕物の粒度分布が1mm以上15mm以下であり、かつメジアン径が3mm以上12mm以下である、請求項1~5のいずれか1項に記載の製造方法。
【請求項7】
充填槽内における再生用原料の破砕物の充填率が30~100%である、請求項1~6のいずれか1項に記載の製造方法。
【請求項8】
充填槽内における再生用原料の破砕物の洗浄がバッチ式に行われる、請求項1~7のいずれか1項に記載の製造方法。
【請求項9】
再生用原料がプラスチックボトルの包装容器を含む、請求項1~8のいずれか1項に記載の製造方法。
【請求項10】
請求項1~9のいずれか1項に記載の製造方法で製造された再生樹脂。
発明の詳細な説明
【技術分野】
【0001】
本発明は再生樹脂の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来より、シャンプーや柔軟仕上げ剤、飲料等の液体成分や食品等の固体成分の包装容器として、プラスチックボトルが用いられてきた。このようなプラスチックボトルの材質としてはポリオレフィンを含むものが多く、リサイクルの対象となっている。
【0003】
例えば、特許文献1は、廃棄プラスチックを素材リサイクルするための洗浄方法および装置の発明が記載されている。特許文献1の段落0033では、廃棄プラスチックに水蒸気を2秒接触させて洗浄することで、廃棄プラスチックから発生する臭気の低減を試みている。
【先行技術文献】
【特許文献】
【0004】
特開2003-251627号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
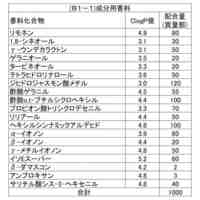
近年のシャンプーや柔軟仕上げ剤は、強い残香性を特徴とする製品が多い。かかる製品を内封した包装容器には様々な香料が残留し、特にポリオレフィンを用いた充填用のボトルの包装容器にはその傾向が強く、特許文献1の方法では、香料に由来する臭気の低減は不十分であった。従って、香料等の揮発性成分を低減する方法の更なる改善が望まれていた。
【0006】
本発明は、再生樹脂中の揮発性成分を低減する、再生樹脂の製造方法に関する。
【課題を解決するための手段】
【0007】
本発明は下記〔1〕~〔10〕に関する。
〔1〕 揮発性成分と再生用樹脂を含む再生用原料の破砕物を充填槽に供給する工程、及び充填槽内に水蒸気を流通させて再生用原料の破砕物を洗浄する工程、を有する再生樹脂の製造方法であって、充填槽内の温度が100℃以上115℃以下であり、破砕物を洗浄する工程の処理時間が150分間以上である、再生樹脂の製造方法。
〔2〕 再生用原料の破砕物が、再生用原料を破砕する破砕工程を経て得られたものである、前記〔1〕に記載の製造方法。
〔3〕 再生用原料の破砕物が、再生用原料を破砕する破砕工程を経て得られたものを更に水洗する水洗工程を経て得られたものである、前記〔1〕に記載の製造方法。
〔4〕 充填槽を流通する水蒸気の線速度が0.04m/s以上0.75m/s以下である、前記〔1〕~〔3〕のいずれか1項に記載の製造方法。
〔5〕 揮発性成分が香料を含む、前記〔1〕~〔4〕のいずれか1項に記載の製造方法。
〔6〕 再生用原料の破砕物の粒度分布が1mm以上15mm以下であり、かつメジアン径が3mm以上12mm以下である、前記〔1〕~〔5〕のいずれか1項に記載の製造方法。
〔7〕 充填槽内における再生用原料の破砕物の充填率が30~100%である、前記〔1〕~〔6〕のいずれか1項に記載の製造方法。
〔8〕 充填槽内における再生用原料の破砕物の洗浄がバッチ式に行われる、前記〔1〕~〔7〕のいずれか1項に記載の製造方法。
〔9〕 再生用原料がプラスチックボトルの包装容器を含む、前記〔1〕~〔8〕のいずれか1項に記載の製造方法。
〔10〕 前記〔1〕~〔9〕のいずれか1項に記載の製造方法で製造された再生樹脂。
【発明の効果】
【0008】
本発明によれば、再生用樹脂中の揮発性成分を低減する、再生樹脂の製造方法が提供される。
【図面の簡単な説明】
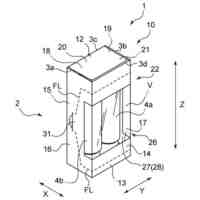
【0009】
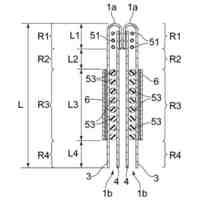
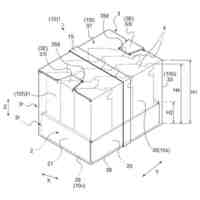
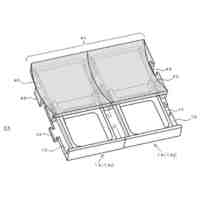
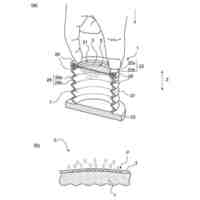
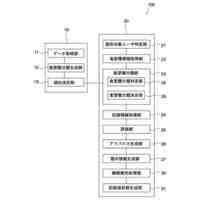
図1は、実施例1で使用した、再生用原料の破砕物を洗浄する装置(水蒸気処理装置)の概略図である。
【発明を実施するための形態】
【0010】
本発明の再生樹脂の製造方法は、揮発性成分と再生用樹脂を含む再生用原料の破砕物を充填槽に供給する工程、及び充填槽内に水蒸気を流通させて再生用原料の破砕物を洗浄する工程、を有する再生樹脂の製造方法であって、充填槽内の温度が100℃以上115℃以下であり、破砕物を洗浄する工程の処理時間が150分間以上である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
花王株式会社
容器
1か月前
花王株式会社
おむつ
25日前
花王株式会社
包装体
1か月前
花王株式会社
ホルダ
1か月前
花王株式会社
処理液
9日前
花王株式会社
皮膚化粧料
5日前
花王株式会社
紙コート剤
9日前
花王株式会社
繊維処理剤
9日前
花王株式会社
粉末化粧料
1日前
花王株式会社
転写捺染方法
23日前
花王株式会社
茶飲料組成物
9日前
花王株式会社
練歯磨組成物
24日前
花王株式会社
陳列用包装箱
10日前
花王株式会社
蓋付パレット
1か月前
花王株式会社
液体収容容器
10日前
花王株式会社
ディスペンサ
29日前
花王株式会社
練歯磨組成物
24日前
花王株式会社
香料送達粒子
1か月前
花王株式会社
QOL改善剤
9日前
花王株式会社
かぶれ抑制剤
1か月前
花王株式会社
水硬性組成物
9日前
花王株式会社
染毛剤用包装箱
24日前
花王株式会社
表面処理組成物
26日前
花王株式会社
抗原の検出方法
1か月前
花王株式会社
中空シリカ粒子
1日前
花王株式会社
有益物質送達粒子
1か月前
花王株式会社
レオロジー改質剤
1日前
花王株式会社
油中水型乳化組成物
29日前
花王株式会社
プログラム提供装置
1か月前
花王株式会社
複合粒子の製造方法
1か月前
花王株式会社
口腔用エアゾール剤
1か月前
花王株式会社
肌タイプの分類方法
1日前
花王株式会社
静電荷像現像用トナー
10日前
花王株式会社
液状レオロジー改質剤
2日前
花王株式会社
水硬性組成物用起泡剤
1か月前
花王株式会社
水硬性組成物用起泡剤
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ