TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025031365
公報種別
公開特許公報(A)
公開日
2025-03-07
出願番号
2023137541
出願日
2023-08-25
発明の名称
通気部付き樹脂成形品
出願人
東海興業株式会社
代理人
個人
主分類
B29C
45/14 20060101AFI20250228BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】通気膜が設けられる通気孔が小径でかつ密集配置されていても、比較的容易に製造できる通気部付き樹脂成形品を提供すること。
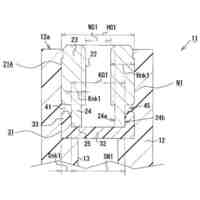
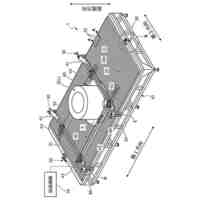
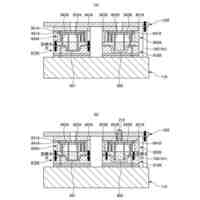
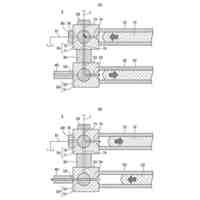
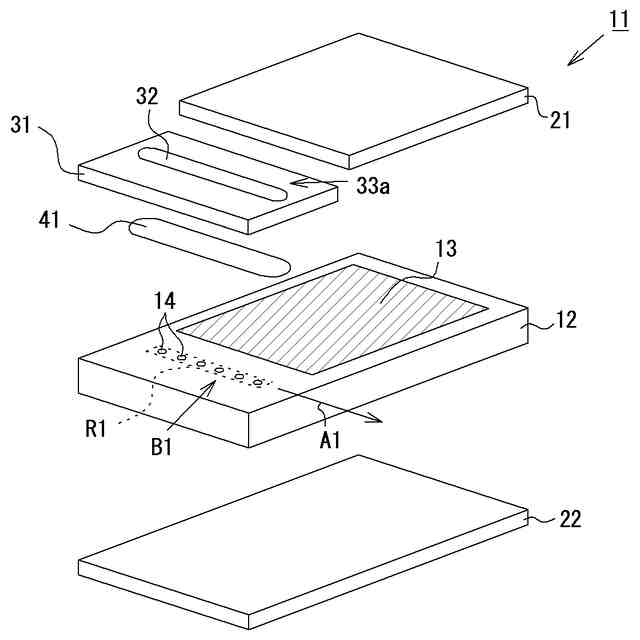
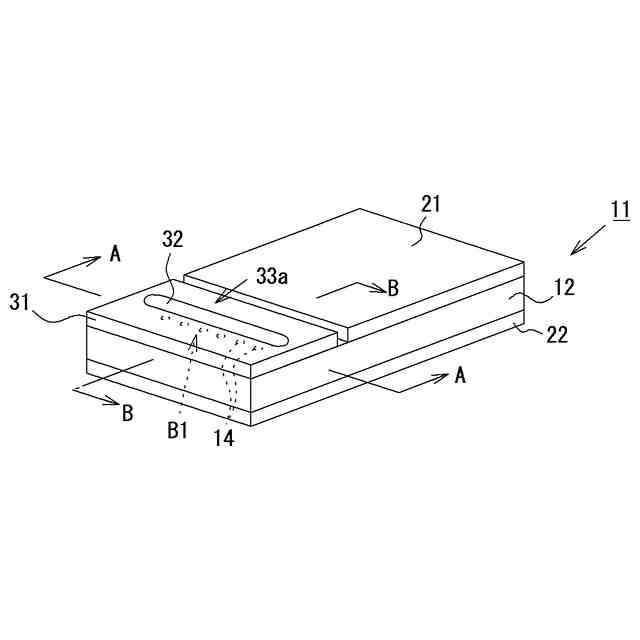
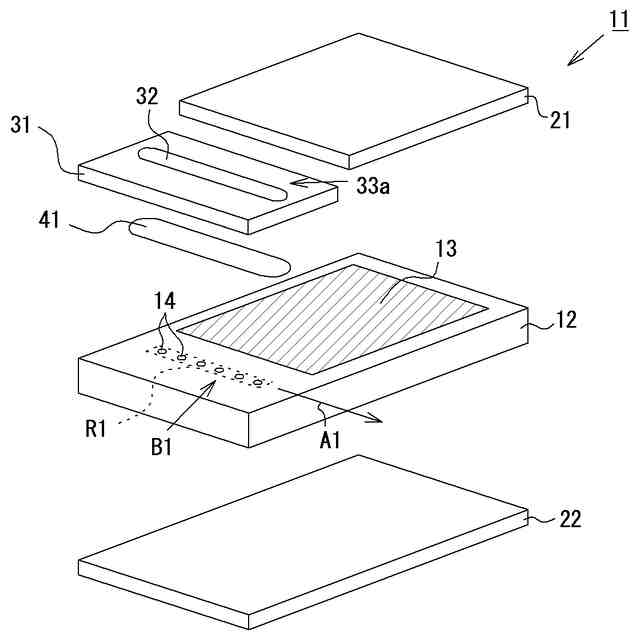
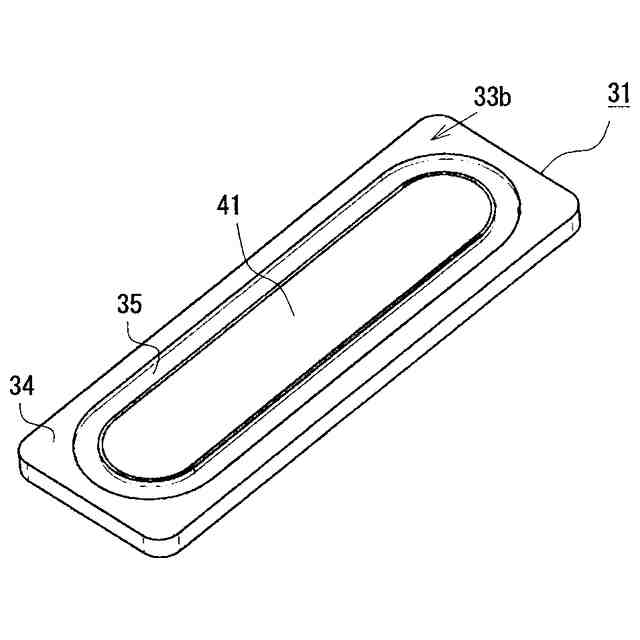
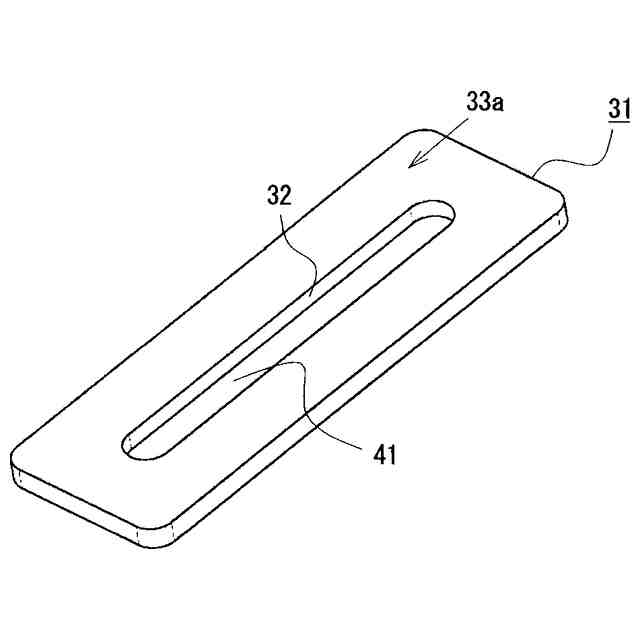
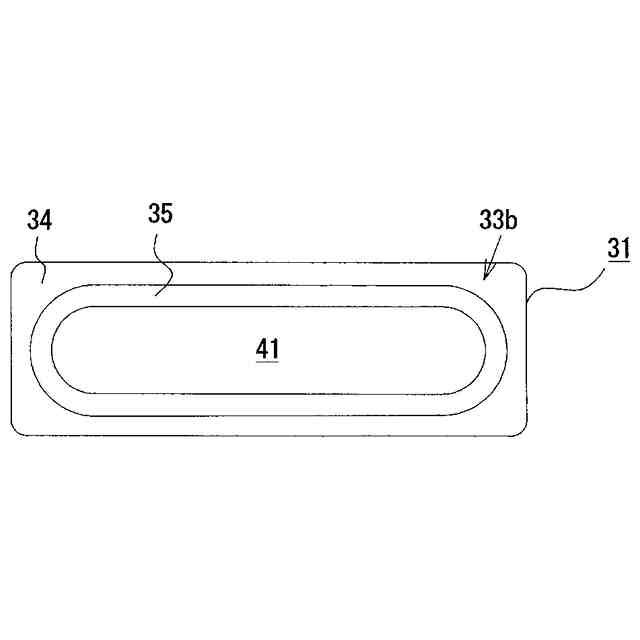
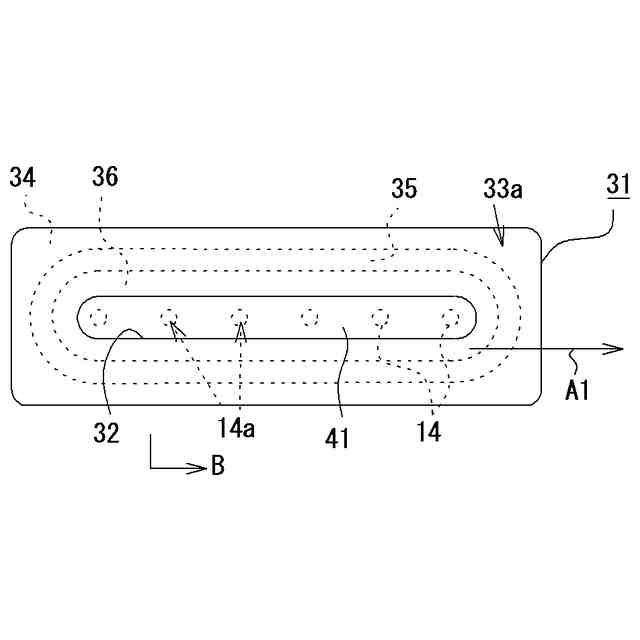
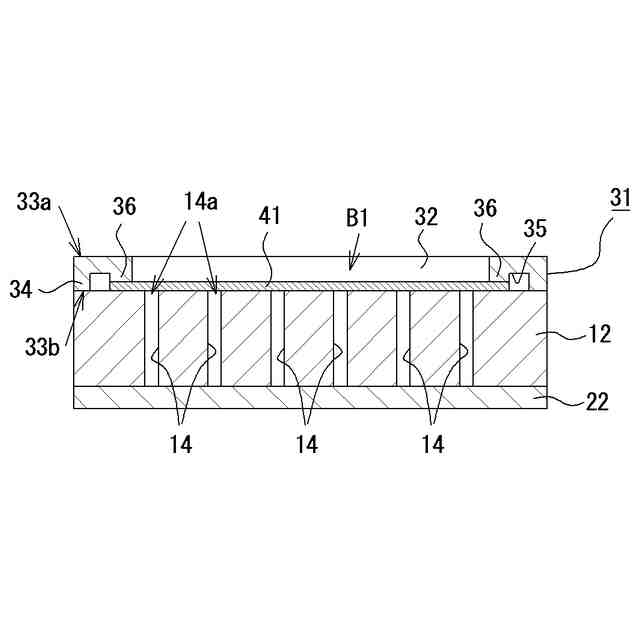
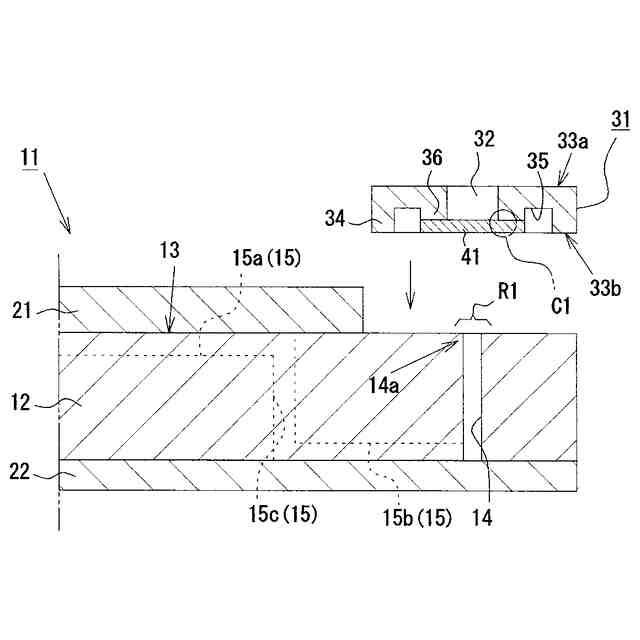
【解決手段】本発明の通気部付き樹脂成形品11は、密集して配置された複数の通気孔14を含む通気部B1が、射出成形品である成形品本体12の一部に設けられたものである。樹脂成形品11は通気膜41を備える。複数の通気孔14の形成部位を包囲する領域を、通気孔形成領域R1と定義する。通気膜41は、当該通気孔形成領域R1よりも大きな外形を有し、かつその内部に無数の微細通気構造を有する。通気膜41が成形品本体12に設けられることで、複数の通気孔14が通気可能に一括して閉塞されている。
【選択図】図2
特許請求の範囲
【請求項1】
密集して配置された複数の通気孔を含む通気部が、射出成形品である成形品本体の一部に設けられた樹脂成形品であって、
複数の前記通気孔の形成部位を包囲する領域を通気孔形成領域と定義したときに当該通気孔形成領域よりも大きな外形を有し、かつ内部に無数の微細通気構造を有する通気膜を備えるとともに、
前記通気膜が前記成形品本体に設けられることで、複数の前記通気孔が通気可能に一括して閉塞されている
ことを特徴とする通気部付き樹脂成形品。
続きを表示(約 760 文字)
【請求項2】
前記成形品本体には、前記通気部を覆う樹脂製のカバーが設けられ、
前記カバーには、前記通気孔形成領域を包囲可能な大きさの外形を有する開口部が形成され、
前記開口部の外周部分には、前記開口部よりも大きな外形を有する前記通気膜が接合されている
ことを特徴とする請求項1に記載の通気部付き樹脂成形品。
【請求項3】
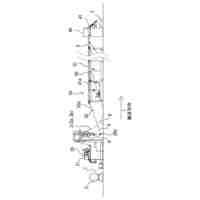
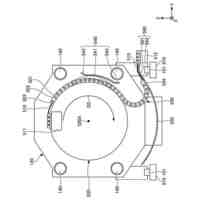
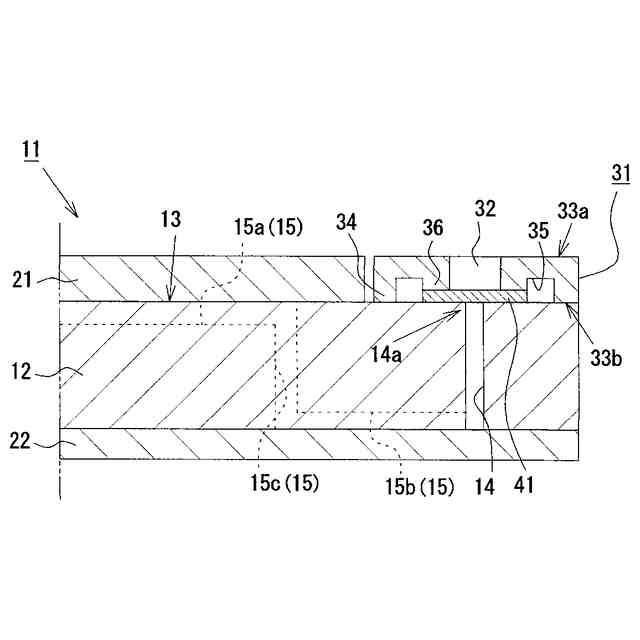
前記樹脂成形品は、前記成形品本体である樹脂製のプレート本体の少なくとも片側面に前記カバーを設けた構造を有するとともに、前記プレート本体に流路が形成された流路プレートであり、
複数の前記通気孔は、前記プレート本体において前記流路に連通するように形成されている
ことを特徴とする請求項2に記載の通気部付き樹脂成形品。
【請求項4】
複数の前記通気孔は、列状に配置されており、
前記開口部は、複数の前記通気孔の配列方向に沿って延びる開口溝であり、
前記通気膜は、前記開口部よりも大きな外形を有するとともに、平面視で細長い形状を呈している
ことを特徴とする請求項3に記載の通気部付き樹脂成形品。
【請求項5】
前記通気膜は、長辺及び短辺を有するとともに、前記短辺側が平面視で丸い形状に形成されていることを特徴とする請求項4に記載の通気部付き樹脂成形品。
【請求項6】
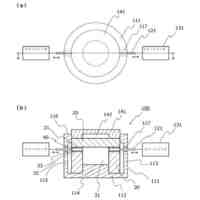
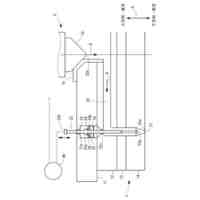
前記カバーにおける前記開口部の外周部分は、射出成形による溶融樹脂の固化物であり、
当該外周部分における前記溶融樹脂の一部が、前記通気膜の無数の微細通気構造内に入り込むことにより、前記通気膜が前記外周部分に接合されている
ことを特徴とする請求項2乃至5のいずれか1項に記載の通気部付き樹脂成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は通気部付き樹脂成形品に係り、特には通気孔を含む通気部が射出成形からなる成形品本体の一部に設けられた樹脂成形品に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、例えば各種の電気・電子機器を収容するためのケース状の樹脂成形品は、一般的に樹脂の射出成形により製造される。この種の樹脂成形品の一部には、成形品内外を連通させる通気部が形成されることがある。通常、通気部は通気孔を含んで構成されており、通気孔は通気膜を設けることで塞がれていることがある。通気膜は通気孔の外周部分に接合される。通気膜は液体の分子よりも細かい無数の微細通気構造を有しているため、気体の通過を許容する一方、水分等の通過は許容しない構造となっている。そして、通気部を介して通気可能な構造を有する樹脂成形品は、従来いくつか提案されている(例えば特許文献1、2等を参照)。
【0003】
ところで近年では、様々な樹脂成型品が小型化し、小型化に対応して通気部(通気孔や通気膜等)も小さくする要求がある。その例として流路プレートなどを例示することができる。流路プレートは、液体を流すことが可能な流路を有する樹脂成形品であり、その流路の一部に連通するように小径の通気孔が形成されている。そして、この通気孔の外周部分に通気膜を接合することが要求されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-347068号公報
特開2005-231276号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
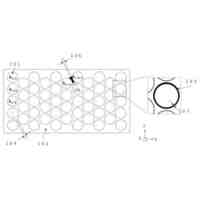
ところで、流路プレートのような樹脂成形品の場合、従来製品と比較して通気孔を非常に小さく形成する必要があり、例えば1mm以下の直径で形成する必要がある。また、このような小径の通気孔を密集した状態で複数個形成する必要もある。
【0006】
この場合、通気膜を通気孔の外周部分に接合するためには、各々の通気孔の大きさに合わせて極めて小面積の通気膜を複数枚用意し、それらを小径の通気孔に対して各々正確に配置しなくてはならず、生産することができない。それゆえ、上記構造の樹脂成形品を製造することは従来困難であった。
【0007】
本発明は上記の課題に鑑みてなされたものであり、その目的は、通気膜が設けられる通気孔が小径でかつ密集配置されていても、比較的容易に製造することができる通気部付き樹脂成形品を提供することにある。
【課題を解決するための手段】
【0008】
上記課題を解決するために、手段1に記載の発明は、密集して配置された複数の通気孔を含む通気部が、射出成形品である成形品本体の一部に設けられた樹脂成形品であって、複数の前記通気孔の形成部位を包囲する領域を通気孔形成領域と定義したときに当該通気孔形成領域よりも大きな外形を有し、かつ内部に無数の微細通気構造を有する通気膜を備えるとともに、前記通気膜が前記成形品本体に設けられることで、複数の前記通気孔が通気可能に一括して閉塞されていることを特徴とする通気部付き樹脂成形品をその要旨とする。
【0009】
従って、手段1に記載の発明によると、通気膜が設けられる通気孔が小径かつ密集配置されていても、通気孔形成領域よりも大きな外形を有する通気膜を用い、その通気膜を成形品本体に設けることで、複数の通気孔を一括して閉塞することができる。よって、通気部付き樹脂成形品を比較的容易に製造することができる。
【0010】
手段2に記載の発明は、手段1において、前記成形品本体には、前記通気部を覆う樹脂製のカバーが設けられ、前記カバーには、前記通気孔形成領域を包囲可能な大きさの外形を有する開口部が形成され、前記開口部の外周部分には、前記開口部よりも大きな外形を有する前記通気膜が接合されていることをその要旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東海興業株式会社
インサート成形品、キャップ部材付き貫通ナット
11日前
東海興業株式会社
ポリウレタンフォーム成形用組成物、ポリウレタンフォーム、および吸音材
1か月前
東レ株式会社
フィルムの製造方法
3日前
東レ株式会社
フィルムの製造方法
3か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
2か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
トヨタ自動車株式会社
真空成形装置
2か月前
株式会社ミヤコシ
解反機
1か月前
東レ株式会社
半導体モールド用離型フィルム
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
シチズンファインデバイス株式会社
接合装置
1か月前
東レ株式会社
ペレット製造時の制御システム
4か月前
帝人株式会社
複数の孔を有する成形品
2か月前
東海興業株式会社
通気部付き樹脂成形品
4か月前
東レ株式会社
ポリエステルフィルムの製造方法
3か月前
株式会社タハラ
中空成形機
1か月前
株式会社ジェイ・オー・エヌ・七二
接合構造体
13日前
大和ハウス工業株式会社
造形装置
3か月前
タカハタプレシジョン株式会社
監視装置
4日前
日榮新化株式会社
剥離シートのリサイクル方法
4か月前
住友重機械工業株式会社
射出成形機
3日前
住友重機械工業株式会社
射出成形機
2か月前
住友重機械工業株式会社
射出成形機
3か月前
三菱重工業株式会社
接合方法
3か月前
世紀株式会社
成形装置及び成形方法
3か月前
住友重機械工業株式会社
射出成形機
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ