TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025064481
公報種別
公開特許公報(A)
公開日
2025-04-17
出願番号
2023174293
出願日
2023-10-06
発明の名称
射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/18 20060101AFI20250410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形材料の押し出しにおける第1射出部材の圧力を抑制できる射出成形機を提供する。
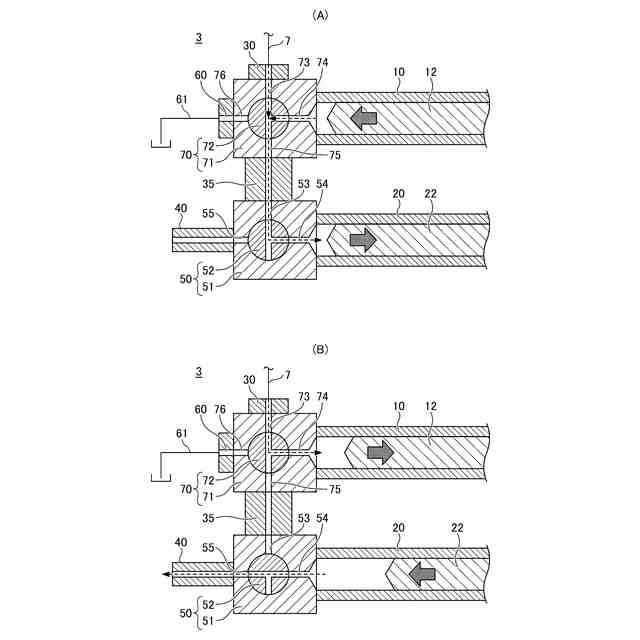
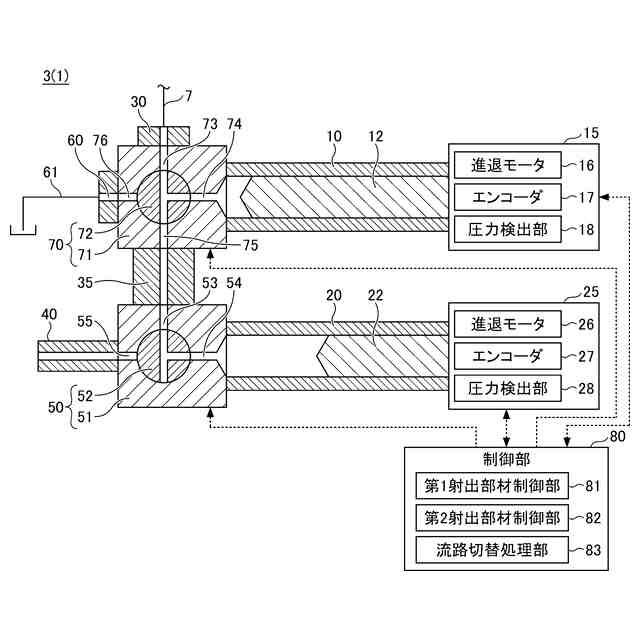
【解決手段】射出成形機1は、溶融樹脂が供給されるリザーバシリンダ10と、リザーバシリンダ10内に進退可能に設けられる第1射出部材12と、リザーバシリンダ10から押し出された溶融樹脂が供給される射出シリンダ20と、射出シリンダ20内に進退可能に設けられる第2射出部材22と、第1射出部材12および第2射出部材22の動作を制御する制御部80と、を備える。制御部80は、第1射出部材12の前進により射出シリンダ20に溶融樹脂を供給する計量工程を制御し、計量工程において第1射出部材12の前進に合わせて第2射出部材22を後退させる。
【選択図】図4
特許請求の範囲
【請求項1】
成形材料が供給される第1シリンダと、
前記第1シリンダ内に進退可能に設けられる第1射出部材と、
前記第1シリンダから押し出された前記成形材料が供給される第2シリンダと、
前記第2シリンダ内に進退可能に設けられる第2射出部材と、
前記第1射出部材および前記第2射出部材の動作を制御する制御部と、を備え、
前記制御部は、前記第1射出部材の前進により前記第2シリンダに前記成形材料を供給する計量工程を制御し、前記計量工程において前記第1射出部材の前進に合わせて前記第2射出部材を後退させる、
射出成形機。
続きを表示(約 1,000 文字)
【請求項2】
前記制御部は、前記計量工程において前記第1射出部材の前進の開始以降に前記第2射出部材の後退を開始する、
請求項1に記載の射出成形機。
【請求項3】
前記制御部は、前記計量工程において前記第1射出部材の前進の停止に伴い前記第2射出部材の後退を停止する、
請求項1に記載の射出成形機。
【請求項4】
前記制御部は、前記計量工程において前記第2射出部材の後退速度を前記第1射出部材の前進速度以下に設定する、
請求項1に記載の射出成形機。
【請求項5】
前記第1シリンダは、前記第1シリンダの前方から当該第1シリンダの内部空間に前記成形材料を供給して前記第1射出部材の前方に前記成形材料を溜め、前記第1射出部材の前進により前記第1シリンダの前方から前記成形材料を吐出し、
前記第2シリンダは、前記第2シリンダの前方から当該第2シリンダの内部空間に前記成形材料を供給して前記第2射出部材の前方に前記成形材料を溜め、前記第2射出部材の前進により前記第2シリンダの前方から前記成形材料を吐出する、
請求項1乃至4のいずれか1項に記載の射出成形機。
【請求項6】
前記第1射出部材は、前記第1シリンダと相対的に摺動して、前方に溜まった前記成形材料を押し出すプランジャである、
請求項5に記載の射出成形機。
【請求項7】
前記第1シリンダは、前記第1射出部材の先端よりも後側の位置から当該第1シリンダの内部空間に前記成形材料を供給し、前記第1射出部材の前方に前記成形材料を溜め、前記第1射出部材の前進により前記第1シリンダの前方から前記成形材料を吐出し、
前記第2シリンダは、前記第2シリンダの前方から当該第2シリンダの内部空間に前記成形材料を供給して前記第2射出部材の前方に前記成形材料を溜め、前記第2射出部材の前進により前記第2シリンダの前方から前記成形材料を吐出する、
請求項1乃至4のいずれか1項に記載の射出成形機。
【請求項8】
前記第1射出部材は、外周面に螺旋状のフライトを有し、前記第1シリンダの内部空間において相対的に回転するスクリュであり、当該回転により前記第1射出部材の前方に前記成形材料を溜める、
請求項7に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形機に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、2つのシリンダを用いて成形材料を金型装置に射出する射出成形機が知られている。例えば、特許文献1には、成形材料である溶融樹脂が供給される第1シリンダ(リザーバシリンダ)および第2シリンダ(射出シリンダ)を備える射出成形機が開示されている。
【0003】
この射出成形機は、第1シリンダの第1射出部材(第1プランジャ)を前進することで、第1シリンダの先端から溶融樹脂を吐出し、第2シリンダの内部空間の前方に溶融樹脂を溜める。そして、射出成形機は、第2シリンダの第2射出部材(第2プランジャ)を前進することで、第2シリンダの前方に溜められた溶融樹脂を金型装置に射出する。
【先行技術文献】
【特許文献】
【0004】
特開2022‐27158号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
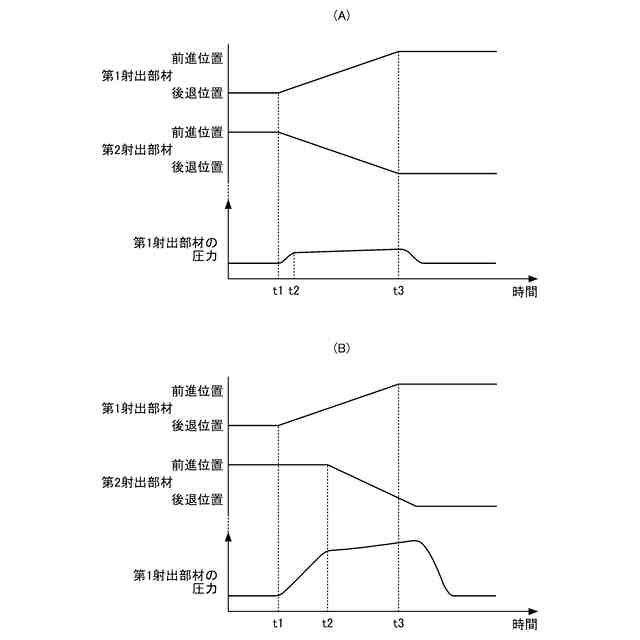
ところで、上記のような2つのシリンダを有する射出成形機は、第1シリンダから第2シリンダに成形材料を供給する際に、第2シリンダに流入する成形材料の圧力を受けて第2射出部材が後退する。この場合、第1射出部材は、第1シリンダから溶融樹脂を押し出す力に加えて第2射出部材を後退させる力が必要になり、第1射出部材にかかる圧力が大きくなる。射出成形機は、第1射出部材の圧力が大きくなることで、第1射出部材または第1シリンダに損傷が生じ易くなる(耐久性が低下する)等の不都合が生じる。
【0006】
本開示は、成形材料の押し出し時における第1射出部材の圧力を抑制できる射出成形機を提供する。
【課題を解決するための手段】
【0007】
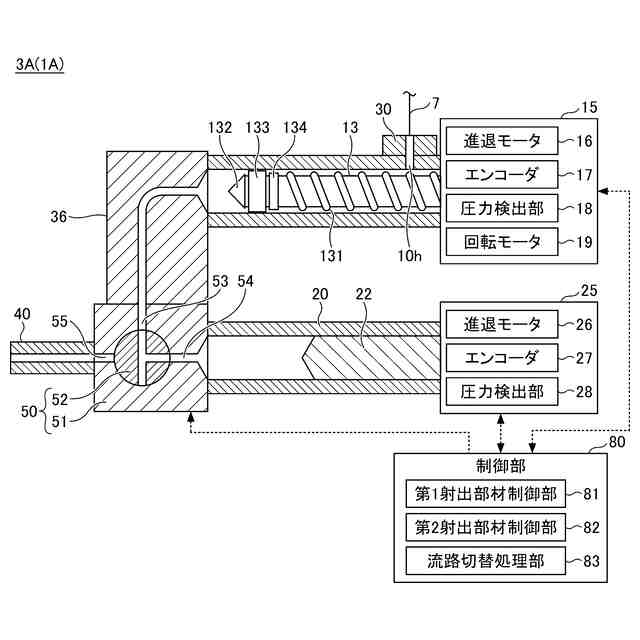
本開示の一態様によれば、溶融樹脂が供給される第1シリンダと、前記第1シリンダ内に進退可能に設けられる第1射出部材と、前記第1シリンダから押し出された前記溶融樹脂が供給される第2シリンダと、前記第2シリンダ内に進退可能に設けられる第2射出部材と、前記第1射出部材および前記第2射出部材の動作を制御する制御部と、を備え、前記制御部は、前記第1射出部材の前進により前記第2シリンダに前記溶融樹脂を供給する計量工程を制御し、前記計量工程において前記第1射出部材の前進に合わせて前記第2射出部材を後退させる、射出成形機が提供される。
【発明の効果】
【0008】
一態様によれば、成形材料の押し出しにおける第1射出部材の圧力を抑制できる。
【図面の簡単な説明】
【0009】
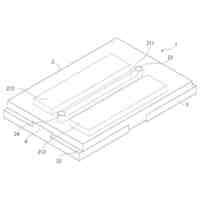
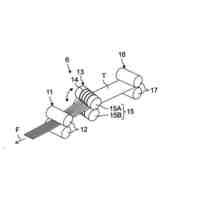
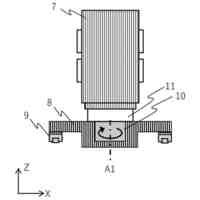
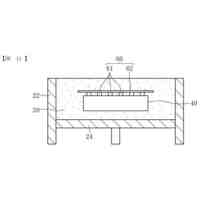
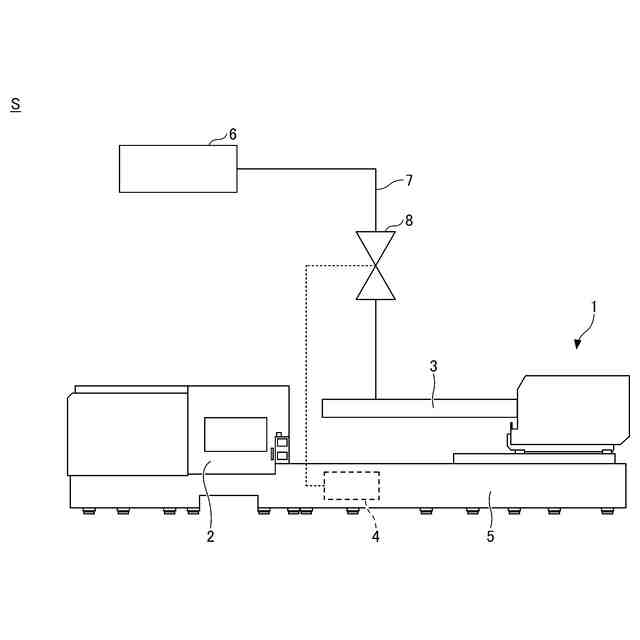
第1実施形態に係る射出成形機システムの全体構成を示す側面図である。
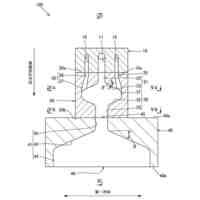
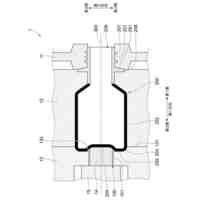
第1実施形態に係る射出成形機の射出装置を模式的に示す断面図である。
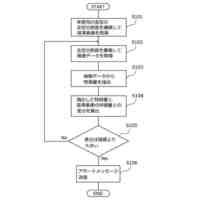
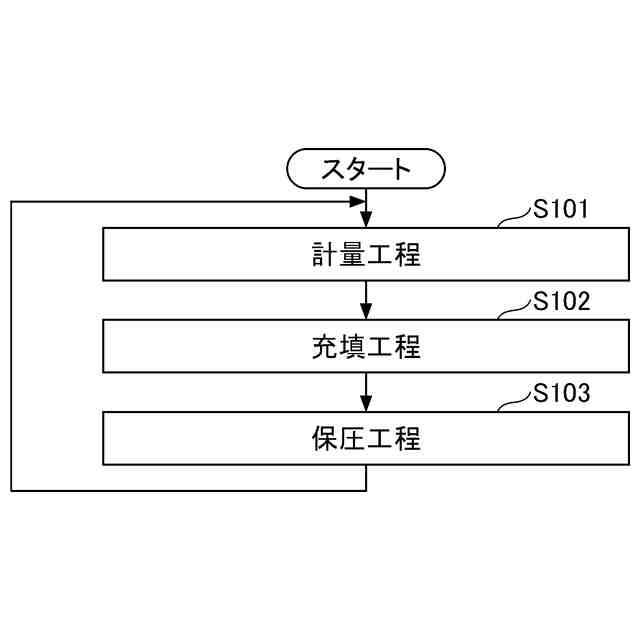
射出成形機における射出装置の動作を示すフローチャートである。
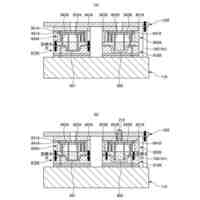
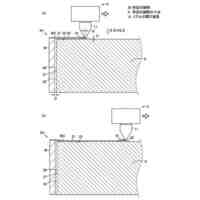
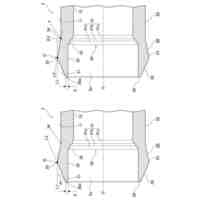
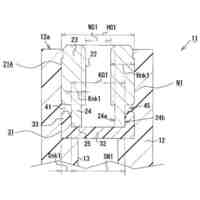
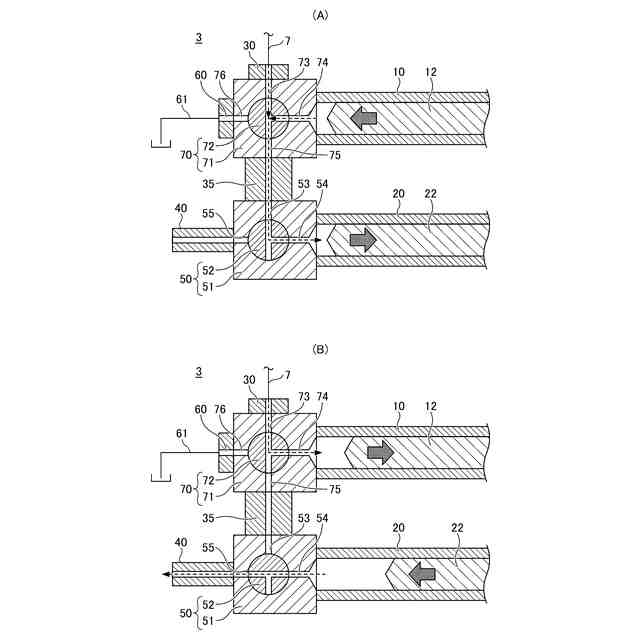
図4(A)は、射出装置の計量工程の動作を示す断面図である。図4(B)は、射出装置の射出工程の動作を示す図である。
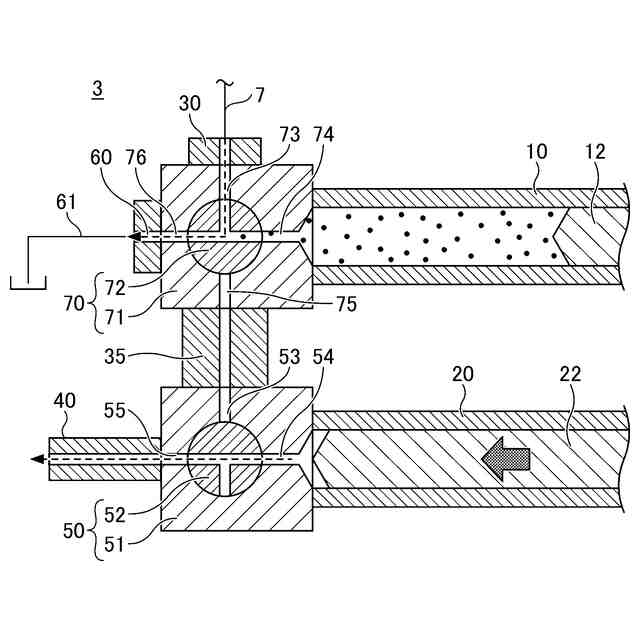
射出装置において溶融樹脂を排出する動作を示す断面図である。
図6(A)は、実施形態に係る射出装置の計量工程の各プランジャの動作を示すタイミングチャートである。図6(B)は、参考例に係る射出装置の計量工程の各プランジャの動作を示すタイミングチャートである。
第2実施形態に係る射出成形機の射出装置を模式的に示す断面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して本開示を実施するための形態について説明する。各図面において、同一構成部分には同一符号を付し、重複した説明を省略する場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
5日前
東レ株式会社
二軸配向ポリプロピレンフィルム
1日前
タカハタプレシジョン株式会社
監視装置
6日前
株式会社ジェイ・オー・エヌ・七二
接合構造体
15日前
住友重機械工業株式会社
射出成形機
5日前
株式会社精工技研
接合樹脂及びその製造方法
15日前
前澤化成工業株式会社
造形物製造方法
13日前
東レ株式会社
プロペラブレード、および、その製造方法
12日前
東レ株式会社
プロペラブレード、および、その製造方法
12日前
日本バイリーン株式会社
管内張り材基材および管内張り材
5日前
ダイハツ工業株式会社
射出成形用金型
13日前
セイコーエプソン株式会社
射出成形金型
5日前
東洋アルミニウム株式会社
アルミニウム箔積層体の分別方法
7日前
小林工業株式会社
熱板溶着装置と熱板溶着方法
14日前
株式会社井元製作所
延伸装置
5日前
フルヤ工業株式会社
ガス抜きピン
7日前
已久工業股ふん有限公司
タイヤ修理装置及び接着剤塗布装置
12日前
株式会社SUBARU
繊維の幅調整装置及び複合材成形方法
1日前
株式会社豊田中央研究所
溶着装置
1日前
TOYO TIRE株式会社
非空気圧タイヤの製造方法
19日前
日本ゼオン株式会社
樹脂成形品の製造方法
7日前
株式会社クラレ
無理抜き成形品
5日前
キヤノン株式会社
成形装置および成形方法
5日前
東海興業株式会社
インサート成形品、キャップ部材付き貫通ナット
13日前
株式会社ブリヂストン
タイヤ成形用金型
19日前
株式会社ブリヂストン
タイヤ成型ドラム
14日前
東洋製罐株式会社
成形条件調整方法、及び、成形条件調整装置
8日前
芝浦機械株式会社
フィードブロック及びTダイ
8日前
株式会社リコー
造形方法、造形システム及びプログラム
7日前
三菱電線工業株式会社
環状ゴム製品の製造方法
14日前
TOYO TIRE株式会社
トランスファー装置
13日前
三菱ケミカル株式会社
繊維強化樹脂物品及びその製造方法
5日前
TOYO TIRE株式会社
トランスファー装置
13日前
共同印刷株式会社
キャップの製造方法
14日前
大日本印刷株式会社
シート、ロールシート及びシート積層体
7日前
住友重機械工業株式会社
吹込成形機構、中間金型、および金型装置
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ