TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094577
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023210218
出願日
2023-12-13
発明の名称
射出成形用金型
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/27 20060101AFI20250618BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】繊維状強化材が配合された樹脂を射出成形する場合であっても、金型の損耗を可及的に抑制し、これにより低コストに射出成形品の生産を継続実施可能とする。
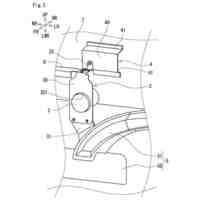
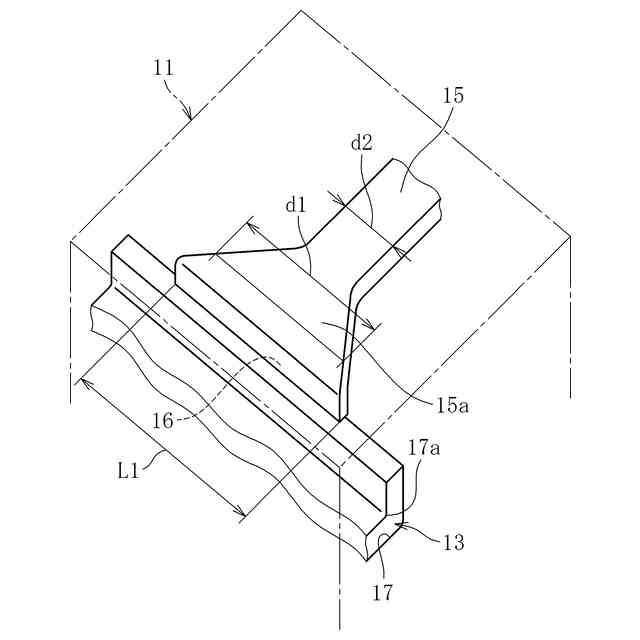
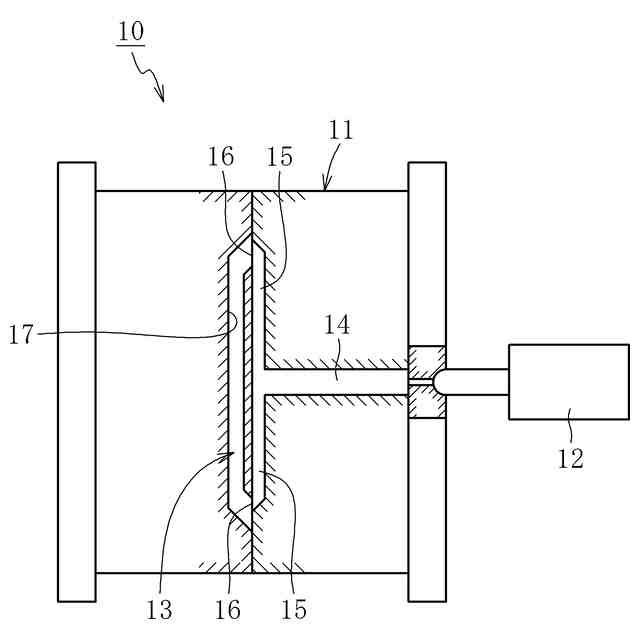
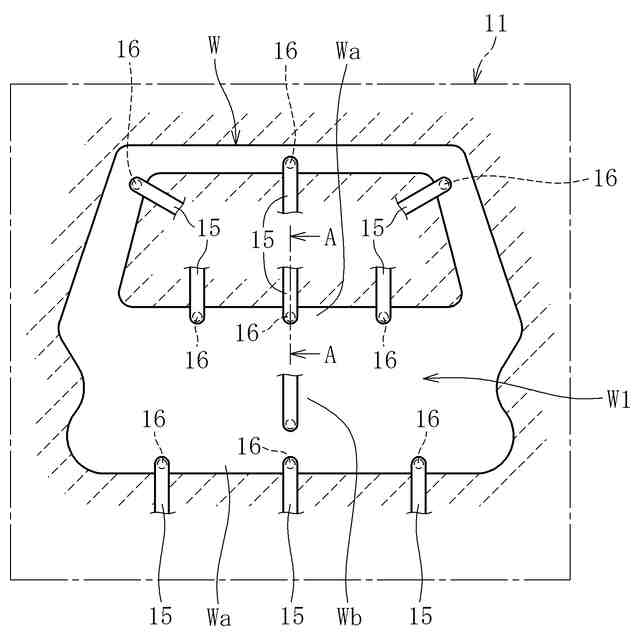
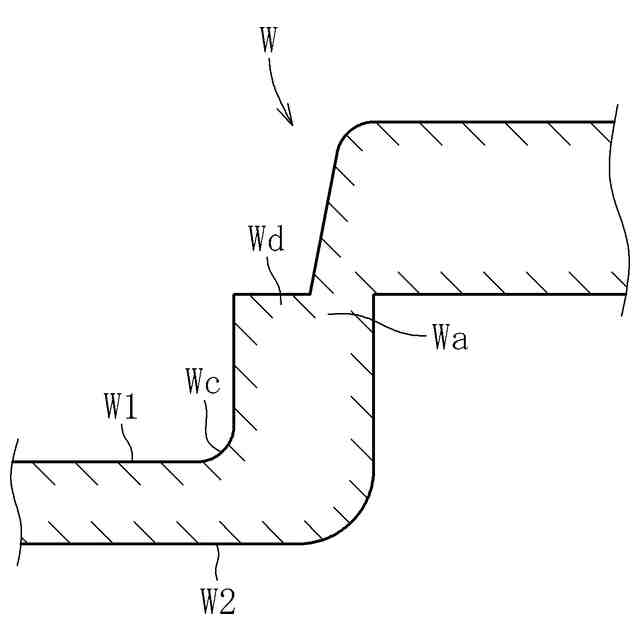
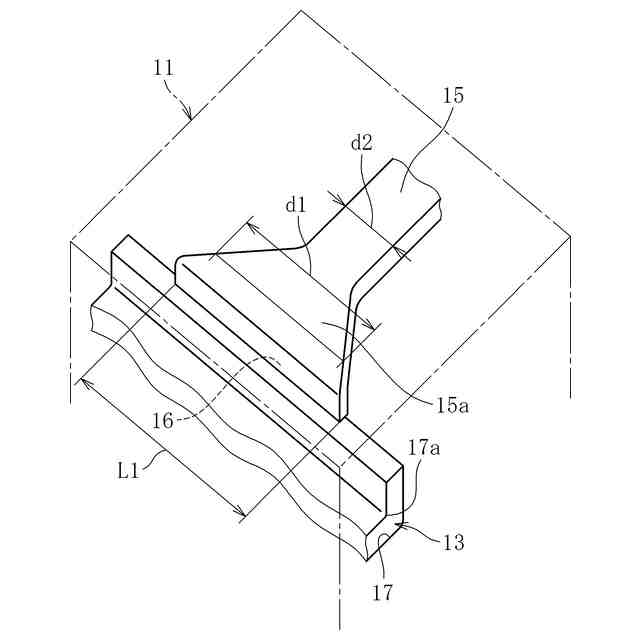
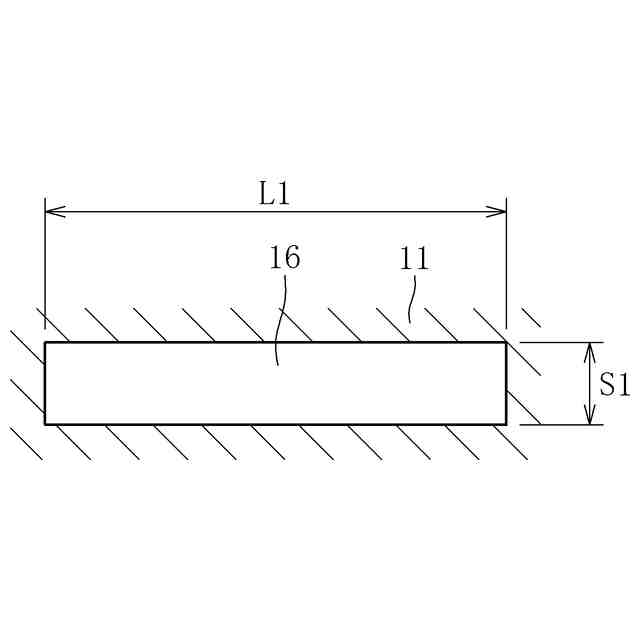
【解決手段】この射出成形用金型11は、射出成形品Wの成形空間となるキャビティ13と、キャビティ13につながるランナ15と、ランナ15の先端に位置しキャビティ13に開口するゲート16とを備える。ランナ15の断面とゲート16はともに扁平形状をなし、ゲート16の長手方向寸法L1が、ランナ15の断面長手方向寸法W2よりも大きい。
【選択図】図5
特許請求の範囲
【請求項1】
射出成形品の成形空間となるキャビティと、前記キャビティにつながるランナと、前記ランナの先端に位置し前記キャビティに開口するゲートとを備えた射出成形用金型において、
前記ランナの断面と前記ゲートはともに扁平形状をなし、
前記ゲートの長手方向寸法が、前記ランナの断面長手方向寸法よりも大きいことを特徴とする射出成形用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形用金型に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
周知の通り、樹脂の射出成形品は、小型部品に限らず、例えば自動車のボデーの一部をなすパネル状部材など、大型かつ強度が必要な箇所にも適用されている。
【0003】
また、この種の成形品において、強度向上あるいは寸法安定性を目的として、炭素繊維やガラス繊維などの繊維状強化材を配合した樹脂を射出成形することも行われている(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2014-87986号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、この種の射出成形においては、射出材料に含まれる繊維状強化材により、射出成形用金型の成形面が損耗する事態が問題となることがある。すなわち、射出材料に含まれるガラス繊維などの繊維状強化材は高い剛性を示すことから、射出に伴い、射出材料中の繊維状強化材がランナ部の内面やゲート部の内面、あるいはゲート部近傍の金型内面(成形面)と衝突することで、上述した内面や成形面が損耗し易い傾向にある。そのため、射出成形を継続することでランナ部やゲート部の損耗が進行し、ゲート部の形状が変化することで、射出材料の流動態様が変化するおそれがある。流動態様の変化の如何によっては問題となるウェルドラインの発生ひいては成形不良を招く。あるいは、ゲート部近傍の成形面が損耗することで、損耗痕が射出成形品の表面に転写され、外観品質の低下を招くおそれもある。
【0006】
上述の如く金型が損耗した場合には損耗部を補修する必要があるが、当然ながらこの補修には多大な時間を要する。また、補修中に生産が止まる事態を避けるために、予備の金型を別途用意する必要があり、コストアップの要因となる。
【0007】
以上の事情に鑑み、本明細書では、繊維状強化材が配合された樹脂を射出成形する場合であっても、金型の損耗を可及的に抑制し、これにより低コストに射出成形品の生産を継続実施可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0008】
前記課題の解決は、本発明に係る射出成形用金型によって達成される。すなわち、この金型は、射出成形品の成形空間となるキャビティと、キャビティにつながるランナと、ランナの先端に位置しキャビティに開口するゲートとを備えた射出成形用金型において、ランナの断面とゲートはともに扁平形状をなし、ゲートの長手方向寸法が、ランナの断面長手方向寸法よりも大きい点をもって特徴付けられる。
【0009】
従来、射出成形における射出材料(樹脂)の流動メカニズムについては、射出開始直後に金型の内面に固化した樹脂のスキン層が形成されるため、繊維状強化材を配合した樹脂の射出時においては、スキン層によって金型の内面が繊維状強化材から保護されるものと考えられてきた。本発明者はこの点に関し、流動解析や実機検証により鋭意検討を重ねた結果、射出開始直後に金型の内面全てにスキン層が形成されるわけではなく、射出材料の流速によっては、当該流速が相対的に高い箇所ほどスキン層が形成されにくいこと、及び、スキン層が形成されにくい箇所ほど繊維状強化材による金型内面の損耗が生じ易い、との知見を得るに至った。言い換えると、繊維状強化材による損耗の程度と、当該損耗箇所における射出材料の流速との間には一定の相関が認められる、との知見を得るに至った。
【0010】
本発明は上記知見に基づきなされたもので、相対的に流速が高い分布を示し易いゲート近傍における射出材料の流速を低下させることを狙って、扁平状をなすゲートの長手方向寸法を、対応するランナの断面長手方向寸法よりも大きくした。このように構成することによって、金型内面のうち特にゲートから射出された直後の流速を相対的に低下させることができる。よって、ゲート近傍に位置する金型内面にスキン層を積極的に形成して、繊維状強化材から金型内面を効果的に保護することが可能となる。また、スキン層が形成されない場合であっても流速の低下により繊維状強化材の速度も低下しているので、金型内面との衝突も緩和される。以上の作用より、金型内面の損耗が抑制されるので、補修の頻度を下げることができる。また、金型内面の損耗が抑制されれば、補修に必要な時間も短くて済むため、被稼働期間内に補修を完了させることができ、これにより予備の金型も不要となる。以上より、本発明に係る射出成形用金型によれば、射出成形の継続実施に係るトータルコストを抑制することが可能となる。また、ゲートを扁平形状としたので、その長手方向寸法を増大させることでゲートの断面積が増加した場合であっても、比較的容易にランナで固化した部分と射出成形品とをその境界(ゲート)で切断することができる。よって、射出成形品にランナで固化した部分の一部が残るような事態を回避して生産性を確保することが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ダイハツ工業株式会社
車両構造
26日前
ダイハツ工業株式会社
車両構造
27日前
ダイハツ工業株式会社
制御装置
1か月前
ダイハツ工業株式会社
固定治具
6日前
ダイハツ工業株式会社
制御装置
5日前
ダイハツ工業株式会社
車両構造
26日前
ダイハツ工業株式会社
排気浄化装置
1か月前
ダイハツ工業株式会社
車両制御装置
1か月前
ダイハツ工業株式会社
車両制御装置
1か月前
ダイハツ工業株式会社
暖房システム
13日前
ダイハツ工業株式会社
充電システム
6日前
ダイハツ工業株式会社
亀裂検出装置
5日前
ダイハツ工業株式会社
車両用制御装置
1か月前
ダイハツ工業株式会社
車両用制御装置
1か月前
ダイハツ工業株式会社
車両用制御装置
3日前
ダイハツ工業株式会社
燃料供給システム
26日前
ダイハツ工業株式会社
充電制御システム
28日前
ダイハツ工業株式会社
電動車両の制御装置
1か月前
ダイハツ工業株式会社
切削液の油分分離装置
27日前
ダイハツ工業株式会社
可変磁束モータの制御プログラム
28日前
ダイハツ工業株式会社
電動コンプレッサ搭載構造
1か月前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
東レ株式会社
プリプレグテープ
10か月前
シーメット株式会社
光造形装置
7か月前
CKD株式会社
型用台車
7か月前
東レ株式会社
フィルムの製造方法
26日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
1か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
射出ミキシングノズル
9か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
12日前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ