TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099167
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215608
出願日
2023-12-21
発明の名称
無理抜き成形品
出願人
株式会社クラレ
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B29C
39/34 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】白化及び変形の発生が適切に防止され、アンダーカットの低下が適切に抑制される無理抜き製品を提供する。
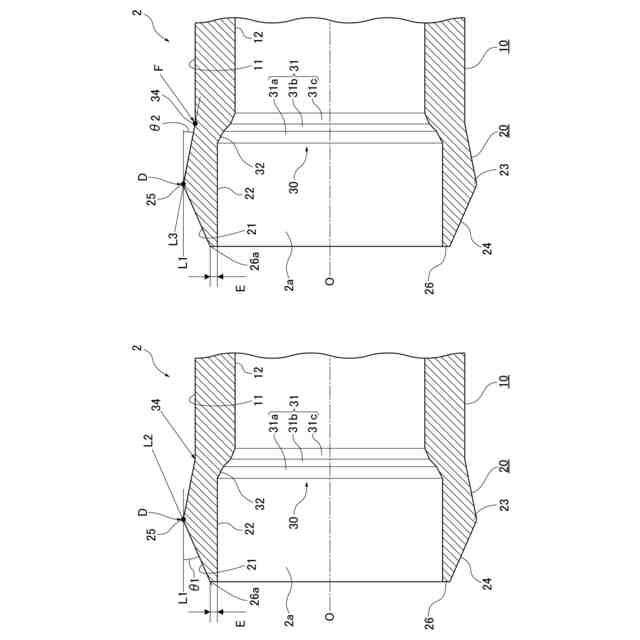
【解決手段】無理抜き成形品1は、円筒体2を備える。円筒体2は、円筒部10と先端部20とを有する。先端部20は、外径方向へ突出するアンダーカット形状の突出部23と突出部23の頂部25から先端方向の端部26に向けて外径が小さくなるように設けられた絞り部24とを有する。先端部の内径Aと、突出部23のアンダーカット高さBとの比が、0.030 < B/A ≦0.055を満たし、かつ第1の線L1と第2の線との間の角度θ1が、20° ≦ θ1 <30°を満たす。
【選択図】図3
特許請求の範囲
【請求項1】
熱可塑性樹脂と繊維強化材を含む熱可塑性樹脂組成物の射出成形体である無理抜き成形品であって、
前記無理抜き成形品は、中空で円筒形の円筒体を少なくとも備え、
前記円筒体は、円筒部と、前記円筒部の一端に設けられた先端部と、を有し、
前記先端部は、外径方向へ突出するアンダーカット形状の突出部と、前記突出部の頂部から先端方向の端部に向けて外径が小さくなるように設けられた絞り部と、を有し、
前記先端部の内径をAとし、前記突出部の前記頂部における接線と前記円筒部の外面壁との外径方向の距離であるアンダーカット高さをBとしたとき、AとBとの比が、
0.030 < B/A ≦0.055
を満たし、かつ
前記突出部の前記頂部における接線であって前記円筒部の中心軸に平行な第1の線と、前記端部の外縁及び前記突出部の前記頂部を結ぶ第2の線との間の角度θ1が、
20° ≦ θ1 <30°
を満たす、無理抜き成形品。
続きを表示(約 510 文字)
【請求項2】
前記先端部は、前記端部における厚みが、0.5mm以上1.0mm以下である、
請求項1に記載の無理抜き成形品。
【請求項3】
前記第1の線と、前記突出部の頂部と前記円筒部の外面壁及び前記先端部の外面壁の境界部とを結ぶ第3の線との間の角度θ2が、次式、
10° ≦ θ2 < 25°
を満たす、
請求項1又は2に記載の無理抜き成形品。
【請求項4】
前記突出部の前記頂部と前記円筒部の外面壁及び前記先端部の外面壁の境界部は、曲率が2以上10以下の曲面を有する、
請求項1~3の何れか一項に記載の無理抜き成形品。
【請求項5】
前記先端部の内径は、前記円筒部の内径よりも大きく、
前記先端部の内面壁と、前記円筒部の内面壁との間に、前記先端部から前記円筒部に向かって内径が小さくなるように傾斜部が設けられている、
請求項1~4の何れか一項に記載の無理抜き成形品。
【請求項6】
前記傾斜部は、傾斜角度が異なる複数の傾斜面を有する、
請求項5に記載の無理抜き成形品。
発明の詳細な説明
【技術分野】
【0001】
本開示は、無理抜き成形品に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、樹脂組成物を射出成形で成形し、金型から無理に離型することを無理抜き成形と呼んでおり、これにより得られる成形品を無理抜き成形品と呼ぶことがある。例えば、樹脂組成物を、円筒部を備えるように形成した無理抜き成形品であって、円筒部は、先端部分において外径方向へ突出するアンダーカット形状の突出部を有する無理抜き成形品が知られている(特許文献1、2参照)。
【0003】
従来の無理抜き成形品は、金型から無理抜きする際に、内面壁にクラックの兆候である白化が生じることや、先端が変形することがあった。先端が変形することで、突出部の頂部における接線と円筒部の外面壁との外形方向の距離であるアンダーカット高さが低下する。このため、無理抜き成形品の品質に影響するという問題があった。
【先行技術文献】
【特許文献】
【0004】
国際公開第2019/045032号
国際公開第2022/075124号
【発明の概要】
【発明が解決しようとする課題】
【0005】
本開示は、上記の事情に鑑みて為されたもので、白化及び変形の発生が適切に防止され、アンダーカット高さの低下が適切に抑制される無理抜き製品を提供することを可能とするものである。
【課題を解決するための手段】
【0006】
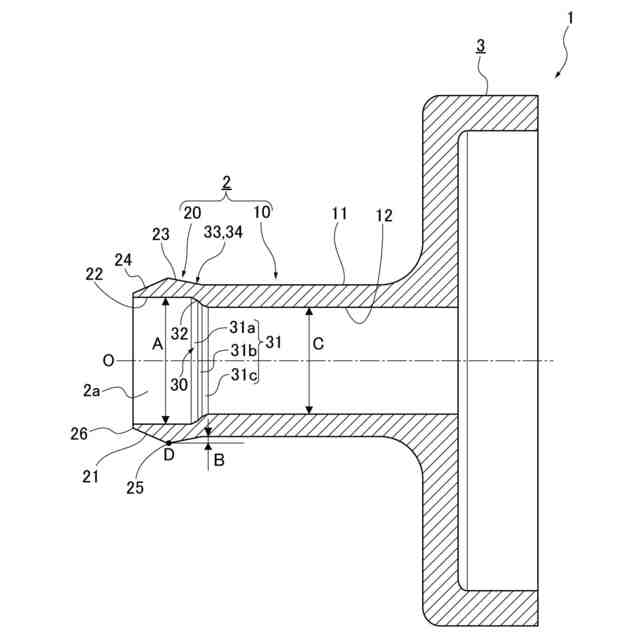
上記の目的を達成するため、本開示に係る無理抜き成形品は、熱可塑性樹脂と繊維強化材を含む熱可塑性樹脂組成物の射出成形体である無理抜き成形品である。前記無理抜き成形品は、中空で円筒形の円筒体を少なくとも備える。前記円筒体は、円筒部と、前記円筒部の一端に設けられた先端部と、を有する。前記先端部は、外径方向へ突出するアンダーカット形状の12突出部と、前記突出部の頂部から先端方向の端部に向けて外径が小さくなるように設けられた絞り部と、を有する。前記先端部の内径をAとし、前記突出部の前記頂部における接線と前記円筒部の外面壁との外径方向の距離であるアンダーカット高さをBとしたとき、AとBとの比が、
0.030 < B/A ≦0.055
を満たし、かつ
前記突出部の前記頂部における接線であって前記円筒部の中心軸に平行な第1の線と、前記端部の外縁及び前記突出部の前記頂部を結ぶ第2の線との間の角度θ1が、
20° ≦ θ1 <30°
を満たす。
【発明の効果】
【0007】
本開示によれば、離型中に、先端部への応力及び歪みの集中を抑制された無理抜き成形品を得ることができる。したがって、白化及び変形の発生が適切に防止され、アンダーカット高さの低下が適切に抑制される無理抜き成形品を提供することが可能となる。この結果、品質に優れた無理抜き成形品を提供することが可能となる。
【図面の簡単な説明】
【0008】
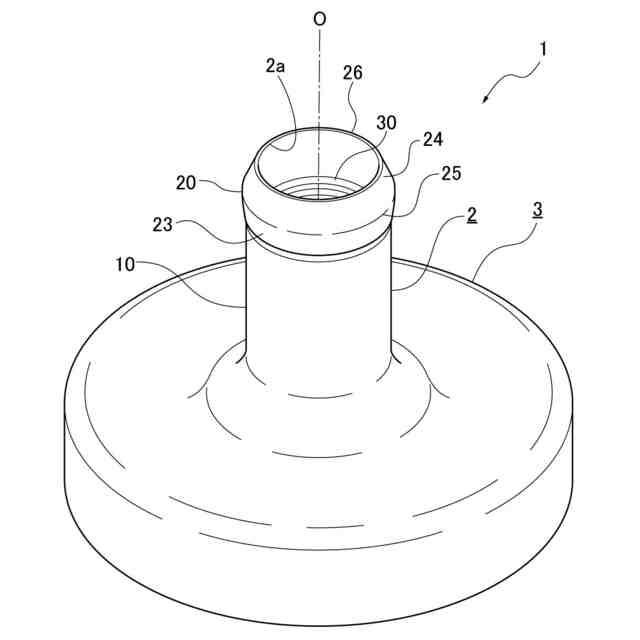
本開示の第1実施形態及び実施例1~実施例4に係る無理抜き成形品の斜視図である。
図1に示される無理抜き成形品の断面図である。
図1に示される無理抜き成形品の先端部近傍の一部拡大断面図である。
【発明を実施するための形態】
【0009】
(第1実施形態)
本開示の一実施形態である第1実施形態に係る無理抜き成形品1は、図1~図3を参照して以下の様に説明される。本実施形態に係る無理抜き成形品1は、熱可塑性樹脂と繊維強化材を含む熱可塑性樹脂組成物の射出成形体である。
【0010】
図1~図3に示されるように、本実施形態の無理抜き成形品1は、中空で円筒形の円筒体2を少なくとも備える。無理抜き成形品1は、この円筒体2に加えて所望の形状の成形本体3を備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
12日前
個人
射出ミキシングノズル
9か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
6日前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社神戸製鋼所
混練機
5か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社FTS
セパレータ
5か月前
個人
ノズルおよび熱風溶接機
6か月前
日産自動車株式会社
成形装置
6日前
東レ株式会社
溶融押出装置および押出方法
6か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































