TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099713
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216597
出願日
2023-12-22
発明の名称
射出成形金型
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/38 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】簡易的な構成で、2次加工によるゲートカットが不要な射出成形金型を提供すること。
【解決手段】射出成形金型は、パンチ動作機構を備え、前記パンチ動作機構は、前記第1方向に延在するカムドライバーと、前記カムドライバーが当接することにより前記第1方向と交差する方向に動作する第1カムと、前記パンチ部と一体に設けられ、前記第1カムが当接することにより前記第1方向とは反対側の第2方向に動作する第2カムと、を有し、第2プレートと第3プレートとの間の型開きにともない、前記カムドライバーにより前記第1カムが動作すると、前記第2カムと連動する前記パンチ部により、前記スプルー部に形成されたランナー部が打ち抜かれる。
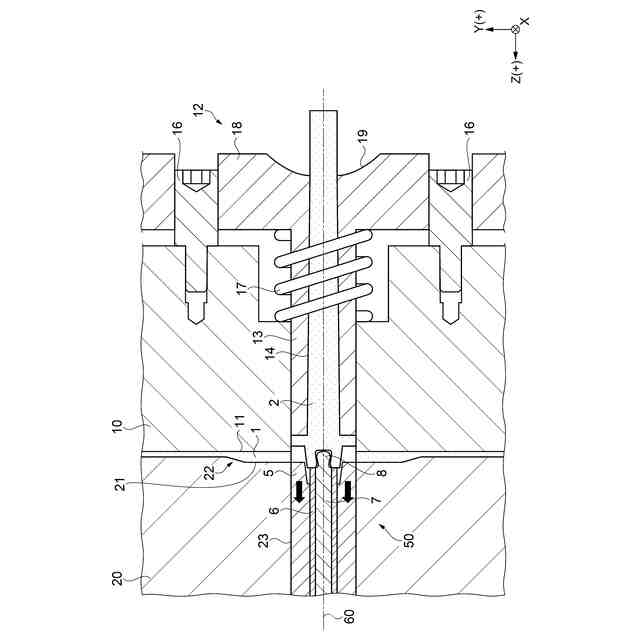
【選択図】図6
特許請求の範囲
【請求項1】
成形品を成形する第1型面を有する第1プレートと、前記第1プレート内に設けられ、スプルー部を介して第1方向に成形材料を注入するスプルーブッシュ部と、
前記第1型面と対向する第2型面を有し、前記第1型面と前記第2型面との間にキャビティを形成し、パンチ部を含む第2プレートと、
前記第2プレートにおける前記第1プレートとは反対側に配置され、前記パンチ部を動作させるパンチ動作機構を含む第3プレートと、を備え、
前記パンチ動作機構は、
前記第1方向に延在するカムドライバーと、
前記カムドライバーが当接することにより前記第1方向と交差する方向に動作する第1カムと、
前記パンチ部と一体に設けられ、前記第1カムが当接することにより前記第1方向とは反対側の第2方向に動作する第2カムと、を有し、
前記第2プレートと前記第3プレートとの間の型開きにともない、前記カムドライバーにより前記第1カムが動作すると、前記第2カムと連動する前記パンチ部により、前記スプルー部に形成されたランナー部が打ち抜かれる、
射出成形金型。
続きを表示(約 830 文字)
【請求項2】
前記第1プレートは、第1磁石を有し、
前記第2プレートは、第2磁石を有しており、
前記第1磁石と、前記第2磁石とは吸着するように配置されており、
前記吸着による吸着力により、前記第2プレートと前記第3プレートとの間の型開きの後に、前記第1プレートと前記第2プレートとの間の型開きが行われる、
請求項1に記載の射出成形金型。
【請求項3】
前記スプルーブッシュ部は、弾性部材を有し、
前記パンチ部による打ち抜き前に、前記弾性部材のバネ力により、前記スプルーブッシュ部が前記第2方向に後退する、
請求項1に記載の射出成形金型。
【請求項4】
前記パンチ部は、アンカーピンと、Ejスリーブと、パンチシリンダーとから構成されており、前記Ejスリーブ、前記パンチシリンダーは、シリンダー状をなしており、
前記Ejスリーブは、前記アンカーピンを収納し、
前記パンチシリンダーが、前記アンカーピンを含む前記Ejスリーブを収納した3層構造からなる、
請求項1に記載の射出成形金型。
【請求項5】
前記アンカーピンは、先端にくびれ部を有しており、
前記アンカーピンは、前記パンチ部により打ち抜かれた前記ランナー部を前記くびれ部で保持する、
請求項4に記載の射出成形金型。
【請求項6】
前記ランナー部を前記アンカーピンで保持した状態で、前記パンチシリンダーが前記第1方向に後退した後、
前記Ejスリーブが、前記第2方向に移動することにより、前記ランナー部が前記くびれ部から取り外される、
請求項5に記載の射出成形金型。
【請求項7】
前記Ejスリーブは、前記キャビティ内に成形される成形品のエジェクタピンと連動して駆動される、
請求項6に記載の射出成形金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形用の金型に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、複数枚のプレートを備えた射出成形金型のダイレクトゲート構造では、射出成形後に、成形品とランナーが一体で取り出されることが一般的であった。このため、金型から成形品を取出した後で、2次加工でゲートカットが必要であった。
【0003】
これに対して、例えば、特許文献1には、射出成形後に、成形品とランナーとが分離して取り出される技術が開示されている。当該文献によれば、型内にパンチピンを設けておき、光ディスクを射出成形した後に、当該パンチピンで光ディスクのスプルー部を打ち抜く。パンチピンを押し出す動力としては、専用のモーターやボールねじの機構を用いるとしている。
【先行技術文献】
【特許文献】
【0004】
特開2001-239558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の技術では、専用のモーターやボールねじを金型に取り付けなくてはならず、モーターを最適なタイミングで駆動させるための制御部や電気的な配線などが専用に必要になるため、構成が複雑になるだけでなく、射出成形機側にも制御の負担が生じてしまう。
つまり、簡易的な構成で、2次加工によるゲートカットが不要な射出成形金型が求められていた。
【課題を解決するための手段】
【0006】
本願の一態様に係る射出成形金型は、成形品を成形する第1型面を有する第1プレートと、前記第1プレート内に設けられ、スプルー部を介して第1方向に成形材料を注入するスプルーブッシュ部と、前記第1型面と対向する第2型面を有し、前記第1型面と前記第2型面との間にキャビティを形成し、パンチ部を含む第2プレートと、前記第2プレートにおける前記第1プレートとは反対側に配置され、前記パンチ部を動作させるパンチ動作機構を含む第3プレートと、を備え、前記パンチ動作機構は、前記第1方向に延在するカムドライバーと、前記カムドライバーが当接することにより前記第1方向と交差する方向に動作する第1カムと、前記パンチ部と一体に設けられ、前記第1カムが当接することにより前記第1方向とは反対側の第2方向に動作する第2カムと、を有し、前記第2プレートと前記第3プレートとの間の型開きにともない、前記カムドライバーにより前記第1カムが動作すると、前記第2カムと連動する前記パンチ部により、前記スプルー部に形成されたランナー部が打ち抜かれる。
【図面の簡単な説明】
【0007】
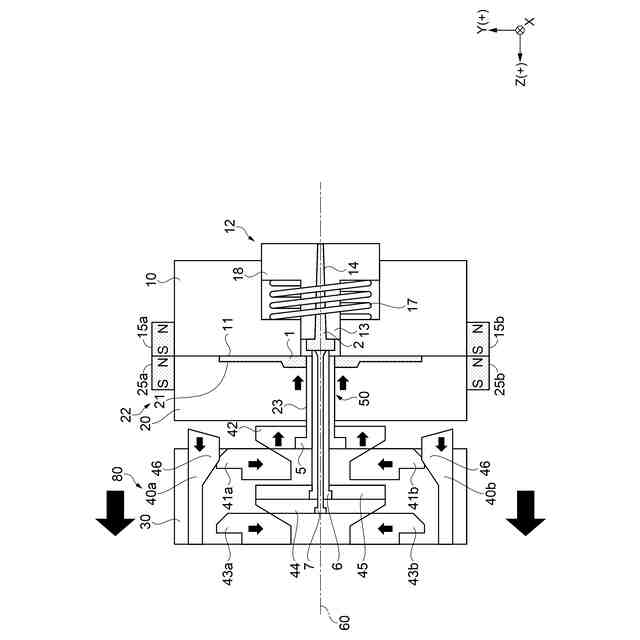
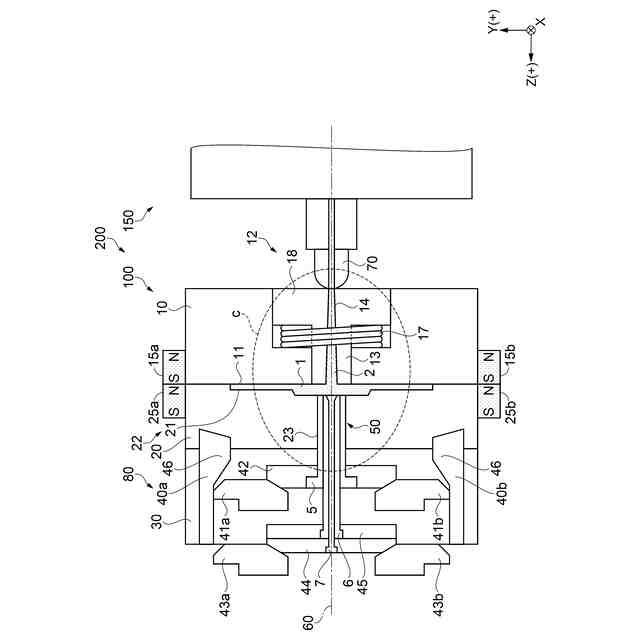
実施形態1に係る金型の要部の断面図。
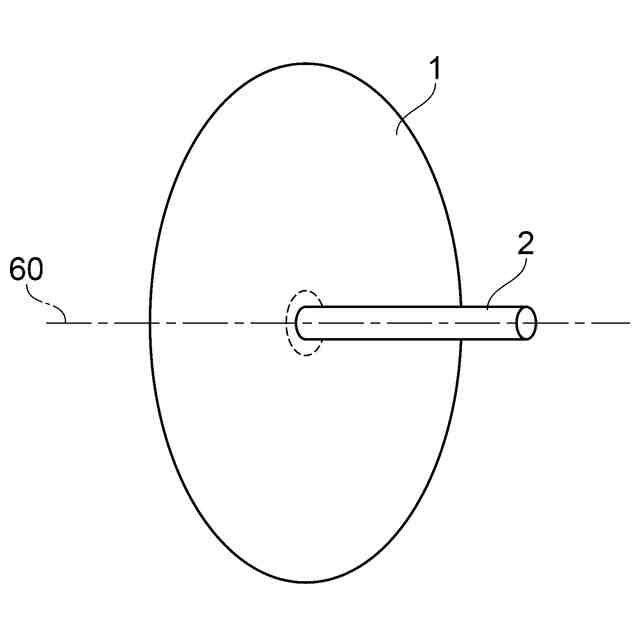
成形品の斜視図。
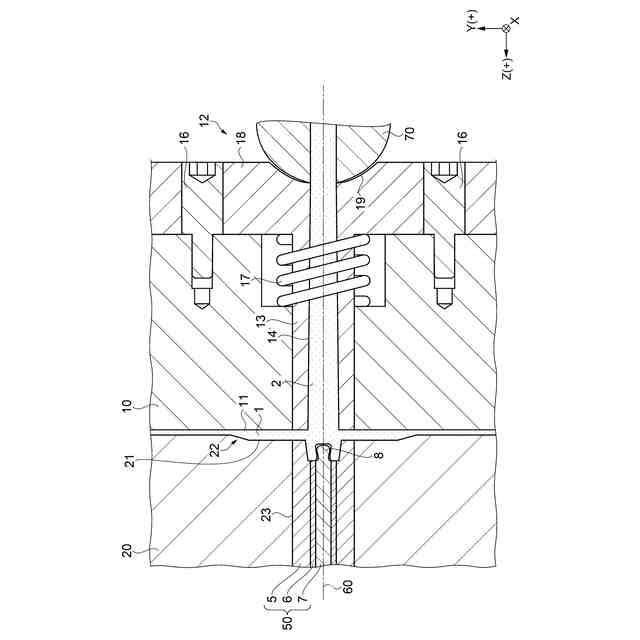
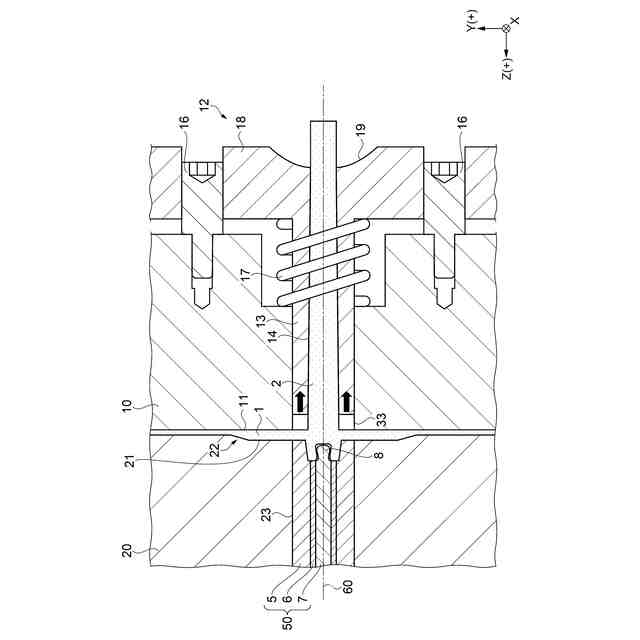
図1におけるc部の拡大図。
金型の要部の一態様における断面図。
図4における成形品周辺の拡大図。
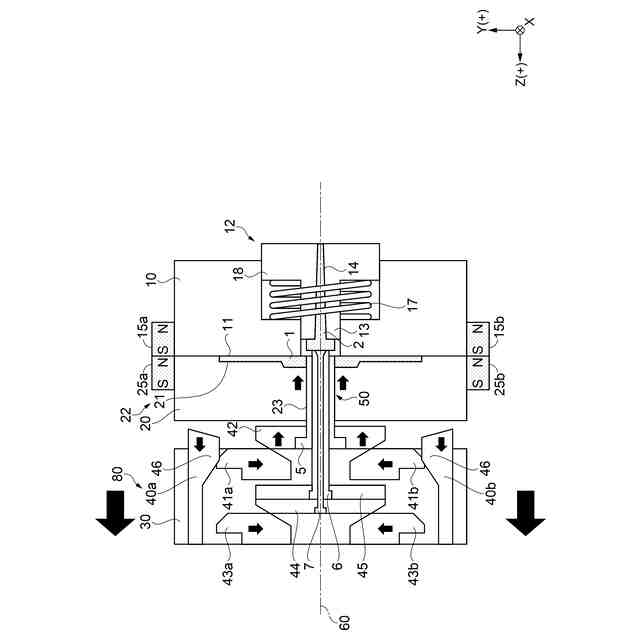
金型の要部の一態様における断面図。
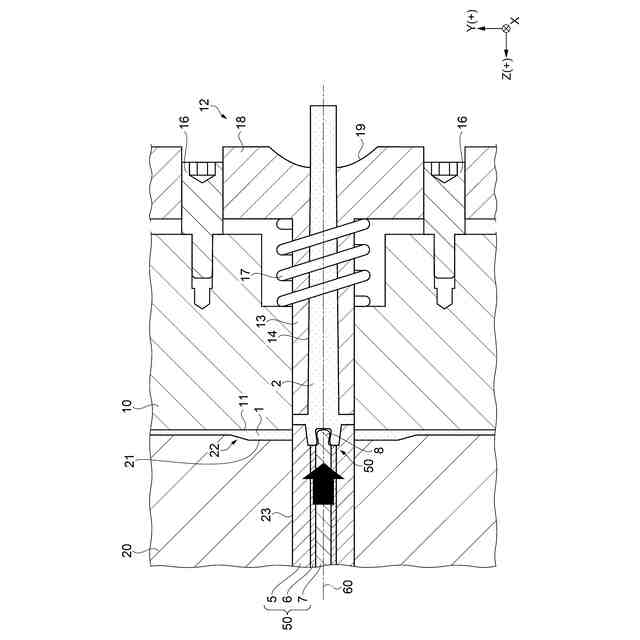
図6における成形品周辺の拡大図。
金型の要部の一態様における断面図。
図8における成形品周辺の拡大図。
金型の要部の一態様における断面図。
図10における成形品周辺の拡大図。
金型の要部の一態様における断面図。
図12における成形品周辺の拡大図。
【発明を実施するための形態】
【0008】
実施形態1
***射出成形金型の概要***
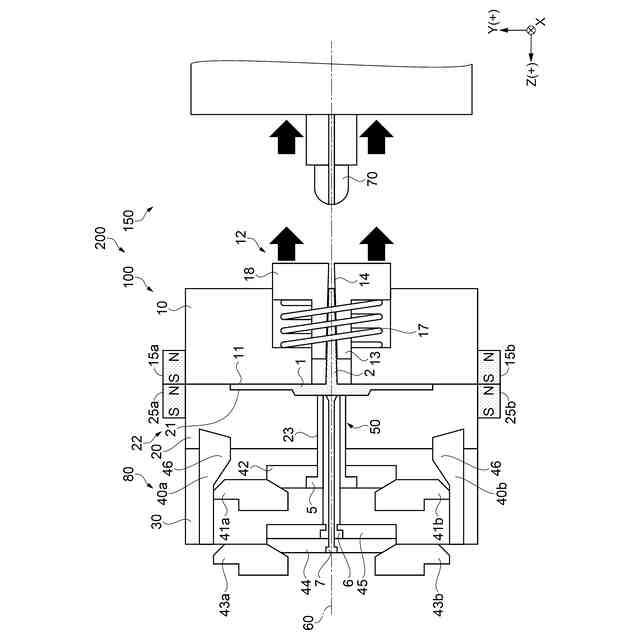
図1は、本実施形態に係る金型の要部の断面図である。図2は、成形品の斜視図である。
【0009】
図1に示す金型100は、射出成形用の金型であり、不図示の射出成形装置200にセットされた状態で射出成形を行う。
射出成形装置200は、樹脂を含む材料を可塑化して成形材料を生成し、ノズル70から金型100内に射出する可塑化装置150や、金型100の型締め、および、型開きを行う型締装置(図示せず)などを備えている。
【0010】
可塑化装置150は、可塑化された成形材料を射出可能な装置であれば良く、例えば、スクリュー式の可塑化装置を用いることができる。また、小型化という観点から、螺旋溝が形成された円盤状のフラットスクリューと、フラットスクリューと対向し、中心に連通孔を有するバレルとを備えた小型の可塑化装置を可塑化装置150として用いても良い。
不図示の型締装置は、モーター、減速機、ボールネジ機構などを備えており、金型100の型締め、型開き動作を制御する。なお、説明を容易にするため、各図では、金型100の要部と、可塑化装置150のノズル70を抜粋して図示している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
9か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
株式会社日本製鋼所
押出機
9か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
5日前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社リコー
シート剥離装置
11か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
トヨタ自動車株式会社
射出装置
4か月前
東レ株式会社
一体化成形品の製造方法
10か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社リコー
画像形成システム
7か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社リコー
シート処理システム
11か月前
日東工業株式会社
インサート成形機
7か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































