TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025093529
公報種別
公開特許公報(A)
公開日
2025-06-24
出願番号
2023209236
出願日
2023-12-12
発明の名称
キャップの製造方法
出願人
共同印刷株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B29C
45/00 20060101AFI20250617BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】容器製造において除外された不良品である容器廃材を使用しながら、キャップとしての要求性能を示す、キャップの製造方法を提供すること。
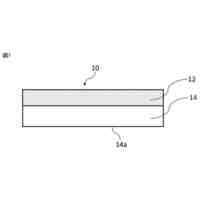
【解決手段】A)ポリプロピレンと、(B)(b1)ポリエチレン及び(b2)エチレン・ビニルアルコール共重合体を含む容器廃材とを含む樹脂組成物を射出成形することを含み、前記樹脂組成物中の前記(B)容器廃材の含有割合が、前記樹脂組成物100質量部に対して5.0質量部以上20.0質量部以下である、キャップの製造方法。
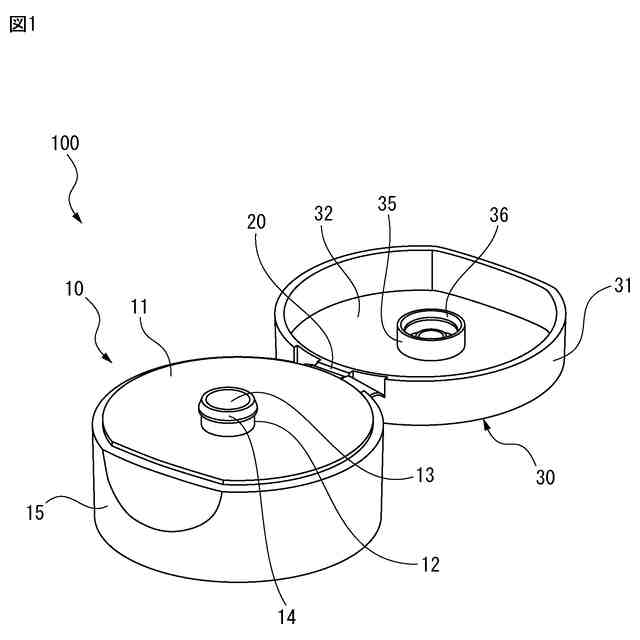
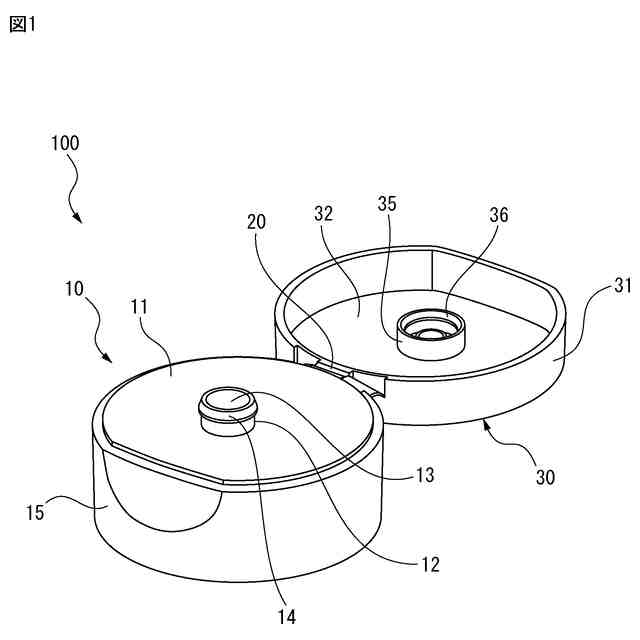
【選択図】図1
特許請求の範囲
【請求項1】
(A)ポリプロピレンと、
(B)(b1)ポリエチレン及び(b2)エチレン・ビニルアルコール共重合体を含む容器廃材と
を含む樹脂組成物を射出成形することを含み、
前記樹脂組成物中の前記(B)容器廃材の含有割合が、前記樹脂組成物100質量部に対して5.0質量部以上20.0質量部以下である、
キャップの製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記(B)容器廃材が、(b3)酸変性ポリエチレンを更に含む、請求項1に記載の製造方法。
【請求項3】
前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下である、
請求項1に記載の製造方法。
【請求項4】
前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下であり、
前記(B)容器廃材中の前記(b3)酸変性ポリエチレンの質量割合が、前記(B)容器廃材の全質量を基準として、0.3質量%以上5.0質量%以下である、
請求項2に記載の製造方法。
【請求項5】
前記(A)ポリプロピレンが、ランダムコポリマー型のポリプロピレンである、請求項1~4のいずれか一項に記載の製造方法。
【請求項6】
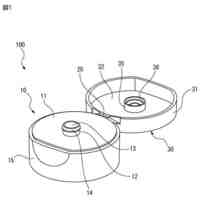
前記キャップがヒンジキャップである、請求項1~4のいずれか一項に記載の製造方法。
【請求項7】
(A)ポリプロピレンと、
(B)(b1)ポリエチレン及び(b2)エチレン・ビニルアルコール共重合体を含む容器廃材と
を含む樹脂組成物から成り、
前記樹脂組成物中の前記(B)容器廃材の含有割合が、前記樹脂組成物100質量部に対して5.0質量部以上20.0質量部以下である、
キャップ。
【請求項8】
前記(B)容器廃材が、(b3)酸変性ポリエチレンを更に含む、請求項7に記載のキャップ。
【請求項9】
前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下である、
請求項7に記載のキャップ。
【請求項10】
前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下であり、
前記(B)容器廃材中の前記(b3)酸変性ポリエチレンの質量割合が、前記(B)容器廃材の全質量を基準として、0.3質量%以上5.0質量%以下である、
請求項8に記載のキャップ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、キャップの製造方法に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
食品、薬品等の容器本体及びキャップには、合成樹脂を主成分とする容器が使用されることが多い。
【0003】
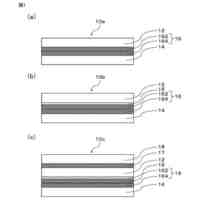
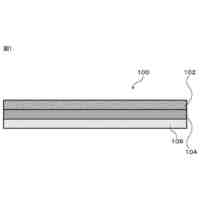
容器本体として、例えば、ブローボトル、ブローチューブ等が知られている。ブローボトル、ブローチューブ等は、機能の異なる複数の層が積層されており、内容物に応じた容器特性を発現し易く、また、ブロー成形によって高い効率で安価に製造できることから、飲料、調味料、化粧品等の容器として多用されている。
【0004】
一方、キャップの材料として、例えば、ポリオレフィンを含む樹脂組成物を用いることが知られている。例えば、特許文献1には、熱可塑性に優れるポリプロピレンと、ガスバリア性に優れるエチレン・ビニルアルコール共重合体を含む樹脂組成物を用いて、容器用キャップを製造することが記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2000-248131号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
合成樹脂、又はその組成物を容器本体の形状に成形する際には、偏肉、バリ、気泡、クラック、異物等の不具合が起こることがある。このような不都合が発生した容器は、不良品として、容器の製品検査で除外される。
【0007】
容器製造において除外された不良品は、製品として出荷されない。不良品は、大部分は、リサイクラー(再資源化事業者)に安価で売却される容器廃材、又は有償で廃棄される容器廃材として扱われる。特に多層の容器は、機能の異なる複数の材料の層が積層されており、各層の分離が困難であるため、バージン材料に混合して使用することが容易ではない。
【0008】
また、キャップの材料は、容器のキャップとして要求される機械的及び化学的性能を有することが要求されるため、リサイクル品をブレンドすると、キャップとしての要求性能が損なわれる懸念がある。
【0009】
本発明は、上記の事情に鑑みてなされたものである。本発明の目的は、容器製造において除外された不良品である容器廃材を使用しながら、キャップとしての要求性能を示す、キャップの製造方法を提供することである。
【課題を解決するための手段】
【0010】
本発明は、以下のとおりである。
《態様1》(A)ポリプロピレンと、
(B)(b1)ポリエチレン及び(b2)エチレン・ビニルアルコール共重合体を含む容器廃材と
を含む樹脂組成物を射出成形することを含み、
前記樹脂組成物中の前記(B)容器廃材の含有割合が、前記樹脂組成物100質量部に対して5.0質量部以上20.0質量部以下である、
キャップの製造方法。
《態様2》前記(B)容器廃材が、(b3)酸変性ポリエチレンを更に含む、態様1に記載の製造方法。
《態様3》前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下である、
態様1に記載の製造方法。
《態様4》前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下であり、
前記(B)容器廃材中の前記(b3)酸変性ポリエチレンの質量割合が、前記(B)容器廃材の全質量を基準として、0.3質量%以上5.0質量%以下である、
態様2に記載の製造方法。
《態様5》前記(A)ポリプロピレンが、ランダムコポリマー型のポリプロピレンである、態様1~4のいずれか一項に記載の製造方法。
《態様6》前記キャップがヒンジキャップである、態様1~4のいずれか一項に記載の製造方法。
《態様7》(A)ポリプロピレンと、
(B)(b1)ポリエチレン及び(b2)エチレン・ビニルアルコール共重合体を含む容器廃材と
を含む樹脂組成物から成り、
前記樹脂組成物中の前記(B)容器廃材の含有割合が、前記樹脂組成物100質量部に対して5.0質量部以上20.0質量部以下である、
キャップ。
《態様8》前記(B)容器廃材が、(b3)酸変性ポリエチレンを更に含む、態様7に記載のキャップ。
《態様9》前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下である、
態様7に記載のキャップ。
《態様10》前記(B)容器廃材中の前記(b1)ポリエチレンの含有割合が、前記(B)容器廃材の全質量を基準として、80.0質量%以上97.0質量%以下であり、
前記(B)容器廃材中の前記(b2)エチレン・ビニルアルコール共重合体の含有割合が、前記(B)容器廃材の全質量を基準として、3.0質量部以上20質量%以下であり、
前記(B)容器廃材中の前記(b3)酸変性ポリエチレンの質量割合が、前記(B)容器廃材の全質量を基準として、0.3質量%以上5.0質量%以下である、
態様8に記載のキャップ。
《態様11》(A)ポリプロピレン80.0質量%以上95.0質量%以下、
(b1)ポリエチレン4.0質量%以上19.5質量%以下、
(b2)エチレン・ビニルアルコール共重合体0.15質量%以上4.0質量%以下
を含む樹脂組成物から成る、キャップ。
《態様12》前記樹脂組成物が、更に、(b3)酸変性ポリエチレン1.0質量%以下を含む、態様11に記載のキャップ。
《態様13》前記(A)ポリプロピレンが、ランダムコポリマー型のポリプロピレンである、態様7~12のいずれか一項に記載のキャップ。
《態様14》ヒンジキャップである、態様7~12のいずれか一項に記載のキャップ。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
共同印刷株式会社
包装用積層体
25日前
共同印刷株式会社
複合フィルム
1か月前
共同印刷株式会社
キャップの製造方法
1か月前
共同印刷株式会社
複層シーラントフィルム
1か月前
共同印刷株式会社
スクリューキャップの製造方法
1か月前
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
4日前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
東レ株式会社
フィルムの製造方法
26日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社日本製鋼所
押出機
10か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法。
12日前
個人
樹脂可塑化方法及び装置
6か月前
株式会社カワタ
計量混合装置
2か月前
日機装株式会社
加圧システム
3か月前
株式会社FTS
ロッド
6か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社FTS
成形装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社リコー
シート剥離装置
12か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社漆原
シートの成形方法
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
6か月前
株式会社神戸製鋼所
混練機
5か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
株式会社リコー
画像形成システム
8か月前
株式会社日本製鋼所
押出成形装置
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ