TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025099313
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023215877
出願日
2023-12-21
発明の名称
繊維強化樹脂物品及びその製造方法
出願人
三菱ケミカル株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
70/32 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】空隙が低減され、衝撃エネルギー吸収特性に優れた繊維強化樹脂物品、及び前記繊維強化樹脂物品の製造方法を提供することを目的とする。
【解決手段】少なくとも1層の繊維強化樹脂層を含む中空円筒形状部を有する繊維強化樹脂物品において、前記繊維強化樹脂層は、螺旋状にかつ交差して配設された連続繊維束を含有し、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における1層の前記繊維強化樹脂層の厚さが0.4mm以上2mm以下であるものとする。
【選択図】なし
特許請求の範囲
【請求項1】
少なくとも1層の繊維強化樹脂層を含む中空円筒形状部を有し、
前記繊維強化樹脂層は、螺旋状にかつ交差して配設された連続繊維束を含有し、
前記中空円筒形状部を軸方向に垂直な方向に切断した断面における1層の前記繊維強化樹脂層の厚さが0.4mm以上2mm以下である、繊維強化樹脂物品。
続きを表示(約 1,200 文字)
【請求項2】
前記中空円筒形状部を軸方向に垂直な方向に切断した断面における前記繊維強化樹脂層の積層数が1~100である、請求項1に記載の繊維強化樹脂物品。
【請求項3】
下記式(1)を満たす、請求項1に記載の繊維強化樹脂物品。
1.0≦(N
C
/t)≦2.7 ・・・(1)
(前記式(1)中、N
C
は、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における前記繊維強化樹脂層の積層数である。tは、前記中空円筒形状部の総厚さ(mm)である。)
【請求項4】
前記中空円筒形状部を軸方向に垂直な方向に切断した断面における空隙率が0.01~4%である、請求項1に記載の繊維強化樹脂物品。
【請求項5】
繊維体積含有率が40~80体積%である、請求項1に記載の繊維強化樹脂物品。
【請求項6】
下記式(2)を満たす、請求項1に記載の繊維強化樹脂物品。
P×V
1/2
≦30 ・・・(2)
(前記式(2)中、Pは、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における空隙率(%)である。Vは、繊維体積含有率(体積%)である。)
【請求項7】
下記落錘衝撃試験における最大荷重が5kN以上であり、平均荷重が1.0kN以上である、請求項1に記載の繊維強化樹脂物品。
(落錘衝撃試験)
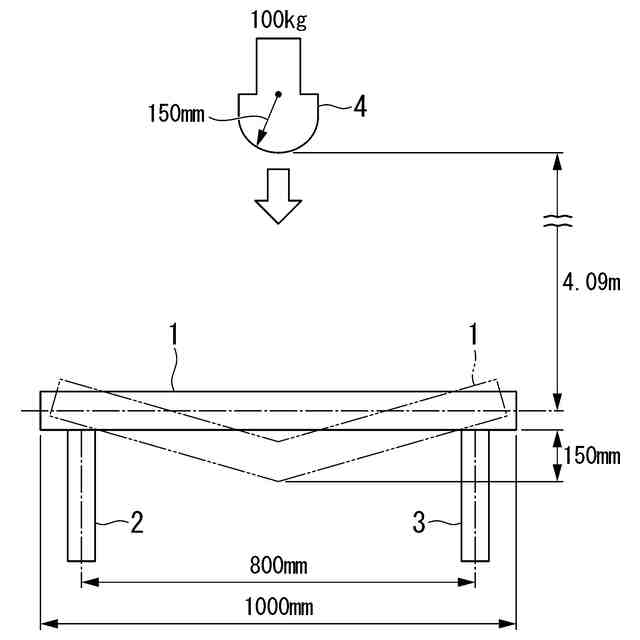
繊維強化樹脂物品を長さが1000mmとなるように切断して試験体を作成し、支点間距離800mmの衝撃3点曲げ治具の上に固定する。前記試験体の長さ方向の中央部に向けて質量100kgの落錘子を高さ4.09mから自由落下させ、衝撃速度32km/hで衝撃3点曲げ荷重を加え、前記試験体の両端部の支点に設置したロードセルにより衝撃荷重(ロードセルの反力)を計測する。また、前記衝撃3点曲げ荷重を加えたときの前記落錘子に設置したターゲットマーカーの変位を計測し、計測された前記衝撃荷重と前記変位とから荷重変位曲線を描き、前記衝撃荷重の最大値を最大荷重、前記変位が60mmから150mmまでの前記衝撃荷重の平均値を平均荷重とする。
【請求項8】
前記中空円筒形状部を軸方向に垂直な方向に切断した断面における面積が2600μm
2
以上の空隙の数が、単位面積(mm
2
)あたり、2個以下である、請求項1に記載の繊維強化樹脂物品。
【請求項9】
前記連続繊維束が連続炭素繊維束である、請求項1に記載の繊維強化樹脂物品。
【請求項10】
前記繊維強化樹脂層を構成する前記連続繊維束の本数が1~5本である、請求項1に記載の繊維強化樹脂物品。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、繊維強化樹脂物品、より詳細には中空円筒形状部を有する繊維強化樹脂物品、及びその製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
繊維強化樹脂物品は軽量かつ高剛性であることから、自動車、航空機等の部材として適用することが広く検討されている。例えば、自動車のドライブシャフト、プロペラシャフトのほか、サイドインパクトビーム、クラッシュボックス等の衝撃エネルギーを吸収するエネルギー吸収部材として、中空円筒形状部を有する繊維強化樹脂物品を適用することが提案されている(特許文献1~5)。
中空円筒形状部を有する繊維強化樹脂物品としては、フィラメントワインディング法で成形した繊維強化樹脂物品が知られている(特許文献1~5)。
【先行技術文献】
【特許文献】
【0003】
特開平6-341477号公報
国際公開第2019/078236号
国際公開第2020/217573号
特開2021-107160号公報
特開2020-032629号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1~5のような従来の繊維強化樹脂物品では、フィラメントワインディング法において積層される層間に空隙(ボイド)が生じやすく、優れた衝撃エネルギー吸収特性を実現することは難しい。
【0005】
本発明は、空隙が低減され、衝撃エネルギー吸収特性に優れた繊維強化樹脂物品、及び前記繊維強化樹脂物品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、以下の態様を含む。
[1]少なくとも1層の繊維強化樹脂層を含む中空円筒形状部を有し、
前記繊維強化樹脂層は、螺旋状にかつ交差して配設された連続繊維束を含有し、
1層の前記繊維強化樹脂層の厚さが0.4mm以上2mm以下である、繊維強化樹脂物品。
[2]前記中空円筒形状部を軸方向に垂直な方向に切断した断面における前記繊維強化樹脂層の積層数が1~100である、[1]に記載の繊維強化樹脂物品。
[3]下記式(1)を満たす、[1]又は[2]に記載の繊維強化樹脂物品。
1.0≦(N
C
/t)≦2.7 ・・・(1)
(前記式(1)中、N
C
は、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における前記繊維強化樹脂層の積層数である。tは、前記中空円筒形状部の総厚さ(mm)である。)
[4]前記中空円筒形状部を軸方向に垂直な方向に切断した断面における空隙率が0.01~4%である、[1]~[3]のいずれかに記載の繊維強化樹脂物品。
[5]繊維体積含有率が40~80体積%である、[1]~[4]のいずれかに記載の繊維強化樹脂物品。
[6]下記式(2)を満たす、[1]~[5]のいずれかに記載の繊維強化樹脂物品。
P×V
1/2
≦30 ・・・(2)
(前記式(2)中、Pは、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における空隙率(%)である。Vは、繊維体積含有率(体積%)である。)
[7]下記落錘衝撃試験における最大荷重が5kN以上であり、平均荷重が1.0kN以上である、[1]~[6]のいずれかに記載の繊維強化樹脂物品。
(落錘衝撃試験)
繊維強化樹脂物品を長さが1000mmとなるように切断して試験体を作成し、支点間距離800mmの衝撃3点曲げ治具の上に固定する。前記試験体の長さ方向の中央部に向けて質量100kgの落錘子を高さ4.09mから自由落下させ、衝撃速度32km/hで衝撃3点曲げ荷重を加え、前記試験体の両端部の支点に設置したロードセルにより衝撃荷重(ロードセルの反力)を計測する。また、前記衝撃3点曲げ荷重を加えたときの前記落錘子に設置したターゲットマーカーの変位を計測し、計測された前記衝撃荷重と前記変位とから荷重変位曲線を描き、前記衝撃荷重の最大値を最大荷重、前記変位が60mmから150mmまでの前記衝撃荷重の平均値を平均荷重とする。
[8]前記中空円筒形状部を軸方向に垂直な方向に切断した断面における面積が2600μm
2
以上の空隙の数が、単位面積(mm
2
)あたり、2個以下である、[1]~[7]のいずれかに記載の繊維強化樹脂物品。
[9]前記連続繊維束が連続炭素繊維束である、[1]~[8]のいずれかに記載の繊維強化樹脂物品。
[10]前記繊維強化樹脂層を構成する前記連続繊維束の本数が1~5本である、[1]~[9]のいずれかに記載の繊維強化樹脂物品。
[11]フィラメントワインディング法により連続繊維束をヘルカリ巻きでマンドレルに巻き付け、少なくとも1層の繊維強化樹脂層を含む中空円筒形状部を形成することを含み、
1層の前記繊維強化樹脂層の厚さを0.4mm以上2mm以下とする、繊維強化樹脂物品の製造方法。
[12]下記式(3)を満たす、[11]に記載の繊維強化樹脂物品の製造方法。
(B×N
F
)/(t
2
×T×v)×10
4
≦8 ・・・(3)
(前記式(3)中、N
F
は、フィラメントワインディング装置における設定積層数である。Bは、前記設定積層数の1層あたりの前記連続繊維束の巻き付けのトラバース回数である。tは、前記中空円筒形状部の総厚さ(mm)である。Tは、前記連続繊維束の総繊度(mg/m)である。vは、成形速度(m/分)である。)
[13]前記連続繊維束の総繊度が2000~6000(mg/m)である、[11]又は[12]に記載の繊維強化樹脂物品の製造方法。
[14]前記マンドレルに巻き付ける前記連続繊維束の本数が1~5本である、[11]~[13]のいずれかに記載の繊維強化樹脂物品の製造方法。
[15]前記連続繊維束が巻かれた巻体から前記連続繊維束を引き出し、樹脂を付与してから前記マンドレルに巻き付ける、[11]~[14]のいずれかに記載の繊維強化樹脂物品の製造方法。
[16]樹脂が含浸された前記連続繊維束が巻かれた巻体から前記連続繊維束を引き出して前記マンドレルに巻き付ける、[11]~[14]のいずれかに記載の繊維強化樹脂物品の製造方法。
【発明の効果】
【0007】
本発明によれば、空隙が低減され、衝撃エネルギー吸収特性に優れた繊維強化樹脂物品、及び前記繊維強化樹脂物品の製造方法を提供することを目的とする。
【図面の簡単な説明】
【0008】
図1は、落錘衝撃試験を説明する模式図である。
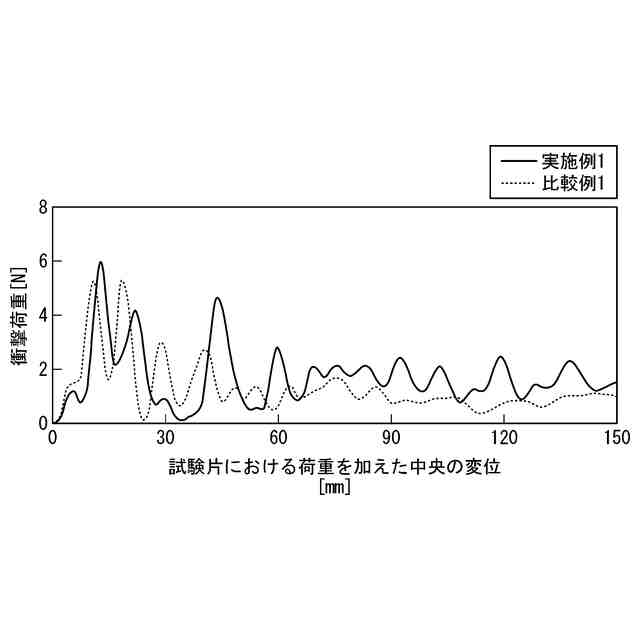
図2は、実施例1及び比較例1における落錘衝撃試験で得られた荷重変位曲線である。
図3は、実施形態の一例に係る繊維強化樹脂物品の中空円筒形状部を軸方向に垂直な方向に切断した断面における繊維強化樹脂層と層間を示した図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態を具体的に説明するが、本発明は、以下の実施の形態に限定されるものではなく、その要旨の範囲内で種々に変更して実施することができる。
なお、本明細書及び特許請求の範囲において、「~」で表される数値範囲は、~の前後の数値を下限値及び上限値として含む数値範囲を意味する。例えばA~BはA以上B以下と同義である。
【0010】
[繊維強化樹脂物品]
本発明の実施形態に係る繊維強化樹脂物品は、少なくとも1層の繊維強化樹脂層を含む中空円筒形状部を有し、前記繊維強化樹脂層は螺旋状にかつ交差して配設された連続繊維束を含有し、前記中空円筒形状部を軸方向に垂直な方向に切断した断面における1層の前記繊維強化樹脂層の厚さが0.4mm以上2mm以下である。
実施形態に係る繊維強化樹脂物品における繊維強化樹脂層は、典型的には樹脂が付与された連続繊維束がフィラメントワインディング法によってマンドレルに巻き付けられることによって形成される。
本発明において、「1層の繊維強化樹脂層」とは、前記中空円筒形状部を軸方向に垂直な方向に切断した断面で1層として観察される層を意味する。図3は、実施形態の一例に係る繊維強化樹脂物品の中空円筒形状部を軸方向に垂直な方向に切断した断面写真であるが、この一例のように、当該断面において各繊維強化樹脂層とそれらの層間が観察されることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
8か月前
豊田鉄工株式会社
金型
6日前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
フィルムの製造方法
28日前
個人
射出ミキシングノズル
10か月前
東レ株式会社
フィルムの製造方法
1か月前
グンゼ株式会社
ピン
7か月前
株式会社日本製鋼所
押出機
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
株式会社FTS
ロッド
6か月前
東レ株式会社
フィルムの製造方法。
14日前
日機装株式会社
加圧システム
3か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社シロハチ
真空チャンバ
9か月前
株式会社FTS
成形装置
7か月前
株式会社リコー
シート剥離装置
12か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
2か月前
株式会社不二越
射出成形機
4か月前
TOWA株式会社
成形型清掃用のブラシ
10か月前
東レ株式会社
炭素繊維シートの製造方法
3か月前
三菱自動車工業株式会社
予熱装置
10か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社リコー
画像形成システム
8か月前
株式会社FTS
セパレータ
6か月前
株式会社不二越
射出成形機
4か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社日本製鋼所
押出成形装置
10か月前
株式会社日本製鋼所
押出成形装置
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































