TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099457
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216135
出願日
2023-12-21
発明の名称
成形装置および成形方法
出願人
キヤノン株式会社
代理人
弁理士法人秀和特許事務所
主分類
B29C
45/17 20060101AFI20250626BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】回転する中間型を用いて溶融樹脂による成形を行う成形装置において、型締めの精度を向上させる。
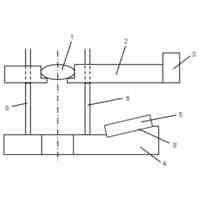
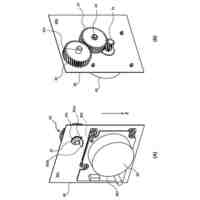
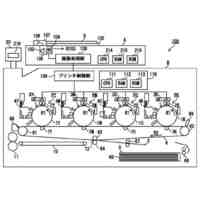
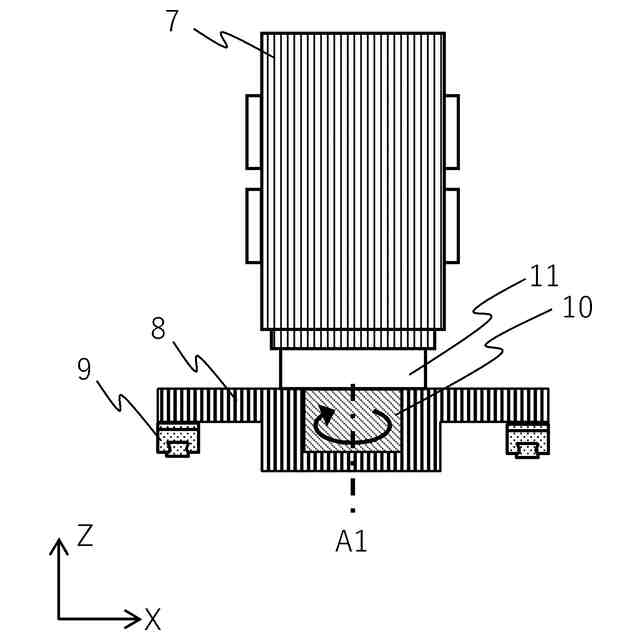
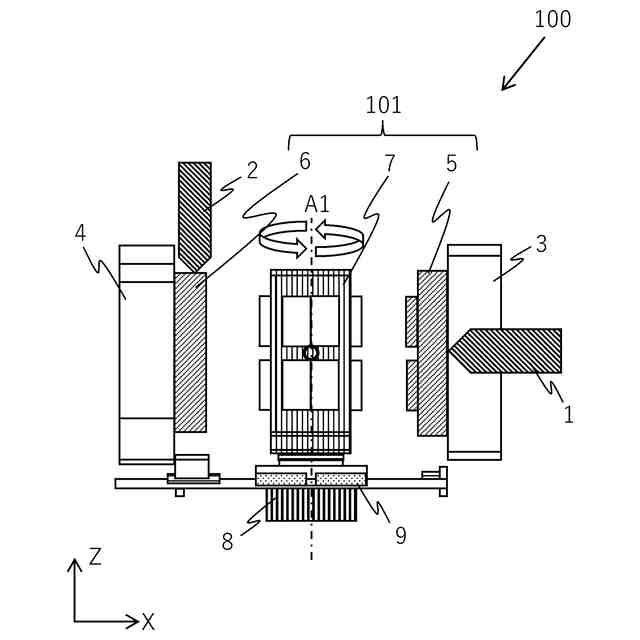
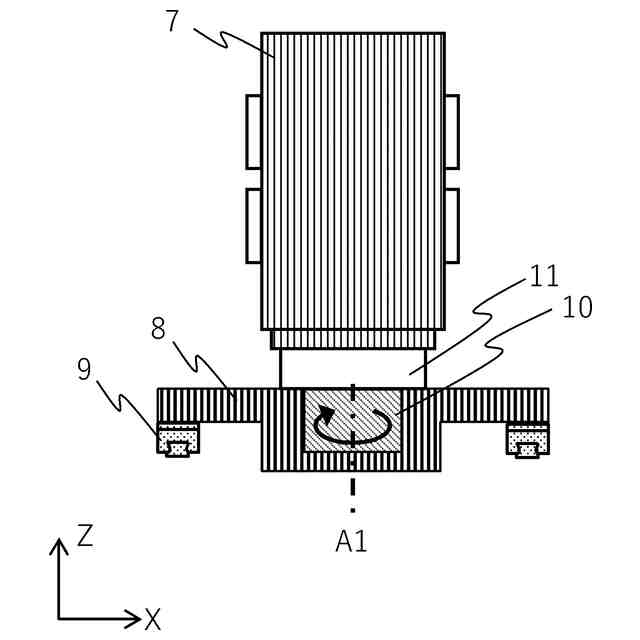
【解決手段】第1の型と、第1の型と対向する第2の型と、第1の型および第2の型の間に配置される中間型を含む金型と、中間型を支持する支持部材と、溶融樹脂を射出する射出機構を備え、支持部材は回転機構を有し、中間型は前記回転機構の回転軸と同一の軸上で回転するように回転機構に取り付けられる成形装置を用いる。
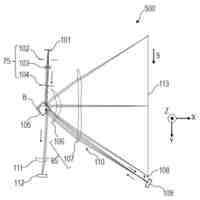
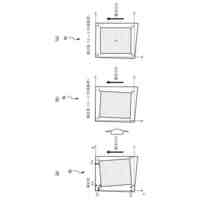
【選択図】図2
特許請求の範囲
【請求項1】
第1の型と、前記第1の型と対向する第2の型と、前記第1の型および前記第2の型の間に配置される中間型と、を含む金型と、
前記中間型を支持する支持部材と、
溶融樹脂を射出する射出機構と、
を備える成形装置であって、
前記支持部材は回転機構を有し、前記中間型は前記回転機構の回転軸と同一の軸上で回転するように前記回転機構に取り付けられる
ことを特徴とする成形装置。
続きを表示(約 1,000 文字)
【請求項2】
前記第1の型と前記中間型との間に前記溶融樹脂が射出される第1の成形と、前記第1の成形の後で前記中間型が前記回転機構により回転したのちに、前記第2の型と前記中間型の間に前記溶融樹脂が射出される第2の成形と、が行われる
ことを特徴とする請求項1に記載の成形装置。
【請求項3】
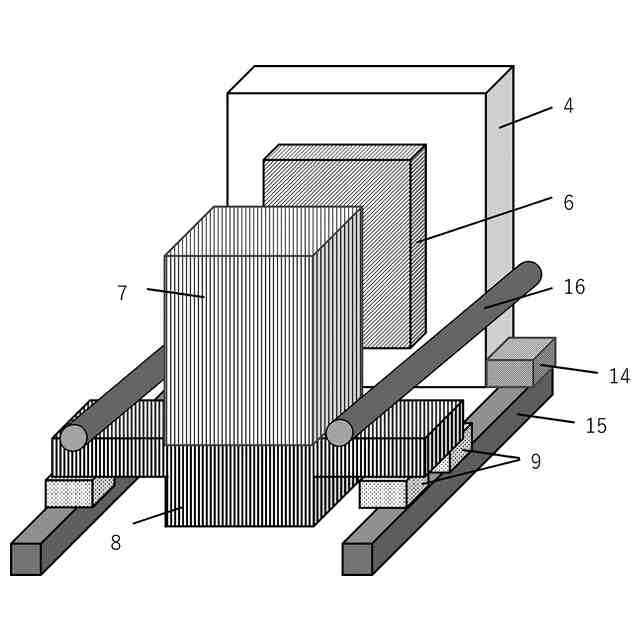
前記第1の型と前記第2の型が開閉可能に取り付けられるガイドレールをさらに備え、
前記ガイドレールにおいて、前記第1の型と前記第2の型の間には、前記中間型が取り付けられた前記支持部材が取り付けられ、
前記第1の型と前記第2の型が開かれたとき、前記中間型は前記回転機構により回転可能である
ことを特徴とする請求項1または2に記載の成形装置。
【請求項4】
前記中間型は、前記第1の型と前記第2の型の開閉方向とは直交する軸を中心に回転する
ことを特徴とする請求項1または2に記載の成形装置。
【請求項5】
前記中間型は、前記第1の型および前記第2の型と連動して、前記開閉方向に移動可能である
ことを特徴とする請求項4に記載の成形装置。
【請求項6】
前記中間型は、前記支持部材によって下側から支持される
ことを特徴とする請求項1または2に記載の成形装置。
【請求項7】
前記中間型は、前記支持部材とは異なる保持機構によって上側から支持される
ことを特徴とする請求項1または2に記載の成形装置。
【請求項8】
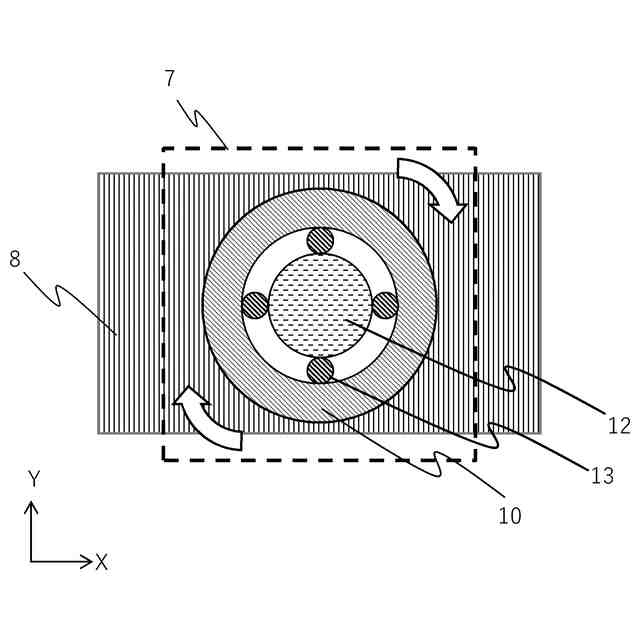
前記支持部材に設けられた前記回転機構は中空部を有しており、前記中間型には、前記中空部を通して部品を取り付けることができる
ことを特徴とする請求項1または2に記載の成形装置。
【請求項9】
請求項1または2に記載の成形装置を用いた成形方法であって、
前記第1の型と前記中間型との間に前記溶融樹脂を射出して第1の成形品を得る工程と、
前記第2の型と前記中間型との間に前記溶融樹脂を射出して第2の成形品を得る工程と、
前記第1の成形品と前記第2の成形品を組み付けて前記溶融樹脂により接合する工程と、
を有することを特徴とする成形方法。
【請求項10】
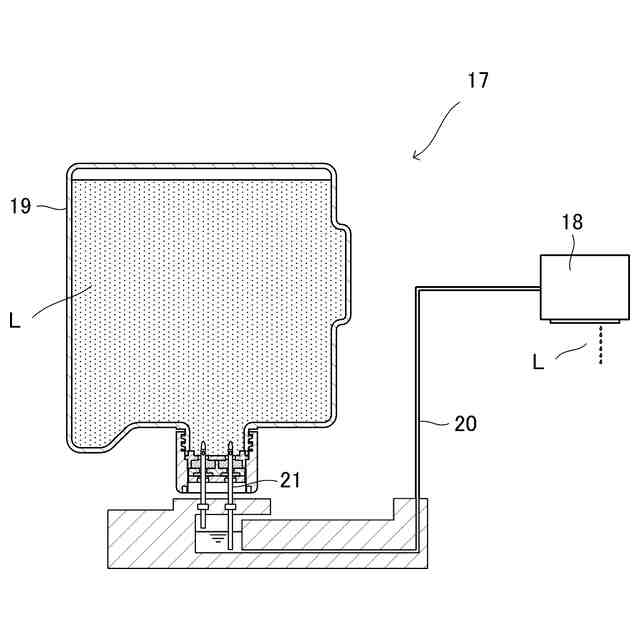
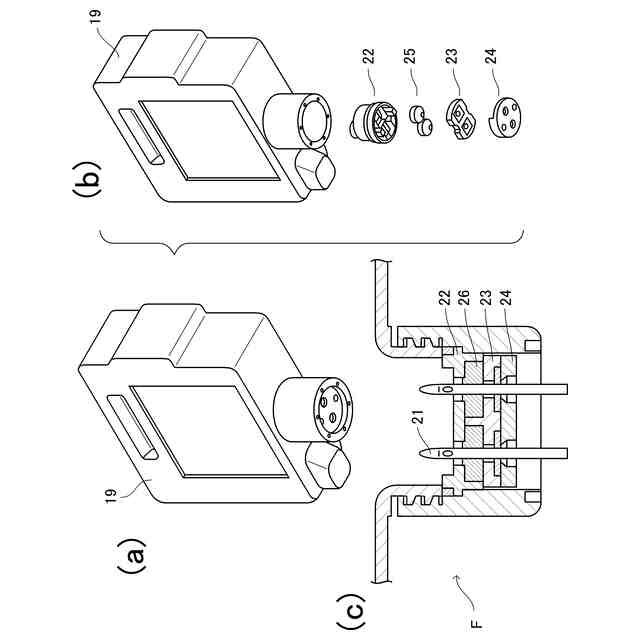
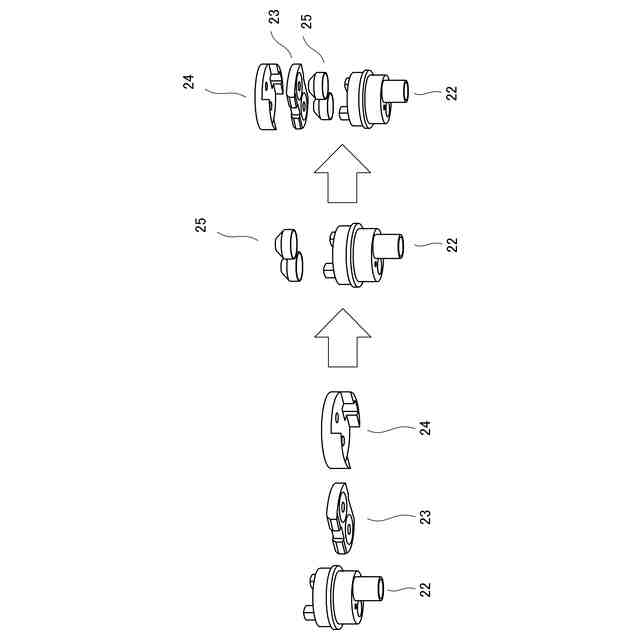
前記溶融樹脂により、インクジェットプリンタの液体収納容器を成形する
ことを特徴とする請求項9に記載の成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形装置および成形方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、射出成形に代表される成形方法で供された成形品同士の接合には、成形品に配した溶着部を溶かして接合する超音波溶着や振動溶着、熱板溶着、レーザ溶着が用いられてきた。これらの方式では、溶着させる成形品同士を相対的に位置決めし、十分に圧接させながら溶着部にエネルギーを付与して溶かし、その後、圧接させながら十分に冷却することで、正常な溶着を行うことができる。この時、応力が集中する溶着部は両面から十分に圧接しないと局所的に変形してしまい、適切に溶着できない。また、成形品同士の相対位置がずれたり、工程上の温度バラつきが発生したりすると、適切な接合強度が得られない可能性がある。
【0003】
近年、接合の信頼性や強度の向上、装置コスト抑制のために、成形品同士の接合に溶融樹脂を用いる方式が取られている。具体的には、まず射出成形機で複数の単部品を成形する。その後、一旦金型を開いて単部品同士が対向した位置となるよう金型を移動する。その状態で再度、型閉じを行い、成形単部品同士が組み合うことで、接合のための空間を形成する。さらに上記空間に溶融樹脂を流し、接合を行う。この方式を採用することで、一台の射出成形機内で接合工程まで完了させる事ができる。また、形成された成形品同士を金型上に配置し、金型を移動させて対向させる事で、部品同士の相対位置や平行度といった位置精度の向上が期待できる。更に、部品同士の圧接のために、射出成形機の型締め力を活用することができる。
【0004】
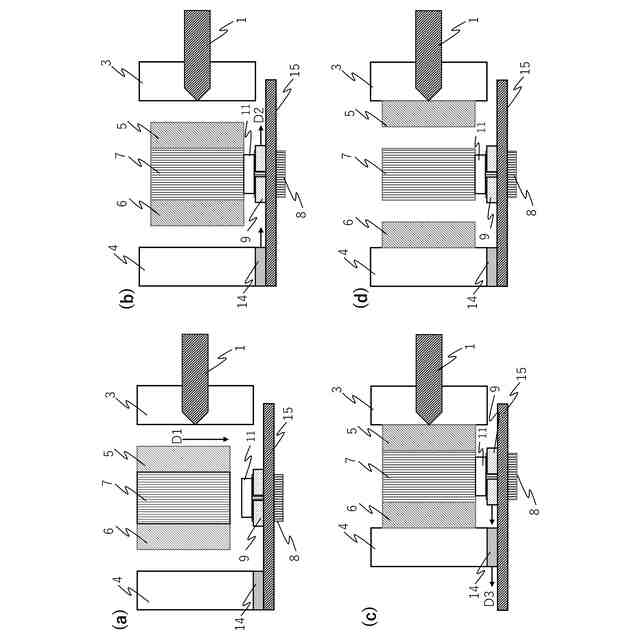
ただし上記の方法では、成形品を形成する工程と溶融樹脂を流す工程を同時に行うことはできない。そこで特許文献1(欧州特許第2542400号明細書)では、回転可能な中間型を設ける構成が提案されている。この場合まず、一方の型と、中間型の第一の面とで成形品を形成し、その成形品を中間型に残す。そして、その中間型を180°回転する事で、成形品をもう一方の型と、中間型の第二の面と、の間に移動し、その位置で溶融樹脂を用いた成形を行う。これにより、両方の面において同時並行で各工程を進めることが出来るため、より生産性が向上する。また、中間型を90°ごとに動かすことで、成形機の操作側や操作側の反対側で様々な処理を行うことも考えられる。様々な処理の例としては、供給装置を用いた型上の部品の組付け、別部品の挿入、物品の排出などが挙げられる。
【先行技術文献】
【特許文献】
【0005】
欧州特許第2542400号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
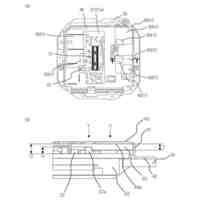
特許文献1は、第1の型と第2の型との間に互いに平行に中間型が配置され、中間型は支持部材に回転可能に保持される回転ユニットに取り付けられている構成の射出成形装置が開示している。回転ユニットは、例えばモータとギアによって回転ユニットの持つギアと接触して金型を回転させる。
【0007】
ここで、基本的に金型には高い型締め精度が要求されるが、特許文献1のように回転ユニットをギアによって駆動させる場合、ギアの遊びの分だけ中間型の停止位置のずれが発
生してしまうことが課題となる。これに対してテーパをつけたガイドピン等でずれを矯正しながら型締めを行うこともできるが、この場合型締めの度に金型にストレスがかかるため、耐久性が低下することが考えられる。
【0008】
本発明は上記課題に鑑みてなされたものである。本発明は、回転する中間型を用いて溶融樹脂による成形を行う成形装置において、型締めの精度を向上させることを目的とする。
【課題を解決するための手段】
【0009】
本発明は、以下の構成を採用する。すなわち、
第1の型と、前記第1の型と対向する第2の型と、前記第1の型および前記第2の型の間に配置される中間型と、を含む金型と、
前記中間型を支持する支持部材と、
溶融樹脂を射出する射出機構と、
を備える成形装置であって、
前記支持部材は回転機構を有し、前記中間型は前記回転機構の回転軸と同一の軸上で回転するように前記回転機構に取り付けられる
ことを特徴とする成形装置である。
【発明の効果】
【0010】
本発明によれば、回転する中間型を用いて溶融樹脂による成形を行う成形装置において、型締めの精度を向上させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
キヤノン株式会社
トナー
25日前
キヤノン株式会社
トナー
25日前
キヤノン株式会社
電源装置
3日前
キヤノン株式会社
電子機器
16日前
キヤノン株式会社
撮像装置
8日前
キヤノン株式会社
通信端末
25日前
キヤノン株式会社
撮像装置
26日前
キヤノン株式会社
レンズ装置
1日前
キヤノン株式会社
プログラム
4日前
キヤノン株式会社
液体収容容器
3日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
24日前
キヤノン株式会社
電子写真装置
8日前
キヤノン株式会社
画像形成装置
17日前
キヤノン株式会社
画像形成装置
23日前
キヤノン株式会社
画像形成装置
23日前
キヤノン株式会社
情報処理装置
24日前
キヤノン株式会社
画像形成装置
5日前
キヤノン株式会社
情報処理装置
24日前
キヤノン株式会社
画像形成装置
17日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
2日前
キヤノン株式会社
画像形成装置
25日前
キヤノン株式会社
画像形成装置
25日前
キヤノン株式会社
記録素子基板
3日前
キヤノン株式会社
画像形成装置
17日前
キヤノン株式会社
画像形成装置
8日前
キヤノン株式会社
画像形成装置
1日前
キヤノン株式会社
情報処理装置
26日前
キヤノン株式会社
画像形成装置
10日前
キヤノン株式会社
画像形成装置
10日前
キヤノン株式会社
撮像システム
10日前
キヤノン株式会社
画像形成装置
16日前
キヤノン株式会社
電子写真装置
16日前
キヤノン株式会社
画像形成装置
26日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ