TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025094438
公報種別
公開特許公報(A)
公開日
2025-06-25
出願番号
2023209969
出願日
2023-12-13
発明の名称
造形物製造方法
出願人
前澤化成工業株式会社
代理人
個人
,
個人
主分類
B29C
64/40 20170101AFI20250618BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】サポートを容易に除去できる造形物製造方法を提供する。
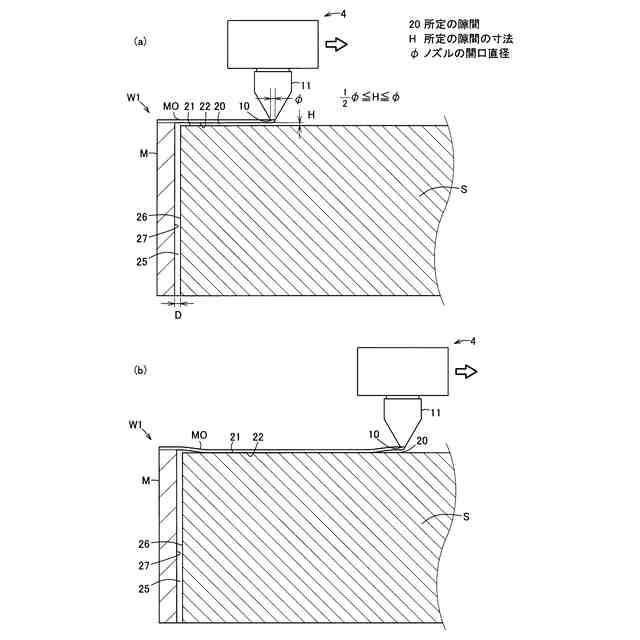
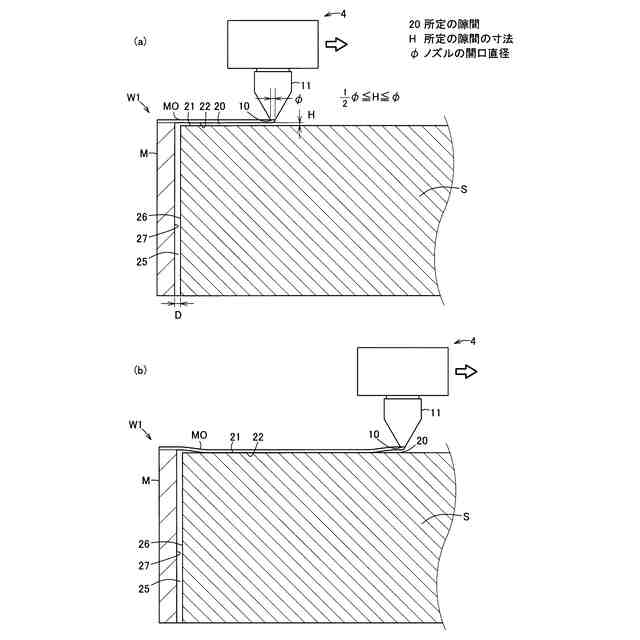
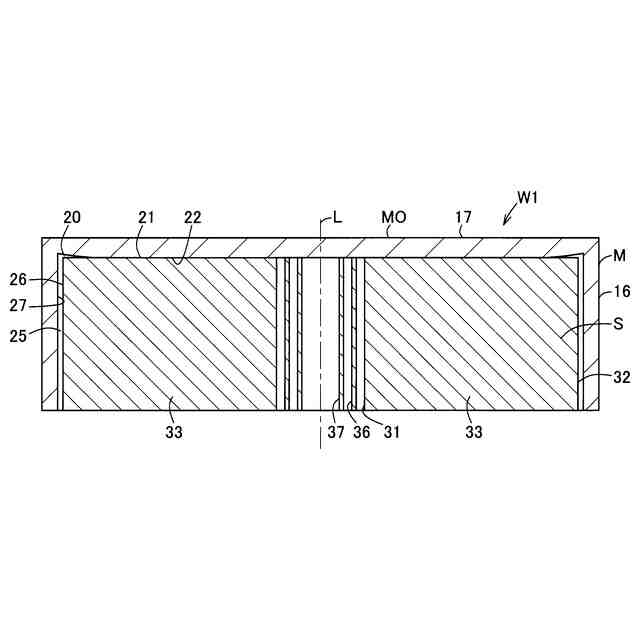
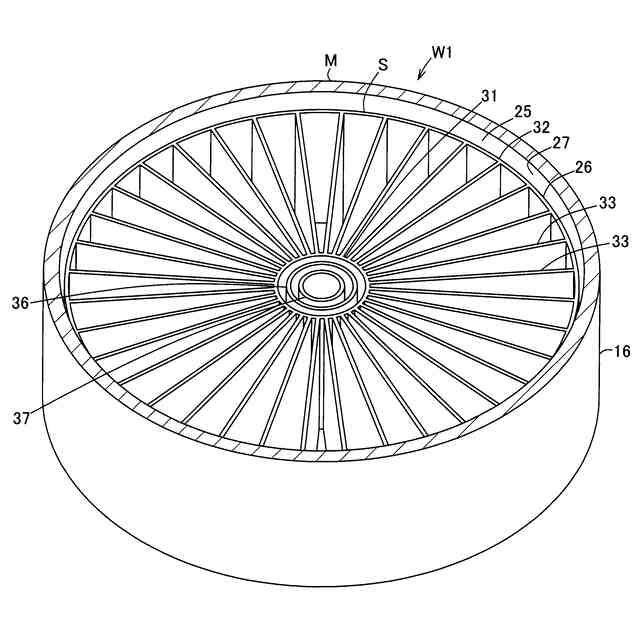
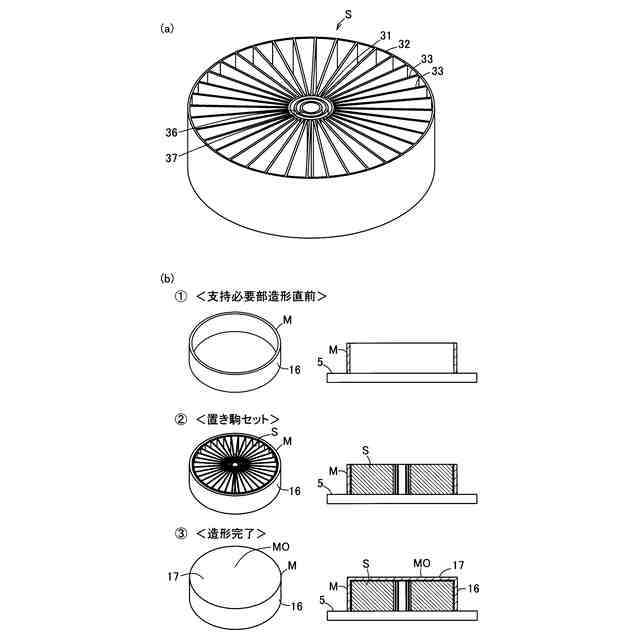
【解決手段】造形物製造方法は、造形工程及び除去工程を備える。造形工程は、造形物となるモデルMと、このモデルMの支持必要部MOを支持するサポートSとを有する粗造形物W1を造形する工程である。また、除去工程は、造形工程後にモデルMとサポートSとを分離することにより、粗造形物W1からサポートSを除去する工程である。そして、造形工程において、サポートSとモデルMの支持必要部MOとの間に所定の隙間20を形成しながら、その支持必要部MOの造形を行う。
【選択図】図4
特許請求の範囲
【請求項1】
造形物製造装置を使用して、3次元の造形物を製造する造形物製造方法であって、
前記造形物となるモデルと、このモデルの支持必要部を支持するサポートとを有する粗造形物を造形する造形工程と、
前記造形工程後に前記モデルと前記サポートとを分離することにより、前記粗造形物から前記サポートを除去する除去工程とを備え、
前記造形工程において、前記サポートと前記モデルの前記支持必要部との間に所定の隙間を形成しながら、その支持必要部の造形を行う
ことを特徴とする造形物製造方法。
続きを表示(約 820 文字)
【請求項2】
造形工程における所定の隙間の寸法をHとし、造形物製造装置におけるノズルの開口直径をφとした場合に、φ/2≦H≦φを満たす
ことを特徴とする請求項1記載の造形物製造方法。
【請求項3】
造形工程における粗造形物のサポートは、
筒状部と、
前記筒状部から放射状に延在する複数の延在部とを有する
ことを特徴とする請求項1又は2記載の造形物製造方法。
【請求項4】
造形工程における粗造形物のサポートは、
内側筒状部及び外側筒状部と、
前記内側筒状部と前記外側筒状部とを連結する連結部とを有する
ことを特徴とする請求項1又は2記載の造形物製造方法。
【請求項5】
造形工程における粗造形物のサポートは、筒状部よりも内側に位置する追加筒状部を有する
ことを特徴とする請求項3記載の造形物製造方法。
【請求項6】
筒状部は、閉曲線をなす
ことを特徴とする請求項3記載の造形物製造方法。
【請求項7】
造形工程における粗造形物のサポートは、連続関数によって形成される
ことを特徴とする請求項1又は2記載の造形物製造方法。
【請求項8】
造形工程における粗造形物のサポートは、板状の螺旋状部を有する
ことを特徴とする請求項1又は2記載の造形物製造方法。
【請求項9】
造形工程における粗造形物のサポートは、筒状部を有する
ことを特徴とする請求項1又は2記載の造形物製造方法。
【請求項10】
造形工程における粗造形物のサポートは、
底部と、
前記底部に立設された複数の筒状部とを有する
ことを特徴とする請求項1又は2記載の造形物製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元の造形物を製造する造形物製造方法及び当該製造方法に使用される造形物製造装置に関するものである。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
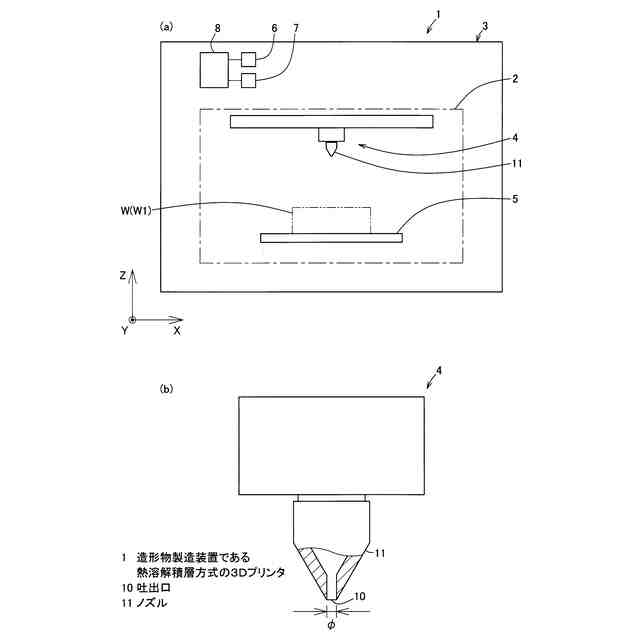
近年、3次元の造形物を製造するための造形物製造装置としては、例えば熱溶解積層方式の3Dプリンタが広く知られている(例えば特許文献1参照)。
【0003】
そして、その熱溶解積層方式の3Dプリンタを使用して、所望の形状をなす3次元の造形物を製造する場合、目的の造形物の形状によっては、その造形物となるモデルの支持必要部(オーバーハング部)を支持するサポート(サポート材)が必要となることがある。
【先行技術文献】
【特許文献】
【0004】
特表2000-500709号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、造形時にモデルの支持必要部を支持するサポートは、造形後には不要なものであるから、両者を分離してサポートを除去する必要があるが、その除去が困難であることが多い。
【0006】
そこで、本発明の課題の一つは、サポートを容易に除去できる造形物製造方法及び造形物製造装置を提供することにある。
【課題を解決するための手段】
【0007】
本発明の実施形態に係る造形物製造方法は、造形物製造装置を使用して、3次元の造形物を製造する造形物製造方法であって、前記造形物となるモデルと、このモデルの支持必要部を支持するサポートとを有する粗造形物を造形する造形工程と、前記造形工程後に前記モデルと前記サポートとを分離することにより、前記粗造形物から前記サポートを除去する除去工程とを備え、前記造形工程において、前記サポートと前記モデルの前記支持必要部との間に所定の隙間を形成しながら、その支持必要部の造形を行うものである。
【0008】
上記造形物製造方法において、造形工程における所定の隙間の寸法をHとし、造形物製造装置におけるノズルの開口直径をφとした場合に、φ/2≦H≦φを満たすものでもよい。
【0009】
上記造形物製造方法において、造形工程における粗造形物のサポートは、筒状部と、前記筒状部から放射状に延在する複数の延在部とを有するものでもよい。
【0010】
上記造形物製造方法において、造形工程における粗造形物のサポートは、内側筒状部及び外側筒状部と、前記内側筒状部と前記外側筒状部とを連結する連結部とを有するものでもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
プリプレグテープ
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
6か月前
株式会社日本製鋼所
押出機
8か月前
個人
射出ミキシングノズル
8か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社リコー
シート剥離装置
10か月前
株式会社漆原
シートの成形方法
1か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社コスメック
射出成形装置
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
2か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社リコー
シート処理システム
10か月前
個人
ノズルおよび熱風溶接機
5か月前
株式会社リコー
シート処理システム
10か月前
トヨタ自動車株式会社
3Dプリンタ
6か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































