TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101377
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218189
出願日
2023-12-25
発明の名称
溶着装置
出願人
株式会社豊田中央研究所
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
65/20 20060101AFI20250630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂フィルムが重ねられた部分の両側に加熱部材を設けることなく、重ねられた部分を溶着することで一枚の樹脂フィルムを筒状とすることである。
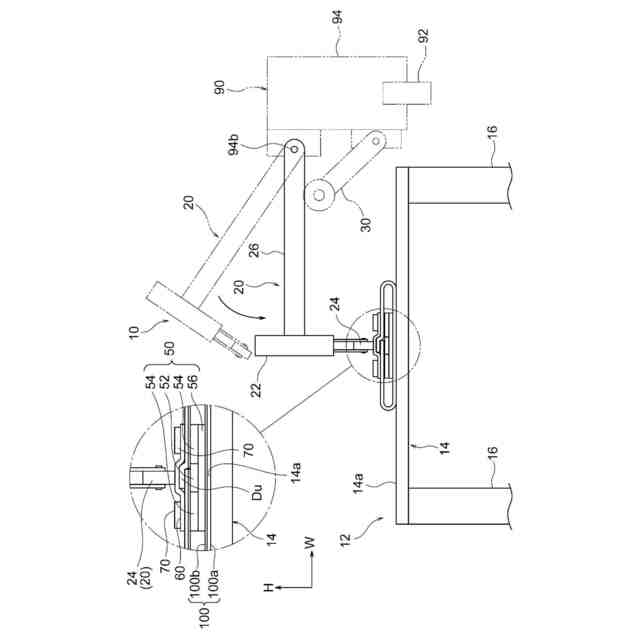
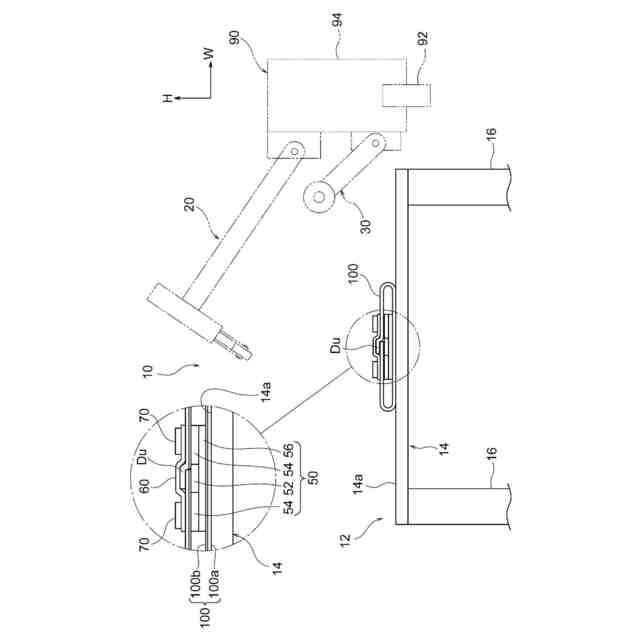
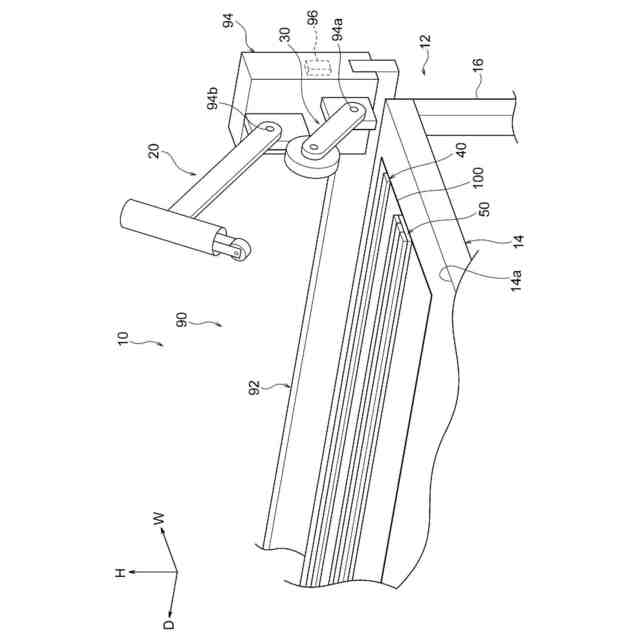
【解決手段】溶着装置は、樹脂フィルムが載せられる載せ面と、載せ面に載せられた樹脂フィルムの両側が折り曲げられて両端部分が重ねられた二重部分と、載せ面に載せられている部分の樹脂フィルムとの間に挟まれる断熱材と、二重部分に対して断熱材とは反対側から二重部分を加熱する加熱部材とを備える。
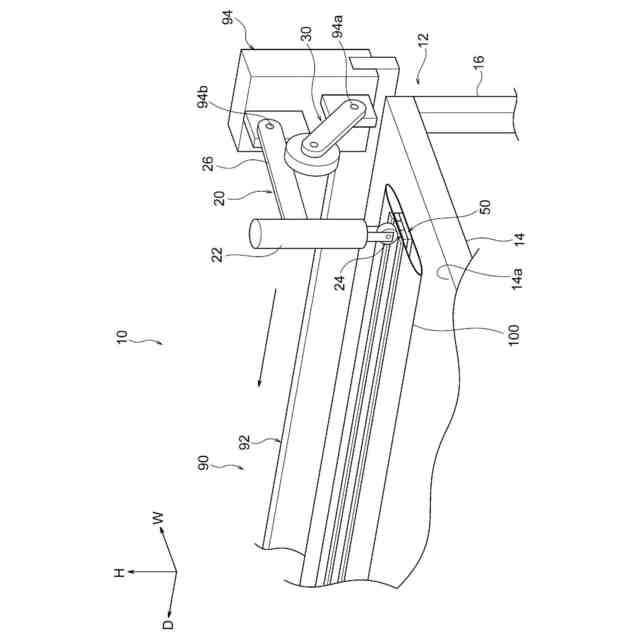
【選択図】図4
特許請求の範囲
【請求項1】
樹脂フィルムが載せられる載せ面と、
前記載せ面に載せられた前記樹脂フィルムの両側が折り曲げられて両端部分が重ねられた二重部分と、前記載せ面に載せられている部分の前記樹脂フィルムとの間に挟まれる断熱材と、
前記二重部分に対して前記断熱材とは反対側から前記二重部分を加熱して溶着する加熱部材と、
を備える溶着装置。
続きを表示(約 780 文字)
【請求項2】
前記二重部分は、一方向に延びて形成されており、
前記加熱部材を前記一方向に移動させる移動部材を備え、
前記加熱部材は、前記二重部分に押し付けられる共に前記移動部材による移動によって回転するローラを有する、
請求項1に記載の溶着装置。
【請求項3】
前記二重部分と前記ローラとの間に配置され、剥離剤が前記二重部分側に塗布された剥離板を備える、
請求項2に記載の溶着装置。
【請求項4】
前記一方向から見て、前記二重部分を間において前記載せ面の面沿い方向で両側に配置され、前記剥離板を前記載せ面側に押し付ける一対の押付部材を備える、
請求項3に記載の溶着装置。
【請求項5】
前記一方向から見て、前記断熱材を間において前記面沿い方向で両側に配置され、磁石又は磁性金属である一対の磁性部材を備え、
前記押付部材は、磁力によって前記磁性部材と引き合う、
請求項4に記載の溶着装置。
【請求項6】
前記樹脂フィルムは、基材と前記基材の表面に形成された表面層とを有し、
前記樹脂フィルムの両側が折り曲げられて両端部分が重ねられた前記二重部分において一対の前記基材が直接接触するように、前記載せ面に載せられて展開された状態の前記樹脂フィルムの前記表面層の一部を前記移動部材の移動力によって移動しながら前記基材から剥離させる剥離部材を備える、
請求項2に記載の溶着装置。
【請求項7】
前記剥離部材は、回転する研磨部材であって、前記載せ面に載せられて展開された状態の前記樹脂フィルムを引き伸ばす方向に回転して前記表面層を前記基材から剥離させる研磨部を有する、
請求項6に記載の溶着装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶着装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1には、熱板の間で被成形物を加熱・加圧するホットプレスにおいて、熱板には熱板を直接加熱する加熱手段と、加熱手段とは別の冷却手段としてのヒートパイプとが配設されるホットプレスが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2005-152913号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
一枚の樹脂フィルムの両端部分を拝み合わせて重ねられた重ね部分を溶着することで一枚の樹脂フィルムを筒状とする溶着装置がある。この溶着装置では、樹脂フィルムの重ね部分を挟んで一方側と他方側とに重ね部分を加熱する加熱部材が設けられる。そして、重ね部分を一対の加熱部材で挟み込むことで、挟み込んだ重ね部分が溶着される。このように、この溶着装置では、重ね部分の両側に加熱部材を設ける必要がある。
【0005】
本開示の課題は、樹脂フィルムが重ねられた部分の両側に加熱部材を設けることなく、重ねられた部分を溶着することで一枚の樹脂フィルムを筒状とすることである。
【課題を解決するための手段】
【0006】
本開示の第1態様に係る溶着装置は、樹脂フィルムが載せられる載せ面と、前記載せ面に載せられた前記樹脂フィルムの両側が折り曲げられて両端部分が重ねられた二重部分と、前記載せ面に載せられている部分の前記樹脂フィルムとの間に挟まれる断熱材と、前記二重部分に対して前記断熱材とは反対側から前記二重部分を加熱して溶着する加熱部材と、を備えることを特徴とする。
【0007】
上記構成によれば、加熱部材が、樹脂フィルムが重ねられた二重部分に対して断熱材とは反対側から二重部分を加熱することで、二重部分が溶着され、樹脂フィルムが筒状となる。このように、樹脂フィルムが重ねられた部分の両側に加熱部材を設けることなく、重ねられた部分を溶着することで一枚の樹脂フィルムを筒状とすることができる。
【0008】
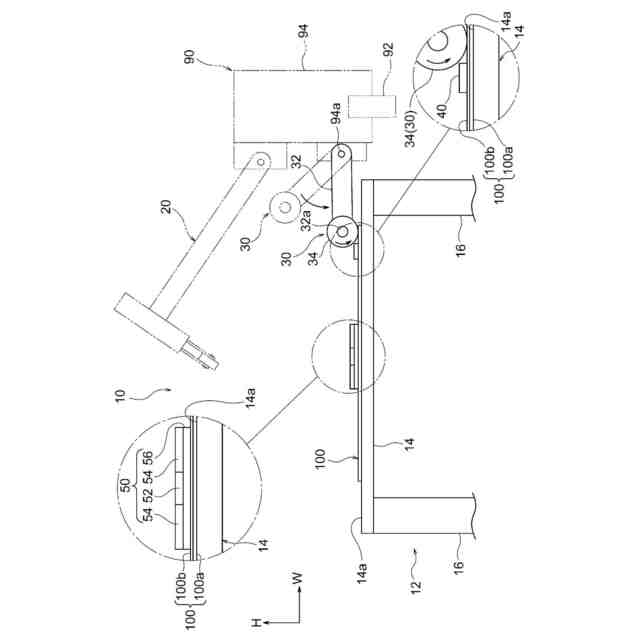
本開示の第2態様に係る溶着装置は、第1態様に記載の溶着装置において、前記二重部分は、一方向に延びて形成されており、前記加熱部材を前記一方向に移動させる移動部材を備え、前記加熱部材は、前記二重部分に押し付けられる共に前記移動部材による移動によって回転するローラを有することを特徴とする。
【0009】
上記構成によれば、加熱部材が二重部分と擦れながら移動する場合と比して、二重部分を一様に加熱することができる。
【0010】
本開示の第3態様に係る溶着装置は、第2態様に記載の溶着装置において、前記二重部分と前記ローラとの間に配置され、剥離剤が前記二重部分側に塗布された剥離板を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
東レ株式会社
フィルムの製造方法
5日前
個人
射出ミキシングノズル
9か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
3か月前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
11日前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社シロハチ
真空チャンバ
8か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
株式会社リコー
画像形成システム
7か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社FTS
セパレータ
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
トヨタ自動車株式会社
真空成形装置
2か月前
個人
ノズルおよび熱風溶接機
6か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
日東工業株式会社
インサート成形機
7か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
日産自動車株式会社
成形装置
5日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































