TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025101682
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218698
出願日
2023-12-25
発明の名称
繊維の幅調整装置及び複合材成形方法
出願人
株式会社SUBARU
代理人
個人
主分類
B29C
70/38 20060101AFI20250630BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】FRP成形用のプリプレグテープ又はドライテープの幅を安定的に調整できるようにすることである。
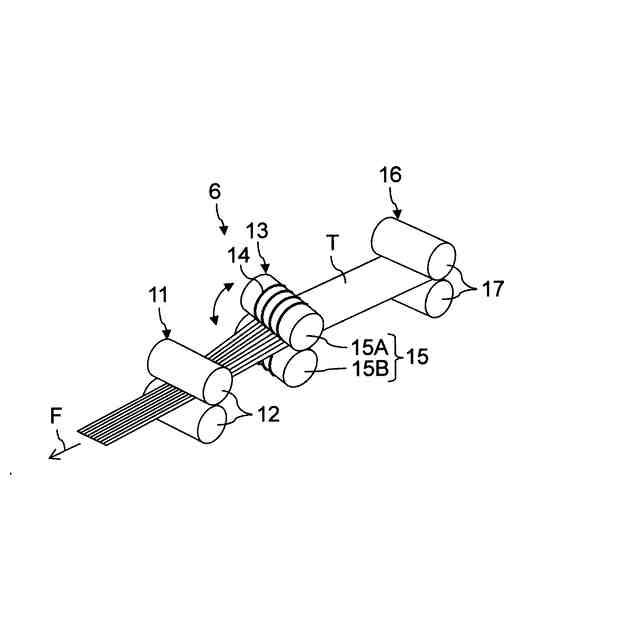
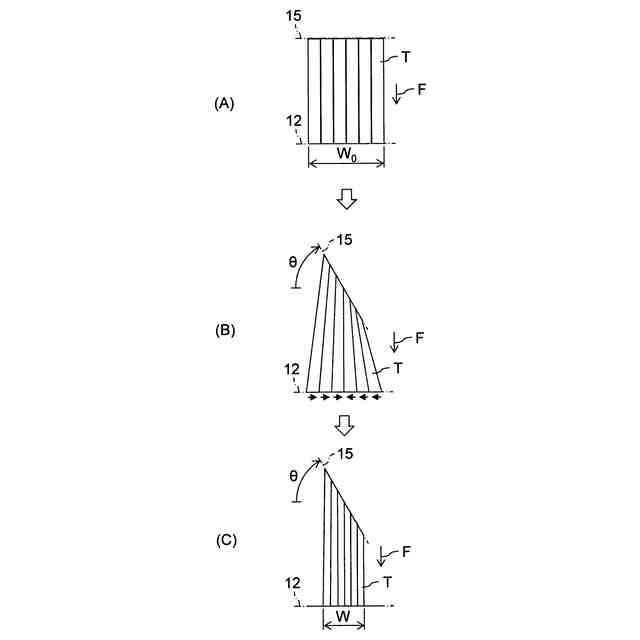
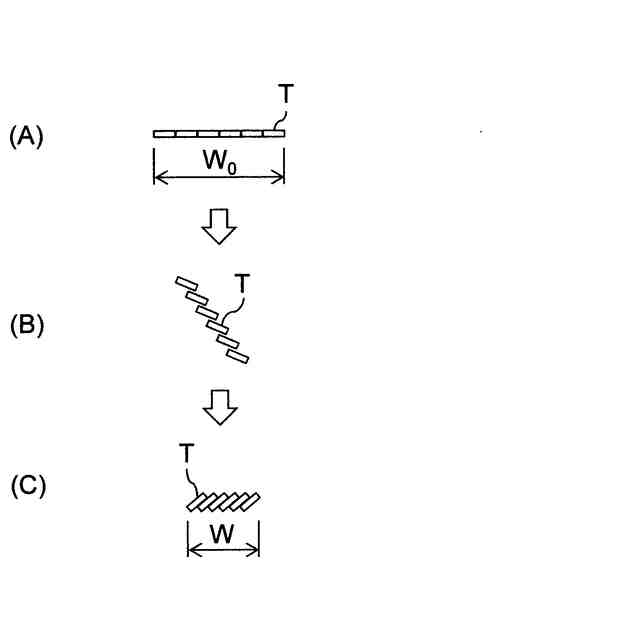
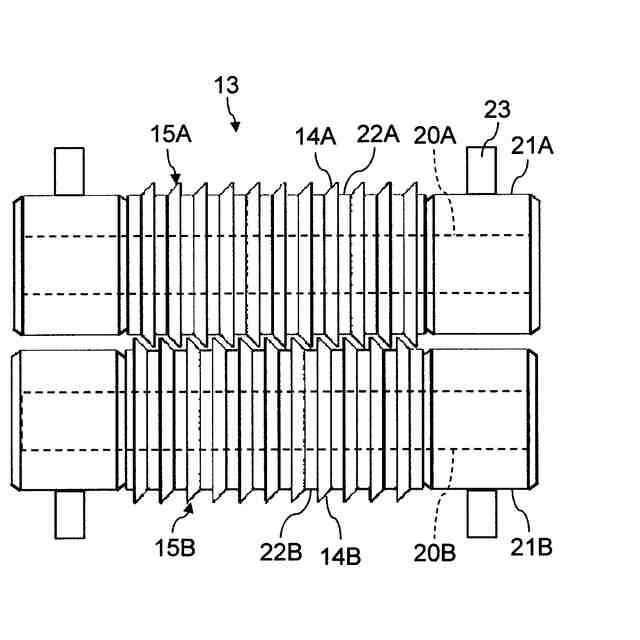
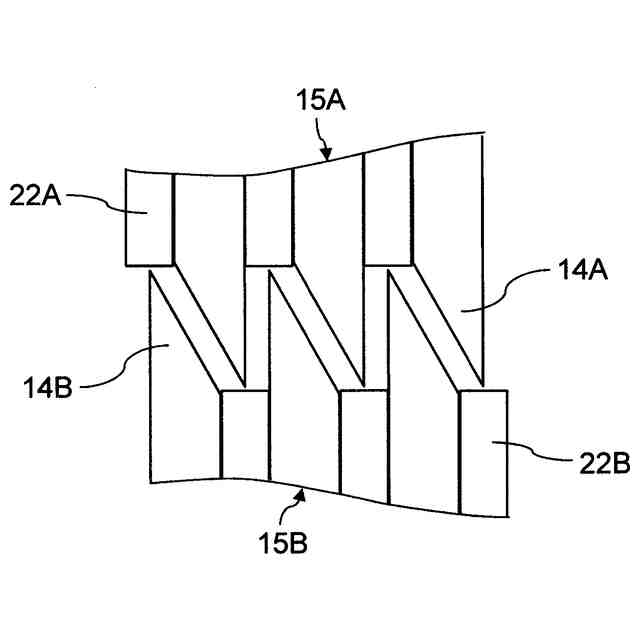
【解決手段】繊維の幅調整装置は、繊維強化プラスチックの素材となる、樹脂を含浸させる前又は樹脂を含浸させた後の繊維からなるテープの幅を調整するものであって、前記テープを捩ることによって前記テープを前記テープの幅方向に重ね合わせる捩り機構と、前記重ね合わされた前記テープを前記テープの厚さ方向に押し付けてシート状とすることによって幅が調整されたテープを製作する加圧部とを有するものである。
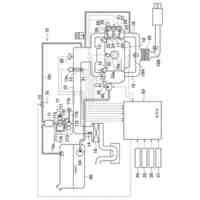
【選択図】 図2
特許請求の範囲
【請求項1】
繊維強化プラスチックの素材となる、樹脂を含浸させる前又は樹脂を含浸させた後の繊維からなるテープの幅を調整する繊維の幅調整装置であって、
前記テープを捩ることによって前記テープを前記テープの幅方向に重ね合わせる捩り機構と、
前記重ね合わされた前記テープを前記テープの厚さ方向に押し付けてシート状とすることによって幅が調整されたテープを製作する加圧部と、
を有する繊維の幅調整装置。
続きを表示(約 830 文字)
【請求項2】
前記テープの長さ方向を長さ方向とする複数の切込みを前記テープに入れることによって複数のテープに分割する複数のカッタを更に有し、
前記捩り機構は、前記分割された複数のテープを捩ることによって前記複数のテープを前記複数のテープの幅方向に部分的に重ね合わせるように構成される一方、
前記加圧部は、前記重ね合わされた前記複数のテープを前記複数のテープの厚さ方向に押し付け、前記重ね合わされた前記複数のテープを一体化することによって前記幅が調整されたテープを製作するように構成される請求項1記載の繊維の幅調整装置。
【請求項3】
前記複数のカッタとして、前記テープの幅方向を軸方向とする支持シャフトで回転自在に支持された複数の円形のカッタを用い、前記捩り機構で前記支持シャフトを前記支持シャフトの軸を含む面内で回転させるようにした請求項2記載の繊維の幅調整装置。
【請求項4】
前記複数のカッタとして、
前記テープの幅方向を軸方向とする第1の支持シャフトで回転自在かつ個数と間隔を変更できるよう着脱可能に支持された第1の複数の円形のカッタと、
前記第1の支持シャフトと軸が平行な第2の支持シャフトで回転自在かつ個数と間隔を変更できるよう着脱可能に支持され、かつ前記第1の複数の円形のカッタと半径方向にオーバーラップするように互い違いに配置された第2の複数の円形のカッタと、
を用いる請求項3記載の繊維の幅調整装置。
【請求項5】
請求項1乃至4のいずれか1項に記載の繊維の幅調整装置を用いて前記幅が調整されたテープを製作するステップと、
前記幅が調整されたテープを積層するステップと、
積層後の前記幅が調整されたテープに含まれる前記樹脂を硬化することによって前記繊維強化プラスチックを製作するステップと、
を有する複合材成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、繊維の幅調整装置及び複合材成形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
ガラス繊維強化プラスチック(GFRP:Glass Fiber Reinforced Plastics)や炭素繊維強化プラスチック(CFRP:Carbon Fiber Reinforced Plastics)等の複合材とも呼ばれる繊維強化プラスチック(FRP:Fiber Reinforced Plastics)を成形するためには、シート状の繊維に未硬化の樹脂を含浸させたプリプレグのシートを積層した後、樹脂を硬化させることが必要となる。或いは、樹脂を含浸させる前のシート状の繊維を積層した後、樹脂を含浸させて硬化させることが必要となる。繊維を積層した後、樹脂を含浸させるFRPの成形方法は、RTM(Resin Transfer Molding)法と呼ばれる。
【0003】
近年では、テープ状のプリプレグ又は繊維を自動的に積層する自動繊維積層(AFP:Automated Fiber Placement)装置が市販されており、AFP装置で積層するためのプリプレグテープの他、ドライテープと呼ばれる樹脂を含浸させる前のテープ状の繊維も市販されている。
【0004】
成形対象となるFRPの形状に合わせて形状を付与した繊維の積層体はプリフォームと呼ばれる。プリフォームのうちRTM法によりFRPを成形する場合に製作される樹脂を含浸させる前の繊維の積層体はドライプリフォームと呼ばれる。
【0005】
より複雑な形状を有するFRPを成形するためには、複雑な形状を有するプリフォームを製作することが必要となる。すなわち、FRPの素材となるプリプレグテープ又はドライテープをFRPの形状に合わせて積層したプリフォームを製作することが必要となる。そこで、幅が徐々に減少する経路にプリプレグテープ又はドライテープを通すことによってプリプレグテープ又はドライテープの幅を変化させる幅調整装置が提案されている(例えば特許文献1及び特許文献2参照)。
【0006】
また、複数のプリプレグテープを幅方向に並べてオーバーラップ量を変化できる装置(例えば特許文献3及び特許文献4参照)、複数のプリプレグテープの幅を変化させた後、任意のテープピッチで並べる装置(例えば特許文献5参照)、幅が太いプリプレグテープを容易に変形できるようにスリットロールで部分的かつ断続的に切込みを入れる装置(例えば特許文献6参照)も提案されている。
【先行技術文献】
【特許文献】
【0007】
国際公開第2011/116191号明細書
特開2020-093454号公報
特開2020-059145号公報
特開2022-046379号公報
特開2022-130133号公報
特開2019-151726号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、FRP成形用のプリプレグテープ又はドライテープの幅を安定的に調整できるようにすることを目的とする。
【課題を解決するための手段】
【0009】
本発明の実施形態に係る繊維の幅調整装置は、繊維強化プラスチックの素材となる、樹脂を含浸させる前又は樹脂を含浸させた後の繊維からなるテープの幅を調整するものであって、前記テープを捩ることによって前記テープを前記テープの幅方向に重ね合わせる捩り機構と、前記重ね合わされた前記テープを前記テープの厚さ方向に押し付けてシート状とすることによって幅が調整されたテープを製作する加圧部とを有するものである。
【0010】
また、本発明の実施形態に係る複合材成形方法は、上述した繊維の幅調整装置を用いて前記幅が調整されたテープを製作するステップと、前記幅が調整されたテープを積層するステップと、積層後の前記幅が調整されたテープに含まれる前記樹脂を硬化することによって前記繊維強化プラスチックを製作するステップとを有するものである。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社SUBARU
モータ
6日前
株式会社SUBARU
解析装置
5日前
株式会社SUBARU
エアバッグ装置
4日前
株式会社SUBARU
イオン風発生装置
3日前
株式会社SUBARU
車両の運転支援装置
18日前
株式会社SUBARU
ポンプの固着防止装置
5日前
株式会社SUBARU
車両用サイドガラス装置
4日前
株式会社SUBARU
車両用ナビゲーション装置
4日前
株式会社SUBARU
蒸発燃料処理システムの診断装置
10日前
株式会社SUBARU
腐食深度推定装置及び腐食深度推定方法
20日前
株式会社SUBARU
動物運搬車の制御システムおよび動物運搬車
6日前
株式会社SUBARU
ダイカスト用のプランジャチップ及び射出装置
3日前
株式会社SUBARU
情報処理装置及び情報処理方法並びにプログラム
3日前
株式会社SUBARU
スクラップシュートの設計支援方法及びスクラップシュートの設計支援装置
3日前
東レ株式会社
吹出しノズル
8か月前
シーメット株式会社
光造形装置
7か月前
東レ株式会社
プリプレグテープ
10か月前
CKD株式会社
型用台車
7か月前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
19日前
グンゼ株式会社
ピン
7か月前
東レ株式会社
フィルムの製造方法
25日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
4か月前
日機装株式会社
加圧システム
3か月前
株式会社カワタ
計量混合装置
2か月前
個人
樹脂可塑化方法及び装置
6か月前
東レ株式会社
フィルムの製造方法。
5日前
株式会社FTS
ロッド
6か月前
株式会社FTS
成形装置
7か月前
株式会社シロハチ
真空チャンバ
9か月前
東レ株式会社
樹脂フィルムの製造方法
2か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
一体化成形品の製造方法
11か月前
株式会社リコー
シート剥離装置
11か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ