TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025102482
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219948
出願日
2023-12-26
発明の名称
腐食深度推定装置及び腐食深度推定方法
出願人
株式会社SUBARU
代理人
個人
,
個人
主分類
G01N
17/00 20060101AFI20250701BHJP(測定;試験)
要約
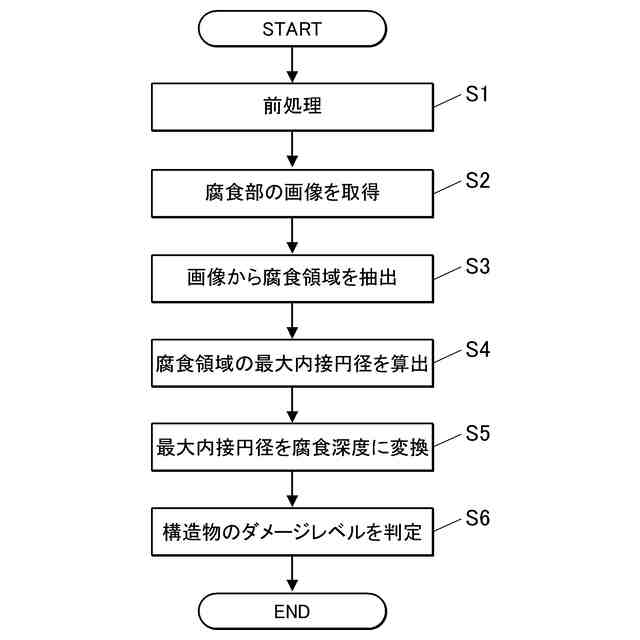
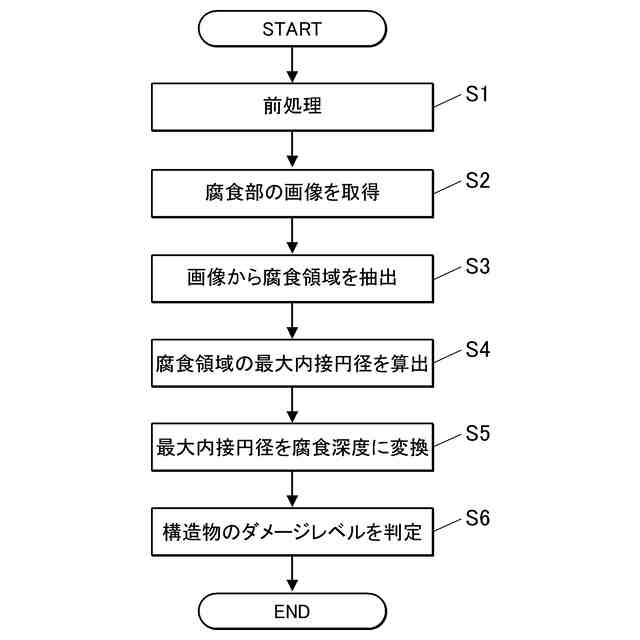
【課題】簡便かつ高精度に腐食深度を推定する。
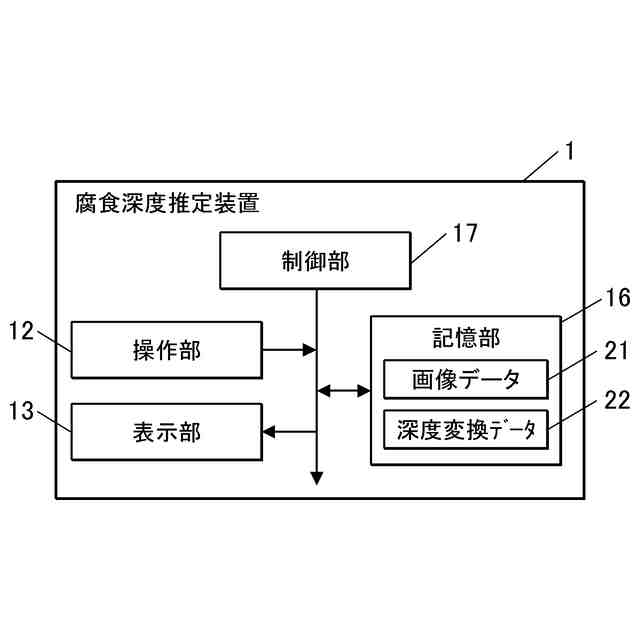
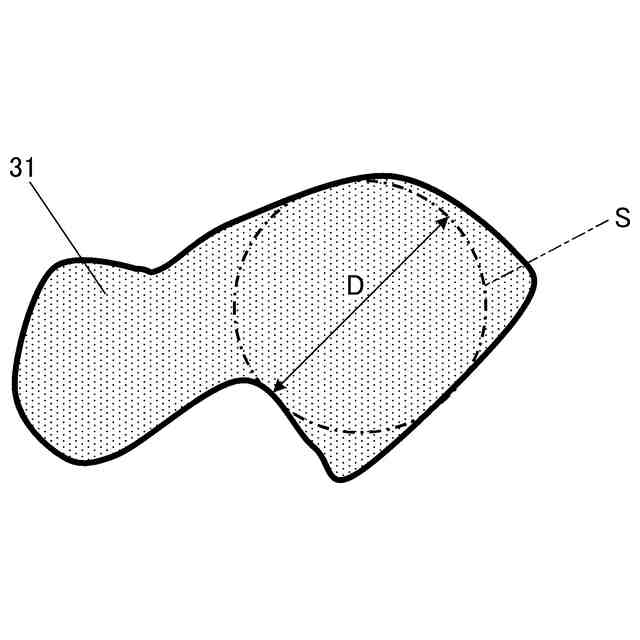
【解決手段】腐食深度推定装置は、金属構造物の表面の画像から腐食領域を抽出する抽出部と、腐食領域の最大内接円の直径を求める直径算出部と、最大内接円の直径に基づいて、腐食領域の深度を算出する深度算出部と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
金属構造物の表面の画像から腐食領域を抽出する抽出部と、
前記腐食領域の最大内接円の直径を求める直径算出部と、
前記最大内接円の直径に基づいて、前記腐食領域の深度を算出する深度算出部と、
を備える腐食深度推定装置。
続きを表示(約 450 文字)
【請求項2】
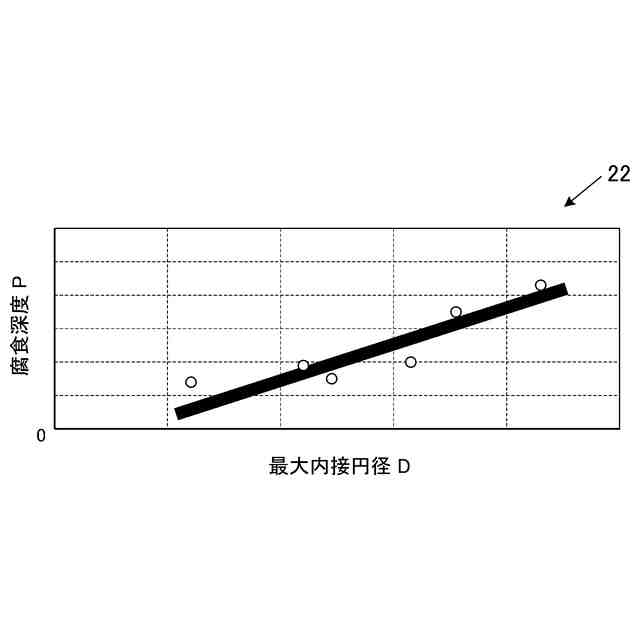
前記最大内接円の直径と前記腐食領域の深度との相関関係を表す相関データを予め記憶する記憶部を備え、
前記深度算出部は、前記記憶部に記憶された前記相関データに基づいて、前記最大内接円の直径から前記腐食領域の深度を算出する、
請求項1に記載の腐食深度推定装置。
【請求項3】
前記腐食領域の深度に基づいて、前記金属構造物の損傷度合いを判定する判定部を備える、
請求項1に記載の腐食深度推定装置。
【請求項4】
前記金属構造物はアルミニウム製である、
請求項1に記載の腐食深度推定装置。
【請求項5】
金属構造物の表面の画像を取得する取得工程と、
前記取得工程で取得した画像から腐食領域を抽出する抽出工程と、
前記腐食領域の最大内接円の直径を求める直径算出工程と、
前記最大内接円の直径に基づいて、前記腐食領域の深度を算出する深度算出工程と、
を含む腐食深度推定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属表面の腐食の深さを推定する腐食深度推定装置及び腐食深度推定方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
従来、航空機構造に発生する腐食の深さ(腐食深度)の評価では、腐食部分を実際に除去してその深さを測定していた。そのため、この実測作業に多くの工数を要していた。
【0003】
航空機構造以外の分野では、超音波や紫外線、X線、光熱などを用いて金属材料の異常部を検出する技術が存在する。しかし、これらの技術は、鉄パイプの残存板厚の計測や、鋼心アルミより線(ACSR)の傷の発見等、専ら形状が規格化されたものに適用される。そのため、航空機で多用されるアルミニウム合金に群発する腐食の評価、あるいは多様な部品形状や入り組んだ箇所の腐食の評価には、当該技術の応用が難しい。
【0004】
この点、例えば特許文献1、2に記載の技術では、画像データから算出した腐食部の周囲長又はその面積に基づいて、腐食部を実測することなく腐食深度又はその損傷程度を推定している。
【先行技術文献】
【特許文献】
【0005】
特開2022-43280号公報
特許第6887535号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
腐食深度をより高精度に推定できると有用である。
本発明は、上記事情に鑑みてなされたもので、簡便かつ高精度に腐食深度を推定することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の一実施の形態は、
金属構造物の表面の画像から腐食領域を抽出する抽出部と、
前記腐食領域の最大内接円の直径を求める直径算出部と、
前記最大内接円の直径に基づいて、前記腐食領域の深度を算出する深度算出部と、
を備える。
【発明の効果】
【0008】
本発明によれば、金属構造物の表面の画像から腐食領域が抽出され、その最大内接円の直径が求められる。そして、最大内接円の直径に基づいて腐食領域の深度が算出される。これにより、簡便かつ高精度に腐食深度を推定することができる。
【図面の簡単な説明】
【0009】
実施形態に係る腐食深度推定装置の概略構成を示すブロック図である。
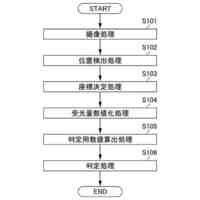
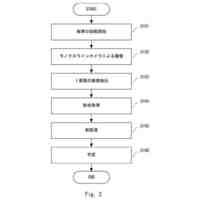
腐食深度推定処理の手順を示すフローチャートである。
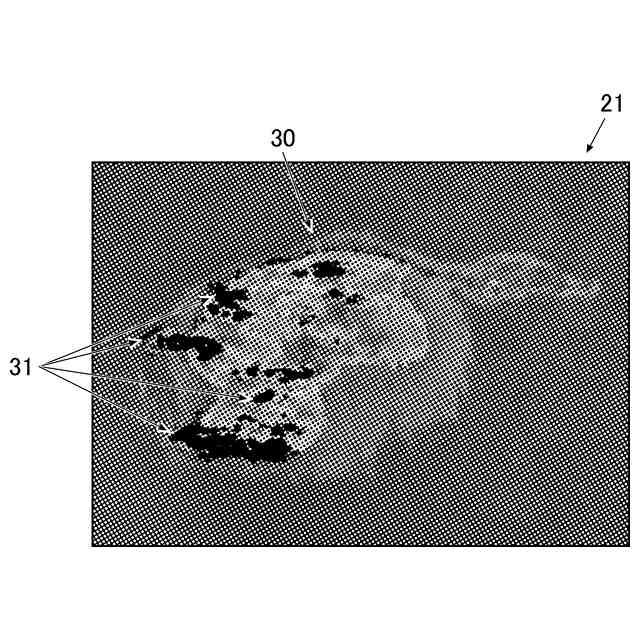
腐食部の画像データ例である。
腐食部の画像データ例である。
実施形態に係る腐食深度推定処理を説明するための図である。
腐食領域の最大内接円径と腐食深度の実測例であって、実施形態に係る深度変換データの一例を示すグラフである。
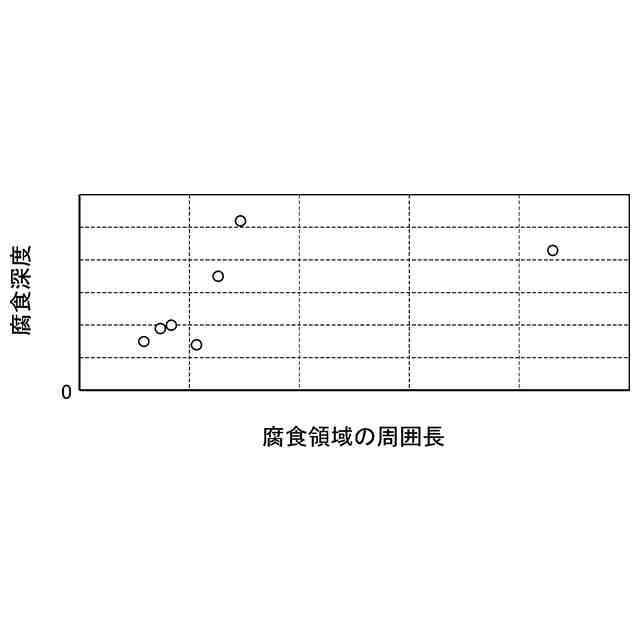
腐食領域の周囲長と腐食深度の実測例を示すグラフである。
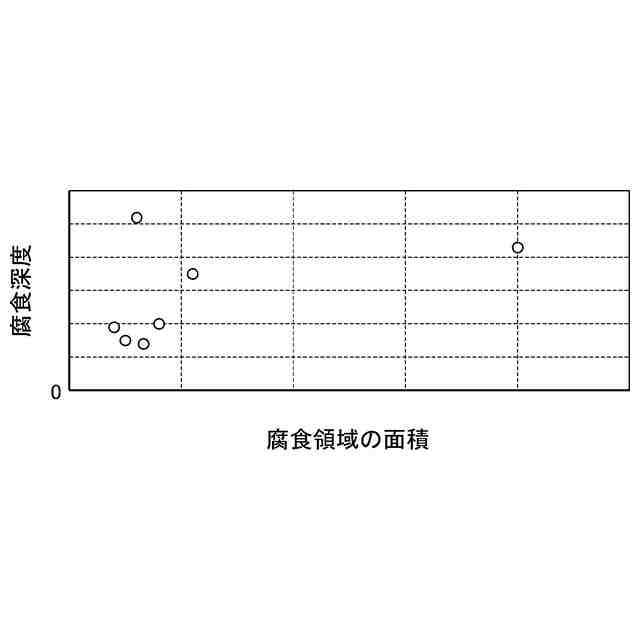
腐食領域の面積と腐食深度の実測例を示すグラフである。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
10日前
株式会社東光高岳
計器
6日前
株式会社ミツトヨ
測定器
3日前
日本精機株式会社
液面検出装置
12日前
大和製衡株式会社
組合せ秤
18日前
大和製衡株式会社
組合せ秤
12日前
大和製衡株式会社
組合せ秤
12日前
大同特殊鋼株式会社
疵検出方法
3日前
日本特殊陶業株式会社
ガスセンサ
4日前
ダイハツ工業株式会社
試験用治具
18日前
日本特殊陶業株式会社
ガスセンサ
13日前
日本特殊陶業株式会社
ガスセンサ
13日前
エグゼヴィータ株式会社
端末装置
4日前
日本特殊陶業株式会社
ガスセンサ
4日前
タカノ株式会社
試料分析装置
3日前
株式会社クボタ
作業車
17日前
富士電機株式会社
エンコーダ
5日前
タカノ株式会社
試料分析装置
3日前
富士電機株式会社
エンコーダ
5日前
柳井電機工業株式会社
部材検査装置
4日前
バイオテック株式会社
容器設置装置
4日前
株式会社ノーリツ
通信システム
10日前
新電元メカトロニクス株式会社
位置検出装置
10日前
TDK株式会社
計測装置
11日前
JNC株式会社
トランジスタ型センサ
3日前
JNC株式会社
トランジスタ型センサ
3日前
トヨタ自動車株式会社
歯車の検査方法
13日前
株式会社フジキン
流量測定装置
19日前
日本電気株式会社
測位装置及びその方法
6日前
ウシオ電機株式会社
光学測定装置
3日前
帝国通信工業株式会社
圧力センサ
4日前
ジャパンプローブ株式会社
超音波探触子
4日前
株式会社島津製作所
発光分析装置
10日前
株式会社セシアテクノ
気象観測装置
6日前
東芝ライテック株式会社
センサ装置
6日前
SMC株式会社
位置検出センサ
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ