TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025067305
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177211
出願日
2023-10-13
発明の名称
射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/48 20060101AFI20250417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】計量時間のバラツキを低減することができる、技術を提供する。
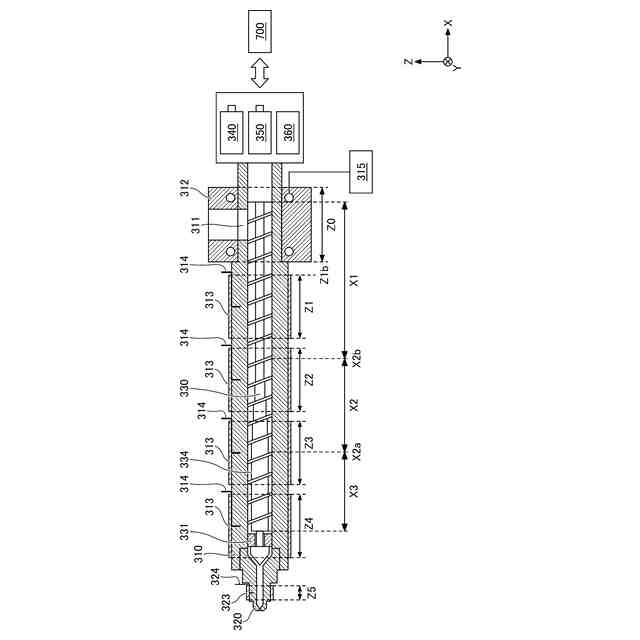
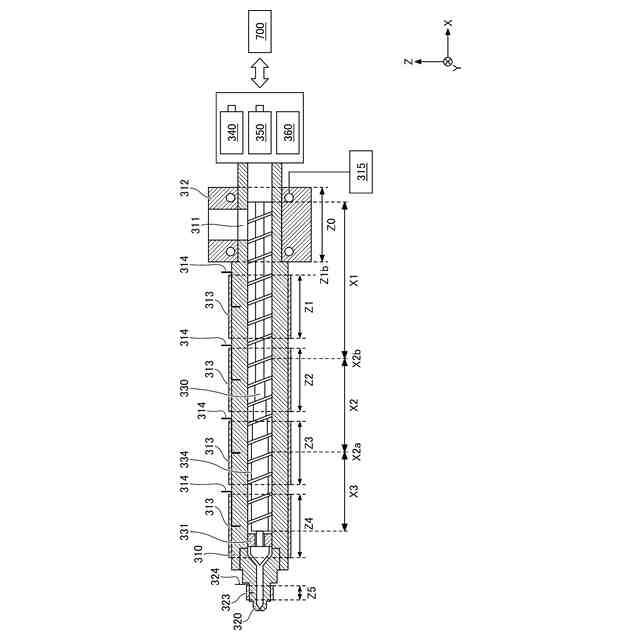
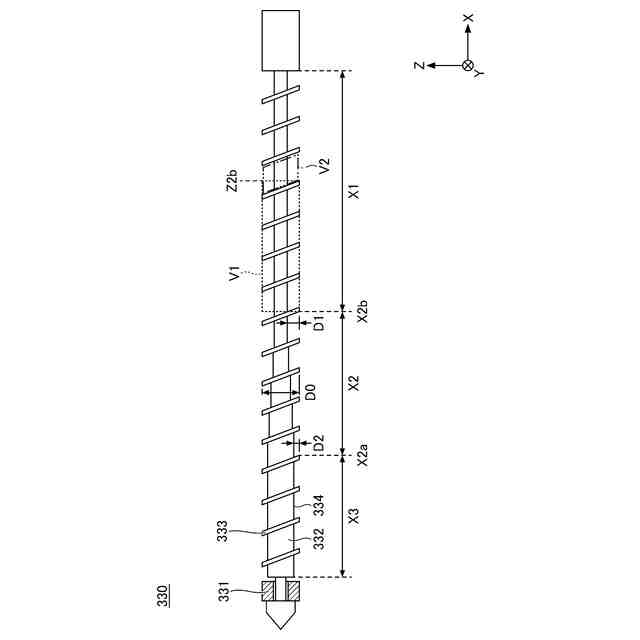
【解決手段】射出成形機は、成形材料の供給口を有するシリンダと、前記シリンダを加熱する加熱器と、前記シリンダの内部に設けられるスクリュと、前記スクリュの外周に形成される螺旋状の溝と、を備え、前記スクリュを回転させることで前記溝に沿って前記成形材料を後方から前方に送る。前記スクリュは、前記供給口から前方に向けて、供給部と、圧縮部と、をこの順番で有する。(1)D1/D0が0.140以上0.260以下であって、且つ(2)D1/D2が2.50以上3.80以下である。前記スクリュが前進限位置にある時に、前記圧縮部の後端が、前記供給口よりも前方の前記加熱器のうち最後方の前記加熱器の後端と同じ位置にあるか又は前方の位置にある。(3)V1/V2が0.00以上12.50未満である。
【選択図】図3
特許請求の範囲
【請求項1】
成形材料の供給口を有するシリンダと、前記シリンダを加熱する加熱器と、前記シリンダの内部に設けられるスクリュと、前記スクリュの外周に形成される螺旋状の溝と、を備え、前記スクリュを回転させることで前記溝に沿って前記成形材料を後方から前方に送る、射出成形機であって、
前記スクリュは、前記供給口から前方に向けて、前記溝の深さが一定である供給部と、前記供給部の前端から前方に向かうほど前記溝の深さが浅くなる圧縮部と、をこの順番で有し、
前記スクリュの直径をD0とし、前記圧縮部の後端における前記溝の深さをD1とし、前記圧縮部の前端における前記溝の深さをD2とすると、(1)D1/D0が0.140以上0.260以下であって、且つ(2)D1/D2が2.50以上3.80以下であり、
前記スクリュが前進限位置にある時に、前記圧縮部の後端が、前記供給口よりも前方の前記加熱器のうち最後方の前記加熱器の後端と同じ位置にあるか又は前方の位置にあり、
前記スクリュが前進限位置にある時に前記最後方の前記加熱器の後端から前記圧縮部の後端までの前記溝の容積をV1とし、前記スクリュが前記前進限位置にある時に前記最後方の前記加熱器の後端で、前記供給部の1ピッチ分の前記溝の容積をV2とすると、(3)V1/V2が0.00以上12.50未満である、射出成形機。
続きを表示(約 52 文字)
【請求項2】
V1/V2が0.00以上9.50未満である、請求項1に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
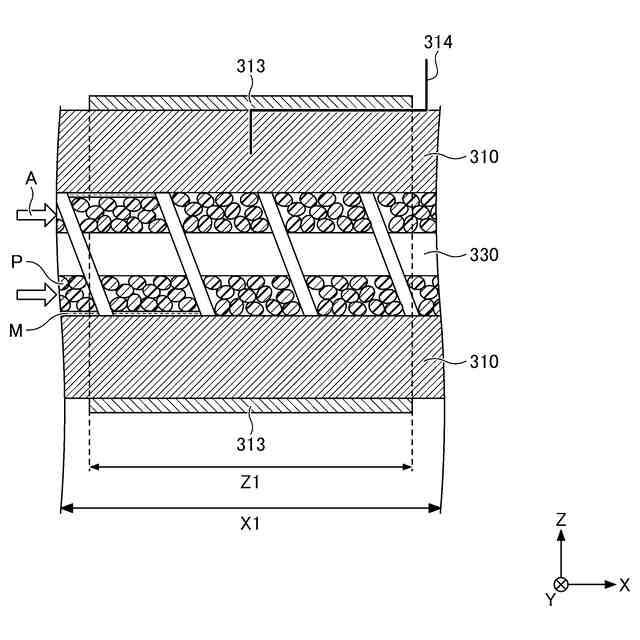
射出成形機は、シリンダと、シリンダを加熱する加熱器と、シリンダの内部に設けられるスクリュと、スクリュの外周に形成される螺旋状の溝と、を備える。射出成形機は、計量工程と射出工程を行う。計量工程では、スクリュを設定回転速度で回転させ、螺旋状の溝に沿って成形材料を後方から前方に送る。成形材料は、後方から前方に移動しながら、徐々に溶融する。液状の成形材料がスクリュの前方に送られシリンダの前部に蓄積されるにつれ、スクリュが後退させられる。計量工程では、スクリュの急激な後退を制限すべく、スクリュに対して設定背圧を加えてよい。スクリュが計量完了位置まで後退し、スクリュの前方に所定量の成形材料が蓄積されると、計量工程が完了する。
【0003】
射出工程では、スクリュを設定移動速度で前進させ、スクリュの前方に蓄積された液状の成形材料をシリンダから金型装置に射出する。射出成形機は、液状の成形材料を金型装置の内部のキャビティ空間に充填する。充填した成形材料を固化させることで、成形品を得ることができる。成形品の形状及び寸法は、キャビティ空間の形状及び寸法に等しい。
【0004】
特許文献1に記載のスクリュは、後端から前端にかけて圧縮部と計量部とを有する。圧縮部の溝深さは滑らかに変化する。計量部の溝深さは一定である。圧縮部の最後端の溝深さと計量部の溝深さとの比が1.4~2.0である。
【先行技術文献】
【特許文献】
【0005】
特開2005-131854号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
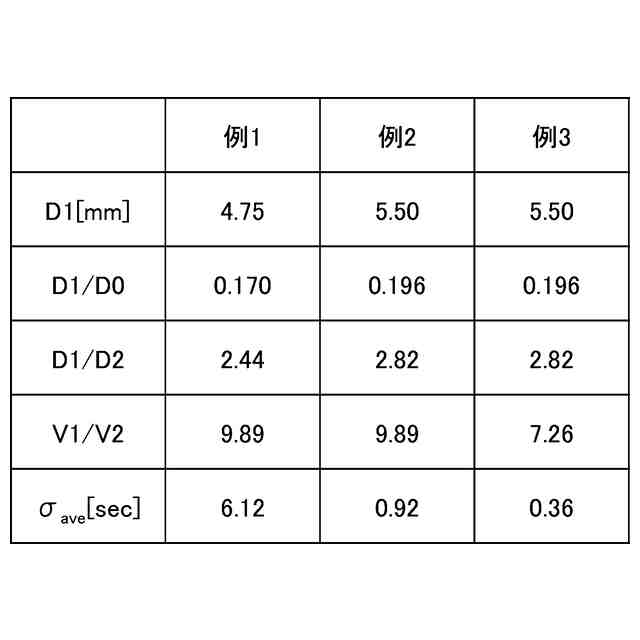
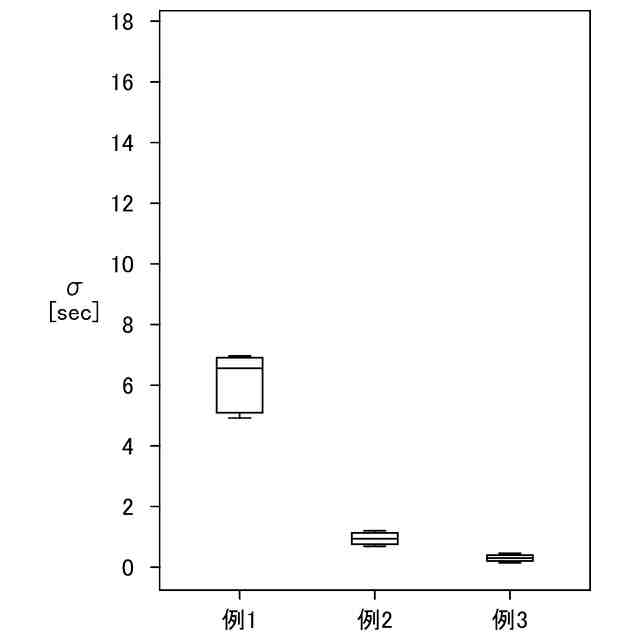
以下、計量工程の時間を、計量時間と称する。計量時間のバラツキは、シリンダの内部においてスクリュの前方に蓄積される液状の成形材料の温度、粘度および密度の少なくとも1つのバラツキを表す。これらのバラツキは、成形品の品質のバラツキにつながる。
【0007】
計量時間のバラツキは、成形材料として結晶性樹脂を使用する場合に顕著である。結晶性樹脂は、非結晶性樹脂とは異なり、融点を有する。結晶性樹脂の粘度は、融点を境に急激に変化する。それゆえ、結晶性樹脂は、計量時間のバラツキが大きくなりやすい。結晶性樹脂の中でも、LCP樹脂(液晶ポリマー)は、温度が融点に達すると粘度が低く、計量時間のバラツキが大きくなりやすい。
【0008】
本発明の一態様は、計量時間のバラツキを低減することができる、技術を提供する。
【課題を解決するための手段】
【0009】
本発明の一態様に係る射出成形機は、成形材料の供給口を有するシリンダと、前記シリンダを加熱する加熱器と、前記シリンダの内部に設けられるスクリュと、前記スクリュの外周に形成される螺旋状の溝と、を備え、前記スクリュを回転させることで前記溝に沿って前記成形材料を後方から前方に送る。前記スクリュは、前記供給口から前方に向けて、前記溝の深さが一定である供給部と、前記供給部の前端から前方に向かうほど前記溝の深さが浅くなる圧縮部と、をこの順番で有する。前記スクリュの直径をD0とし、前記圧縮部の後端における前記溝の深さをD1とし、前記圧縮部の前端における前記溝の深さをD2とすると、(1)D1/D0が0.140以上0.260以下であって、且つ(2)D1/D2が2.50以上3.80以下である。前記スクリュが前進限位置にある時に、前記圧縮部の後端が、前記供給口よりも前方の前記加熱器のうち最後方の前記加熱器の後端と同じ位置にあるか又は前方の位置にある。前記スクリュが前進限位置にある時に前記最後方の前記加熱器の後端から前記圧縮部の後端までの前記溝の容積をV1とし、前記スクリュが前記前進限位置にある時に前記最後方の前記加熱器の後端で、前記供給部の1ピッチ分の前記溝の容積をV2とすると、(3)V1/V2が0.00以上12.50未満である。
【発明の効果】
【0010】
本発明の一態様によれば、計量時間のバラツキを低減することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
6か月前
東レ株式会社
フィルムの製造方法
5日前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
9か月前
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
株式会社カワタ
計量混合装置
1か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社FTS
成形装置
6か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
1か月前
株式会社リコー
画像形成システム
7か月前
株式会社コスメック
射出成形装置
1か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
4か月前
日東工業株式会社
インサート成形機
7か月前
個人
ノズルおよび熱風溶接機
6か月前
トヨタ自動車株式会社
真空成形装置
2か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
株式会社カネカ
再生アクリル樹脂の製造方法
8か月前
東レ株式会社
ペレット製造時の制御システム
4か月前
株式会社日本製鋼所
射出成形機
7か月前
中川産業株式会社
防火板材の製造方法
7か月前
トヨタ自動車株式会社
電池の製造方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































