TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024169875
公報種別
公開特許公報(A)
公開日
2024-12-06
出願番号
2023086698
出願日
2023-05-26
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20241129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ベッドと射出装置とを接続しているホースの劣化を防止する射出成形機を提供する。
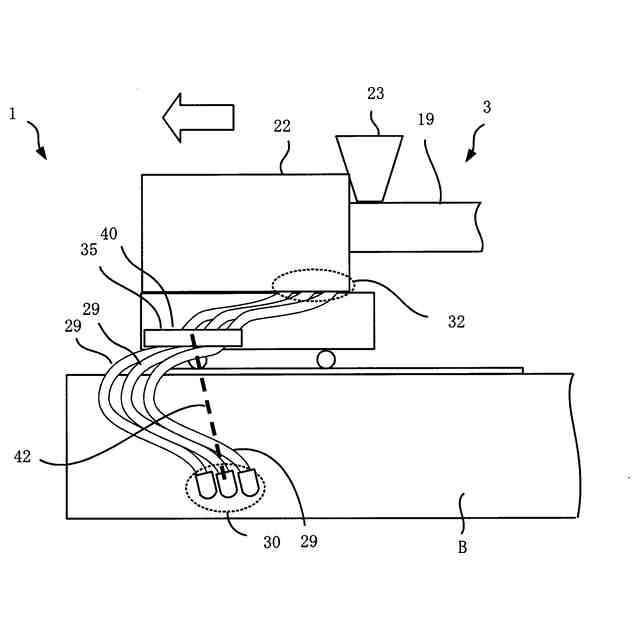
【解決手段】ベッド(B)と射出装置(3)の間には1本または複数本のホース(29)が設けられ、配線と配管の少なくとも一方が収納されている。ホース(29)はベッド側開口部(30)から射出装置側開口部(32)まで露出しており、露出した区間において射出装置(3)のスライドを許容するための所定長さの弛みが確保されている。射出装置(3)において、射出装置側開口部(32)より下方にホース支持部材(35)を設ける。ホース(29)の露出した区間の一部をホース支持部材(35)によって支持する。
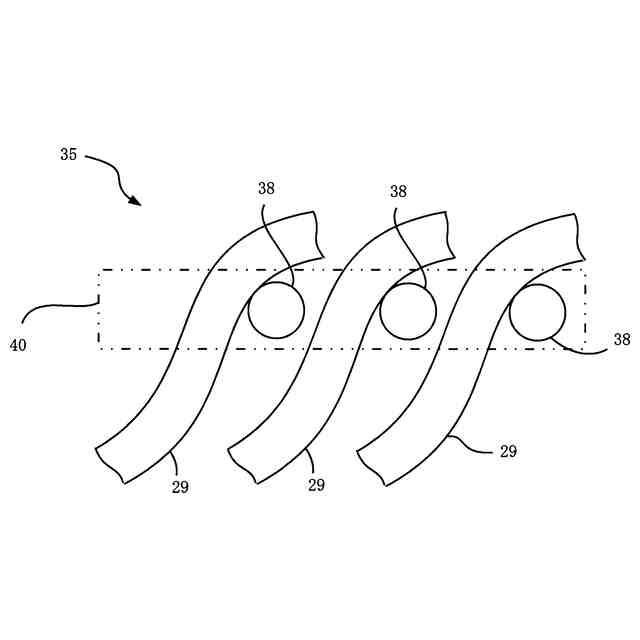
【選択図】図5A
特許請求の範囲
【請求項1】
ベッド上に設けられている型締装置と、
前記ベッド上に設けられて前記型締装置方向である前方とその反対側である後方とにスライド自在になっている射出装置と、を備え、
前記ベッドと前記射出装置は、1本または複数本のホースで互いに接続され、該ホースに配線と配管の少なくとも一方が収納されており、
前記ホースは前記ベッドの側方のベッド側開口部から前記射出装置の側方の射出装置側開口部まで露出しており、露出した区間において前記射出装置のスライドを許容するための所定長さの弛みが確保されており、
前記射出装置には、前記射出装置側開口部より下方においてホース支持部材が固定され、前記ホースの露出した区間の一部が前記ホース支持部材によって支持されている、射出成形機。
続きを表示(約 500 文字)
【請求項2】
前記ホース支持部材は、前記射出装置側開口部より後方寄りに設けられている、請求項1に記載の射出成形機。
【請求項3】
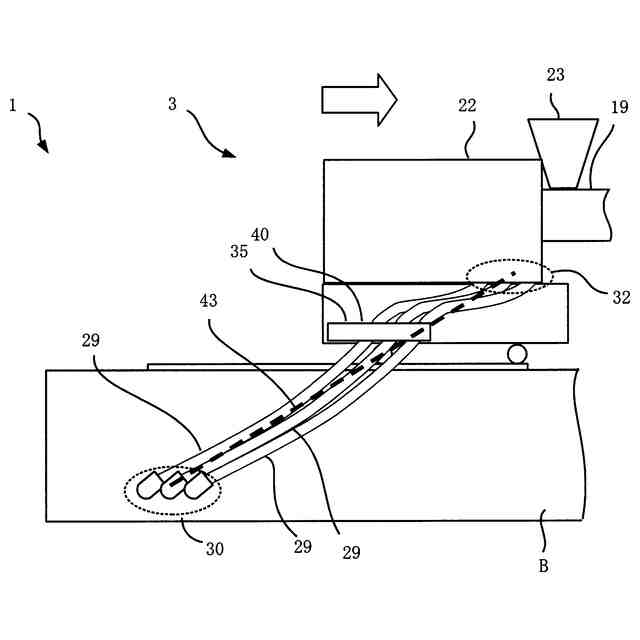
前記射出装置を最前方にスライドさせたとき、前記射出装置側開口部と前記ホース支持部材と前記ベッド側開口部は実質的に直線上に配置されるようになっている、請求項1または2に記載の射出成形機。
【請求項4】
前記ホース支持部材は前記ホースと接する部分が湾曲している、請求項1または2に記載の射出成形機。
【請求項5】
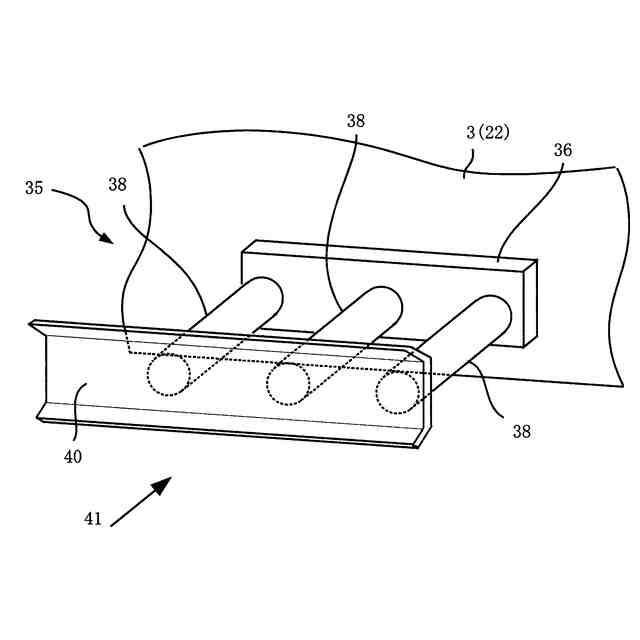
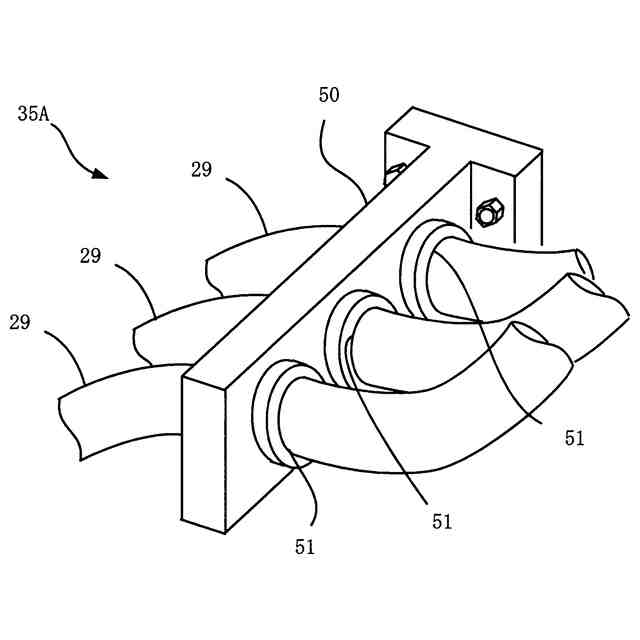
前記ホース支持部材は所定の間隔で水平に設けられている複数本の円柱状のバーを備え、前記ホースは複数本の前記バーの間に入れられている、請求項1または2に記載の射出成形機。
【請求項6】
複数本の前記バーは、前記バー同士の先端が水平な1本の押さえ部材によって接続され、前記ホースは前記押さえ部材によって押さえられ外れが防止されている、請求項5に記載の射出成形機。
【請求項7】
前記ホース支持部材は前記ホースを引っ掛けるフックを備えている、請求項1または2に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
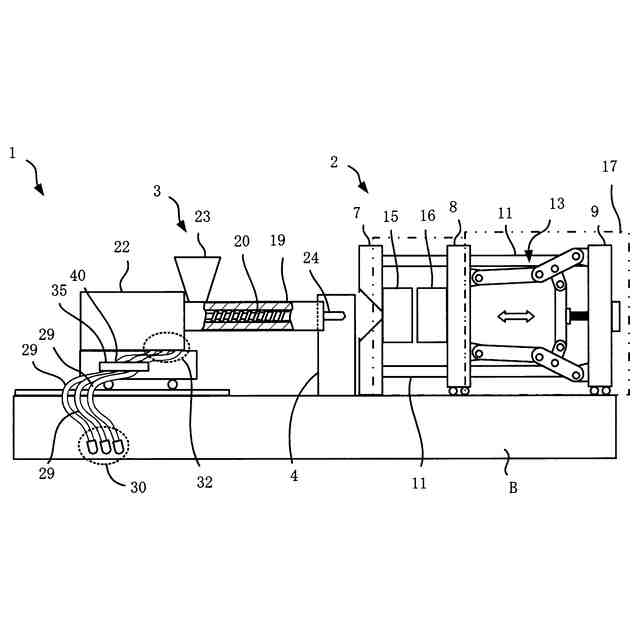
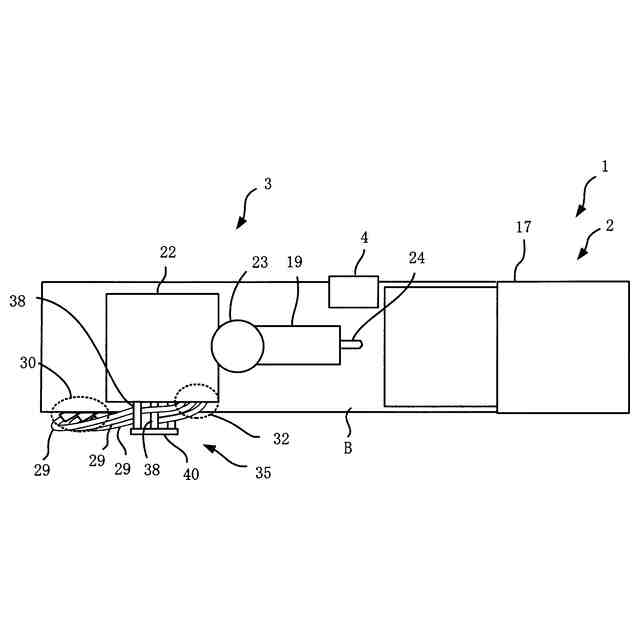
本発明は、ベッド上に設けられている型締装置と、同様にベッド上に設けられている射出装置とを備え、射出装置が型締装置方向である前方と、その反対方向である後方とにベッド上をスライド自在になっている射出成形機に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
射出成形機は金型を型締めする型締装置、射出材料を溶融して金型に射出する射出装置等を備えている。いわゆる横型の射出成形機は、例えば特許文献1に記載されているように、ベッド上に設けられている型締装置と、ベッド上において型締装置の側方に設けられている射出装置と、を備えている。射出装置はベッド上においてスライド自在に設けられ、型締装置方向つまり前方にスライドすると射出装置の射出ノズルが型締装置に設けられている金型にタッチする。その反対方向つまり後方にスライドすると、射出ノズルが金型から離間する。射出装置を旋回させる等して、射出装置をメンテナンスすることができる。
【先行技術文献】
【特許文献】
【0003】
特開2022-162595号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
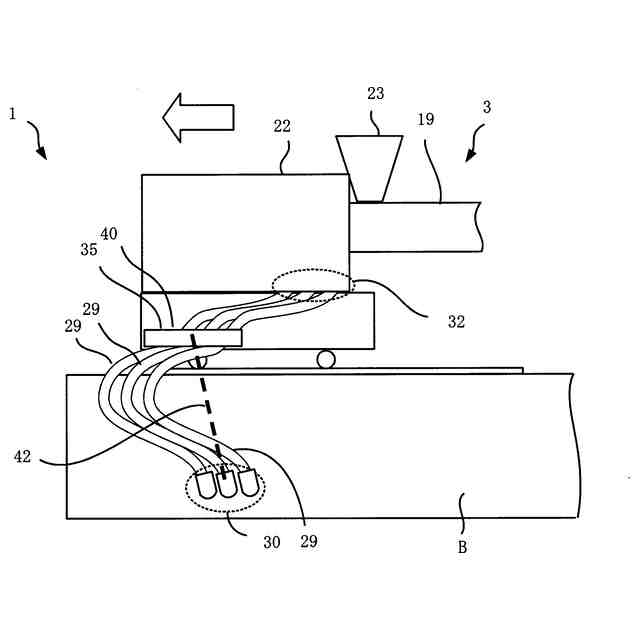
射出成形機の制御盤はベッド内に入れられており、制御盤と射出装置は配線によって接続されている。配線は1本または複数本のホースに入れられており、ホースはベッドの側方の所定の位置から露出し、射出装置の側方から射出装置内に挿入されている。つまりホースは射出成形機の側方において露出している。ホースはこの露出した区間において弛みが確保されている。このようなホースの弛みは、射出装置のベッド上におけるスライドを許容するためのものである。なお、ホースには配線の代わりに配管が収納されている場合もあるし、もしくは配線と配管の両方が収納されている場合もある。
【0005】
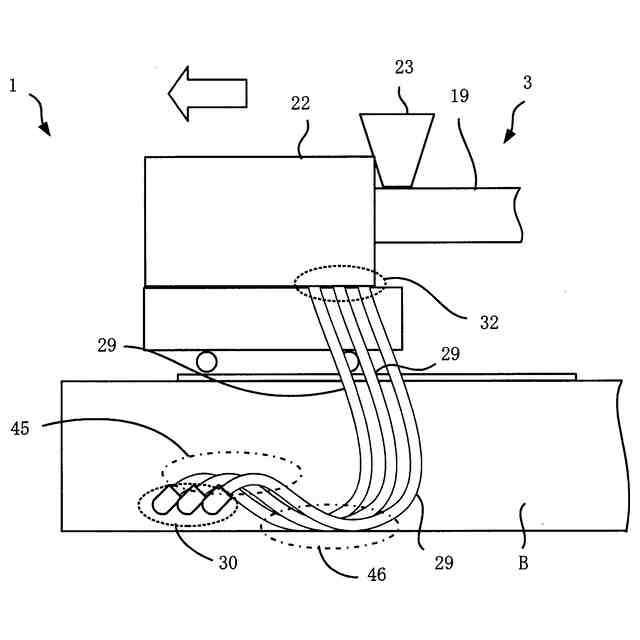
ホースは、その露出した区間において射出装置のスライドを許容するのに必要な弛みが確保されているが、弛みがあることによってホースの自重によりホースが大きな曲率で湾曲してしまいホースや内部に収納されている配線などが劣化し易いという問題がある。特に、射出装置のスライド長さが長い機種の場合、ホースの弛みを大きく確保する必要があり、この問題の影響が大きい。
【0006】
本開示において、ベッドと射出装置とを接続しているホースの劣化を防止する射出成形機を提供する。
【0007】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
射出成形機は、ベッド上に設けられている型締装置と、ベッド上に設けられて型締装置方向である前方とその反対側である後方とにスライド自在になっている射出装置とを備えている。ベッドと射出装置は、1本または複数本のホースで互いに接続され、該ホースに配線と配管の少なくとも一方が収納されている。ホースはベッドの側方のベッド側開口部から射出装置の側方の射出装置側開口部まで露出しており、露出した区間において射出装置のスライドを許容するための所定長さの弛みが確保されている。本開示は、射出装置において、射出装置側開口部より下方にホース支持部材を設ける。ホースの露出した区間の一部をホース支持部材によって支持するように構成する。
【発明の効果】
【0009】
本開示は、ベッドと射出装置とを接続しているホースの劣化を防止することができる。
【図面の簡単な説明】
【0010】
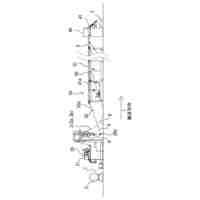
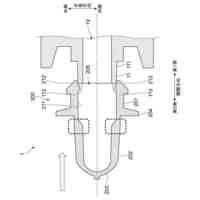
本実施の形態に係る射出成形機を示す背面図である。
本実施の形態に係る射出成形機の上面図である。
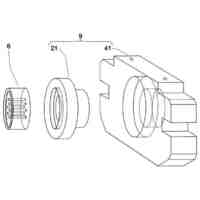
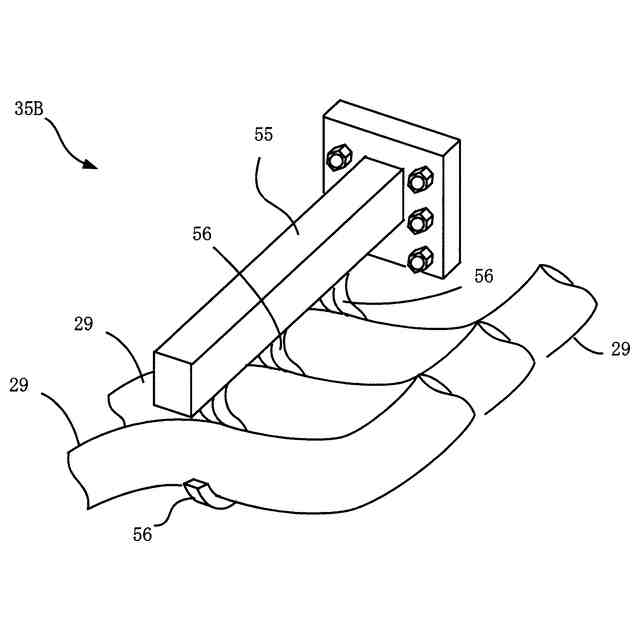
本実施の形態に係るホース支持部材の斜視図である。
本実施の形態に係るホース支持部材と、ホースの一部を示す正面図である。
本実施の形態に係る射出成形機の一部を示す背面図である。
本実施の形態に係る射出成形機の一部を示す背面図である。
比較例に係る射出成形機の一部を示す背面図である。
本実施の形態の第1の変形例に係るホース支持部材の斜視図である。
本実施の形態の第2の変形例に係るホース支持部材の斜視図である。
本実施の形態の第3の変形例に係るホース支持部材とホースの一部を示す正面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
豊田鉄工株式会社
金型
22日前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
1か月前
東レ株式会社
フィルムの製造方法。
1か月前
株式会社カワタ
計量混合装置
3か月前
日機装株式会社
加圧システム
4か月前
東レ株式会社
樹脂フィルムの製造方法
3か月前
トヨタ自動車株式会社
射出装置
5か月前
株式会社漆原
シートの成形方法
2か月前
東レ株式会社
炭素繊維シートの製造方法
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
2か月前
株式会社コスメック
射出成形装置
2か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
4か月前
東レ株式会社
繊維強化プラスチック構造体
3日前
日産自動車株式会社
成形装置
1か月前
トヨタ自動車株式会社
真空成形装置
3か月前
三和合板株式会社
化粧板の製造装置
4日前
帝人株式会社
複数の孔を有する成形品
4か月前
シチズンファインデバイス株式会社
接合装置
2か月前
株式会社ミヤコシ
解反機
3か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
2日前
東レ株式会社
半導体モールド用離型フィルム
3か月前
東レ株式会社
繊維強化樹脂成形品の製造方法
2日前
株式会社日本製鋼所
射出成形機
28日前
タカハタプレシジョン株式会社
監視装置
1か月前
株式会社タハラ
中空成形機
2か月前
東レ株式会社
ポリエステルフィルムの製造方法
4か月前
大和ハウス工業株式会社
造形装置
4か月前
東海興業株式会社
通気部付き樹脂成形品
5か月前
住友重機械工業株式会社
金型装置
1か月前
株式会社ジェイ・オー・エヌ・七二
接合構造体
2か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東京インキ株式会社
ダイスセットおよび押出機
15日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ