TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040743
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147731
出願日
2023-09-12
発明の名称
成形装置及び成形方法
出願人
世紀株式会社
代理人
個人
,
個人
主分類
B29C
45/28 20060101AFI20250317BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂流路からの樹脂材料の漏出を効果的に防止し得る成形装置及びその成形装置を用いた成形方法を提供すること。
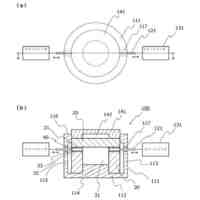
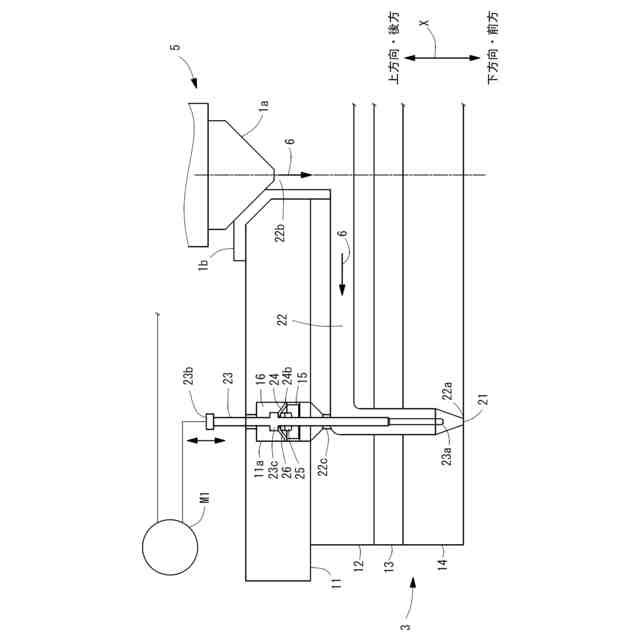
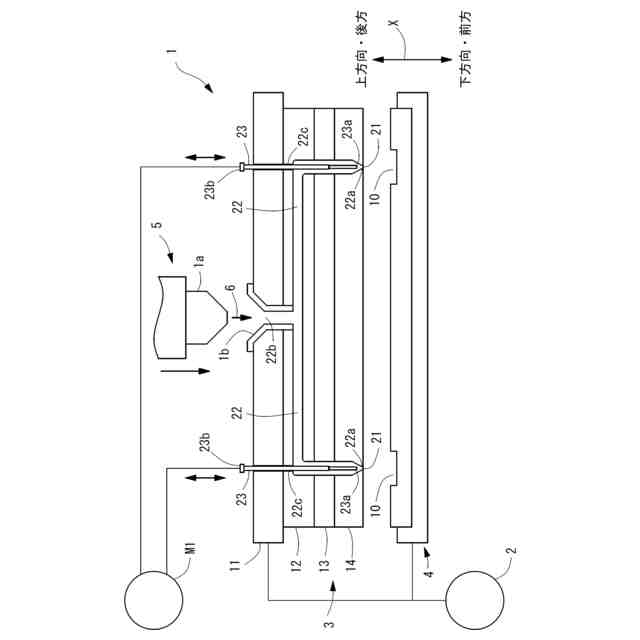
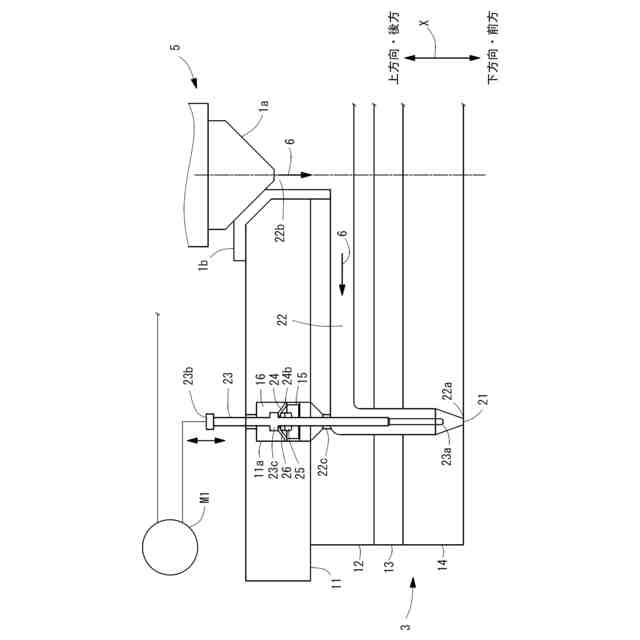
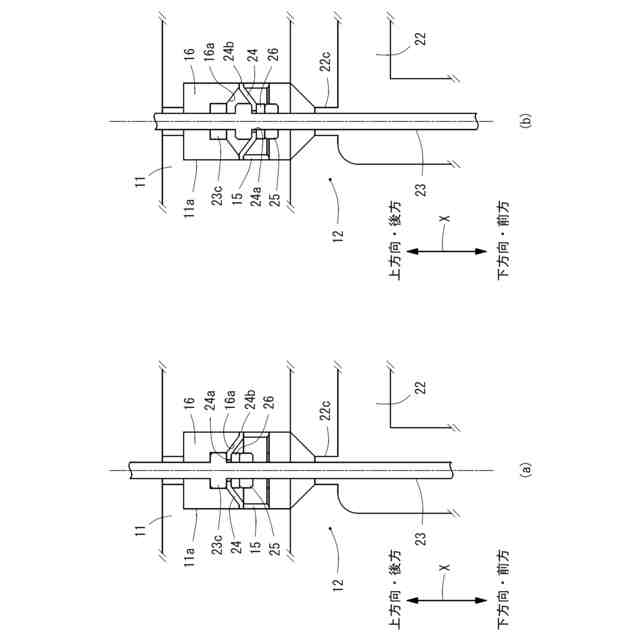
【解決手段】ゲート21と、樹脂流路22と、バルブピン23と、を有する射出成形機1であって、ゲート21は、樹脂流路22の第1端部22a近傍に配置され、樹脂流路22には、バルブピン23を流路の内側と流路の外側とに貫通させる貫通孔22cが形成され、バルブピン23は、前進移動によりゲート21を樹脂流路22の内側から閉鎖する閉鎖状態と、後退移動によりゲート21を開放して樹脂材料6のゲート21からの射出を可能とする開放状態と、を実現し、貫通孔22cの近傍には、貫通孔22cを封止して樹脂流路22の内側と外側とを遮断するダイヤフラム24が配置され、ダイヤフラム24は、その少なくとも一部がバルブピン23に固定されると共に当該バルブピンの前後動に伴い変形可能である。
【選択図】図2
特許請求の範囲
【請求項1】
樹脂材料を金型内部に射出するための射出口と、
前記樹脂材料を前記射出口へと導く流路である樹脂流路と、
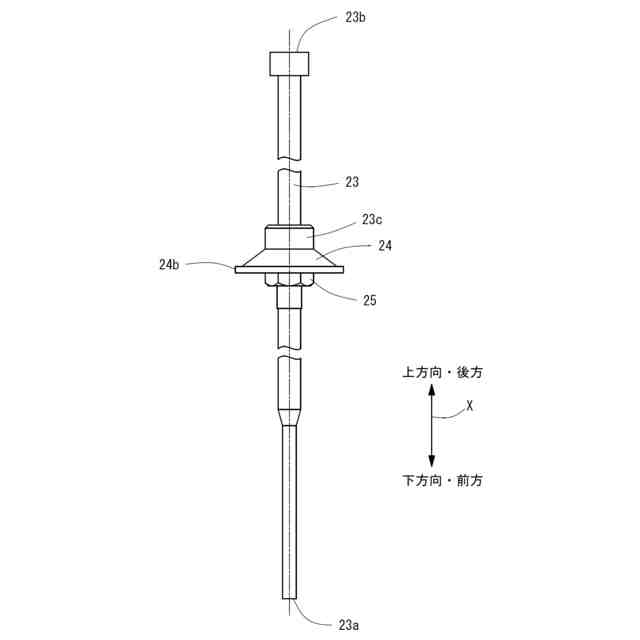
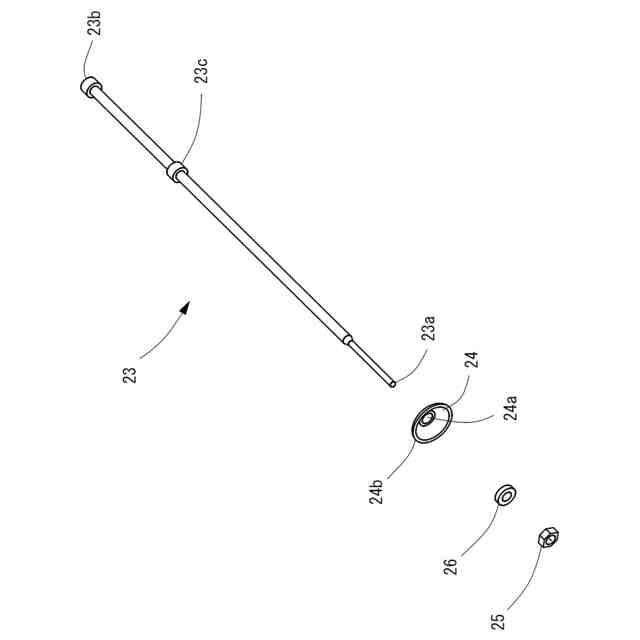
大略軸形状を呈して延び、当該軸の延びる方向に沿って前進移動又は後退移動が可能とされ、かつ、前記樹脂流路の流路途中において、当該樹脂流路の内側と外側とを貫通して配置されるバルブピンと、を有する成形装置であって、
前記射出口は、前記樹脂流路の複数の端部のうち前記金型内部に近い側の第1端部近傍に配置され、
前記樹脂流路には、前記バルブピンを前記流路の内側と前記流路の外側とに貫通させる貫通孔が形成され、
前記バルブピンは、前進移動により前記射出口を前記樹脂流路の内側から閉鎖する閉鎖状態と、後退移動により前記射出口を開放して前記樹脂材料の前記射出口からの射出を可能とする開放状態と、を実現し、
前記貫通孔の近傍には、当該貫通孔を封止して前記樹脂流路の内側と外側とを遮断する封止部材が配置され、
前記封止部材は、その少なくとも一部が前記バルブピンに固定されると共に当該バルブピンの前後動に伴い変形可能である、成形装置。
続きを表示(約 630 文字)
【請求項2】
前記開放状態において、前記封止部材の前記樹脂流路の外側への変形を規制するために前記封止部材を前記樹脂流路の外側から支持する支持部材を更に有する、請求項1に記載の成形装置。
【請求項3】
前記封止部材は、ゴム又はシリコンを含有する弾性材料により形成されるか、又は金属材料により形成される、請求項1に記載の成形装置。
【請求項4】
前記樹脂流路の複数の端部のうち前記金型内部から遠い側の第2端部から前記樹脂材料を前記樹脂流路内に供給する材料供給手段を更に有し、
当該材料供給手段は、前記樹脂流路内の前記樹脂材料に対し正圧を付加し及び負圧を付加することが可能である、請求項1から請求項3のうちいずれか1項に記載の成形装置。
【請求項5】
請求項1から請求項3のうちいずれか1項に記載の成形装置を用いた成形方法であって、
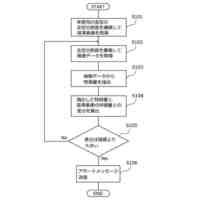
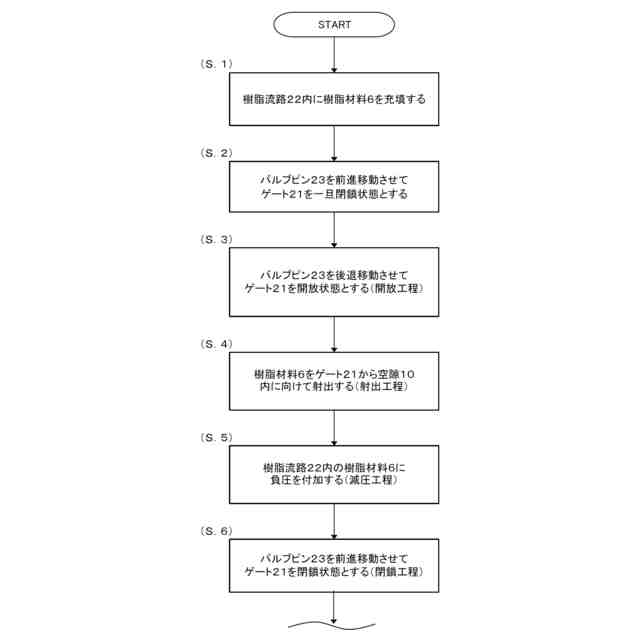
前記閉鎖状態であって前記樹脂流路内に前記樹脂材料が充填されている状態から前記バルブピンを後退移動させて前記開放状態とする開放工程と、
前記開放工程の後に前記樹脂流路内の前記樹脂材料に正圧を付加して前記樹脂材料を前記金型内部に射出する射出工程と、
前記射出工程の後に前記樹脂流路内の前記樹脂材料に負圧を付加する減圧工程と、
前記減圧工程の後に、又は前記減圧工程と共に、前記バルブピンを前進移動させて前記閉鎖状態とする閉鎖工程と、を有する成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形装置及び成形方法に係り、特に樹脂材料を用いたランナーレス成形の成形装置等に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
プラスチックの射出成形技術は、産業の様々な分野で製品や部品の製造手段、造形手段として利用されており、高い精度を要求される分野にまで拡大している。このような射出成形においては、成形機と共に金型が重要な役割を果たしている。
【0003】
近年、省資源化、リサイクル化等、資源をより有効に利用するために、射出成形の分野でも様々な試みがなされている。中でも、ランナー内樹脂を射出可能な粘度に保持するランナーレス方式の成形方法が広く採用されるようになっている。
【0004】
そして、ランナーレス成形では、射出可能な粘度に保持された樹脂が固定金型側の吐出口(ゲート)から固定金型と可動金型とで形成される空隙(金型内部)へと直接注入される。固定金型内では、スプルー流路やランナー流路内において、樹脂射出後においてもスプルーやランナーが温度管理により射出可能な状態となっているため、従来の成形において副次的に生成されていたような固形状のスプルーやランナーは生成されない(例えば、特許文献1)。スプルーやランナーが生成されないランナーレス成形は、省資源、原価低減の観点から有利である。
【先行技術文献】
【特許文献】
【0005】
特開2002-160265号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来のランナーレス成形では、樹脂材料が流動する中空のプローブ(樹脂流路)内にバルブピンが配置され、そのバルブピンの上下動(又は前後動)によりゲート開閉を実現していた。バブルピンは樹脂流路内側からゲートの開閉を実現する。しかしながら、バルブピンを動作させる駆動源は樹脂流路の外側に配置されるため、バルブピンは、樹脂流路の内側と外側とに貫通して配置されることとなる。
【0007】
バルブピンを貫通させるための貫通孔は、樹脂流路の途中に形成される。バルブピンは貫通孔に嵌入した状態で、上下動又は前後動を行う。この貫通孔とバルブピンとの隙間から樹脂材料が樹脂流路の外側に漏れ出してしまうことが課題であった。樹脂流路内へ樹脂材料を導入する際や、樹脂流路から金型内部へ樹脂材料を射出する際には、樹脂流路内に圧力が付加されるため、樹脂材料の漏出が顕著となり、一層の課題であった。
【0008】
本発明は、上記の事情に鑑みてなされたもので、樹脂流路からの樹脂材料の漏出を効果的に防止し得る成形装置及びその成形装置を用いた成形方法を提供することを例示的課題とする。
【課題を解決するための手段】
【0009】
上記の課題を解決するために、本発明の例示的側面としての成形装置は、以下の構成を有する。
【0010】
樹脂材料を金型内部に射出するための射出口と、
前記樹脂材料を前記射出口へと導く流路である樹脂流路と、
大略軸形状を呈して延び、当該軸の延びる方向に沿って前進移動又は後退移動が可能とされ、かつ、前記樹脂流路の流路途中において、当該樹脂流路の内側と外側とを貫通して配置されるバルブピンと、を有する成形装置であって、
前記射出口は、前記樹脂流路の複数の端部のうち前記金型内部に近い側の第1端部近傍に配置され、
前記樹脂流路には、前記バルブピンを前記流路の内側と前記流路の外側とに貫通させる貫通孔が形成され、
前記バルブピンは、前進移動により前記射出口を前記樹脂流路の内側から閉鎖する閉鎖状態と、後退移動により前記射出口を開放して前記樹脂材料の前記射出口からの射出を可能とする開放状態と、を実現し、
前記貫通孔の近傍には、当該貫通孔を封止して前記樹脂流路の内側と外側とを遮断する封止部材が配置され、
前記封止部材は、その少なくとも一部が前記バルブピンに固定されると共に当該バルブピンの前後動に伴い変形可能である、成形装置。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
6日前
東レ株式会社
フィルムの製造方法
今日
個人
樹脂可塑化方法及び装置
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
株式会社FTS
ロッド
5か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
トヨタ自動車株式会社
真空成形装置
2か月前
日産自動車株式会社
成形装置
今日
個人
ノズルおよび熱風溶接機
6か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
帝人株式会社
複数の孔を有する成形品
2か月前
株式会社ミヤコシ
解反機
1か月前
東レ株式会社
ペレット製造時の制御システム
4か月前
株式会社コスメック
磁気クランプ装置
6か月前
東レ株式会社
半導体モールド用離型フィルム
1か月前
株式会社コスメック
磁気クランプ装置
4か月前
シチズンファインデバイス株式会社
接合装置
1か月前
住友重機械工業株式会社
金型装置
5か月前
東海興業株式会社
通気部付き樹脂成形品
4か月前
株式会社タハラ
中空成形機
1か月前
タカハタプレシジョン株式会社
監視装置
7日前
大和ハウス工業株式会社
造形装置
3か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
5か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ