TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018528
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023122310
出願日
2023-07-27
発明の名称
ゴルフクラブシャフトの製造方法
出願人
東レ株式会社
代理人
主分類
B29C
70/44 20060101AFI20250130BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
FRP製のゴルフクラブシャフトを成形するに際し、ラッピングテープのような使い捨ての副資材が不要な成形方法を提供する
【解決手段】
外型のキャビティ内に、芯棒に巻回した熱硬化性プリプレグを含む管状基材を、該管状基材と前記キャビティの内壁との間に熱膨張性部材を介在させて配置し、その状態で前記キャビティ内を昇温することによって、膨張した前記熱膨張性部材により前記管状基材を圧迫しつつ前記熱硬化性プリプレグを硬化して成形する、ゴルフクラブシャフトの製造方法。
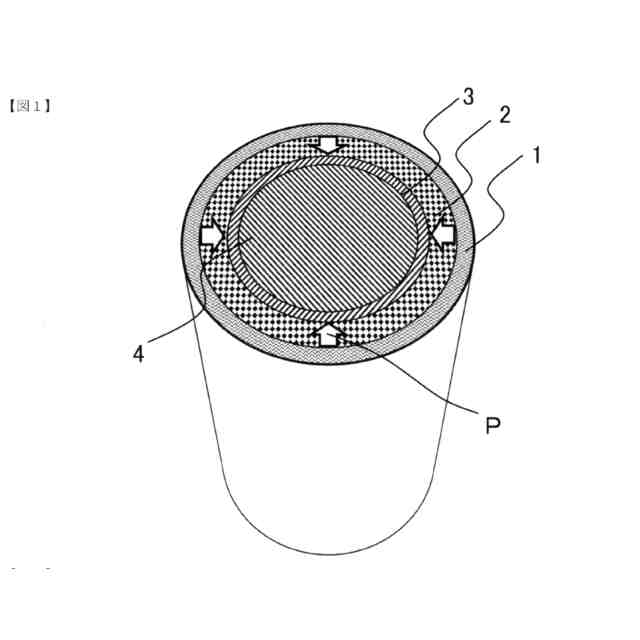
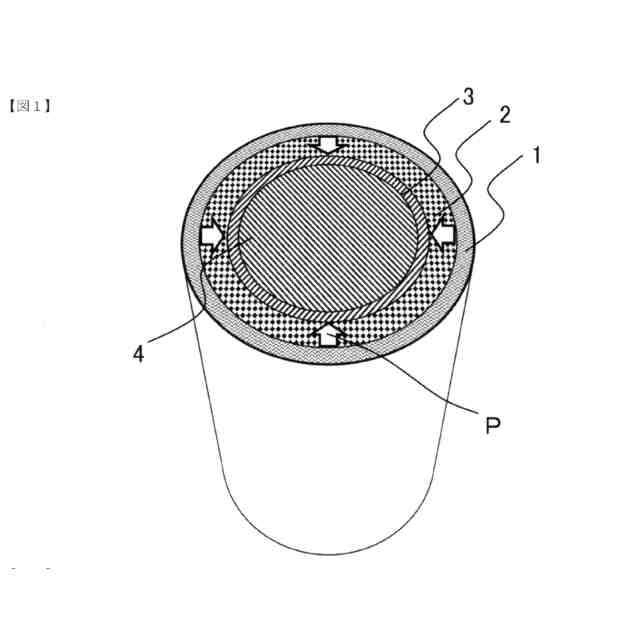
【選択図】図1
特許請求の範囲
【請求項1】
外型のキャビティ内に、芯棒に巻回した熱硬化性プリプレグを含む管状基材を、該管状基材と前記キャビティの内壁との間に熱膨張性部材を介在させて配置し、その状態で前記キャビティ内を昇温することによって、膨張した前記熱膨張性部材により前記管状基材を圧迫しつつ前記熱硬化性プリプレグを硬化して成形する、ゴルフクラブシャフトの製造方法。
続きを表示(約 870 文字)
【請求項2】
前記熱膨張性部材が、全体として略円筒状の部材である、請求項1に記載のゴルフクラブシャフトの製造方法。
【請求項3】
前記熱膨張性部材が、2つ以上に分割可能に構成されるとともに、長手方向に垂直な断面が全体として略環状をなす、請求項2に記載のゴルフクラブシャフトの製造方法。
【請求項4】
前記熱膨張性部材が、略長手方向に延在するスリットを有するとともに、長手方向に垂直な断面が全体として略環状をなす、請求項2に記載のゴルフクラブシャフトの製造方法。
【請求項5】
前記スリットが前記熱膨張性部材の長手方向の一部のみに形成されている、請求項4に記載のゴルフクラブシャフトの製造方法。
【請求項6】
前記管状基材の外周に前記熱膨張性部材を固定し、その後前記キャビティ内に挿入することにより、該熱硬化性プリプレグと前記キャビティの内壁との間に熱膨張性部材を介在させて配置する、請求項1に記載のゴルフクラブシャフトの製造方法。
【請求項7】
前記キャビティの内壁に前記熱膨張性部材を固定し、その後前記管状基材を前記キャビティ内に挿入することにより、前記管状基材と前記キャビティの内壁との間に熱膨張性部材を介在させて配置する、請求項1に記載のゴルフクラブシャフトの製造方法。
【請求項8】
さらに、前記キャビティ内を降温させ、前記熱膨張性部材による前記管状基材の圧迫を解除した状態で脱型する、請求項1~7のいずれかに記載のゴルフクラブシャフトの製造方法。
【請求項9】
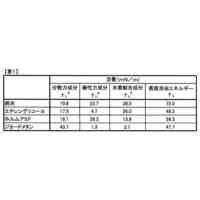
前記熱膨張性部材の線膨張係数が1×10
-4
/℃以上である、請求項1~7のいずれかに記載のゴルフクラブシャフトの製造方法。
【請求項10】
前記熱膨張性部材の厚みが、前記管状基材の厚みに対して1~100倍の範囲にある、請求項1~7のいずれかに記載のゴルフクラブシャフトの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ゴルフクラブシャフトの製造方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
繊維強化プラスチック(以下、FRPと略称することがある)製のゴルフクラブシャフトの製造方法としては、従来、略円柱状の芯棒の外周面上に熱硬化性樹脂と強化繊維を含むプリプレグを巻き付け、その上に耐熱性の高いラッピングテープを巻き付け、そのアッセンブリをオーブンで加熱して、熱硬化性樹脂を硬化させて管状の成形体を成形し、その後にテープを除去する方法が知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特許第3508429号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、ラッピングテープは使い捨てにならざるを得ないため、コストや環境負荷が大きいという問題があり、ラッピングテープ使用の抑制という課題があった。また、ラッピングテープを用いた成形方法においては、ラッピングテープの巻き付けや除去に手間がかかるという問題があり、プロセスの自動化という課題もあった。
【0005】
本発明は、FRP製のゴルフクラブシャフトを成形するに際し、ラッピングテープのような使い捨ての副資材が不要な成形方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下のような構成を有する。
(1)外型のキャビティ内に、芯棒に巻回した熱硬化性プリプレグを含む管状基材を、該管状基材と前記キャビティの内壁との間に熱膨張性部材を介在させて配置し、その状態で前記キャビティ内を昇温することによって、膨張した前記熱膨張性部材により前記管状基材を圧迫しつつ前記熱硬化性プリプレグを硬化して成形する、ゴルフクラブシャフトの製造方法。
(2)前記熱膨張性部材が、全体として略円筒状の部材である、(1)に記載のゴルフクラブシャフトの製造方法。
(3)前記熱膨張性部材が、2つ以上に分割可能に構成されるとともに、長手方向に垂直な断面が全体として略環状をなす、(2)に記載のゴルフクラブシャフトの製造方法。
(4)前記熱膨張性部材が、略長手方向に延在するスリットを有するとともに、長手方向に垂直な断面が全体として略環状をなす、(2)に記載のゴルフクラブシャフトの製造方法。
(5)前記スリットが前記熱膨張性部材の長手方向の一部のみに形成されている、(4)に記載のゴルフクラブシャフトの製造方法。
(6)前記管状基材の外周に前記熱膨張性部材を固定し、その後前記キャビティ内に挿入することにより、該熱硬化性プリプレグと前記キャビティの内壁との間に熱膨張性部材を介在させて配置する、(1)に記載のゴルフクラブシャフトの製造方法。
(7)前記キャビティの内壁に前記熱膨張性部材を固定し、その後前記管状基材を前記キャビティ内に挿入することにより、前記管状基材と前記キャビティの内壁との間に熱膨張性部材を介在させて配置する、(1)に記載のゴルフクラブシャフトの製造方法。
(8)さらに、前記キャビティ内を降温させ、前記熱膨張性部材による前記管状基材の圧迫を解除した状態で脱型する、(1)~(7)のいずれかに記載のゴルフクラブシャフトの製造方法。
(9)前記熱膨張性部材の線膨張係数が1×10
-4
/℃以上である、(1)~(8)のいずれかに記載のゴルフクラブシャフトの製造方法。
(10)前記熱膨張性部材の厚みが、前記管状基材の厚みに対して1~100倍の範囲にある、(1)~(9)のいずれかに記載のゴルフクラブシャフトの製造方法。
(11)前記熱膨張性部材により前記熱硬化性プリプレグを圧迫する際に前記管状基材に印加される圧力が0.1MPa以上10MPa以下である、(1)~(10)のいずれかに記載のゴルフクラブシャフトの製造方法。
(12)前記熱膨張性部材の材質がシリコンゴムまたはフッ素ゴムである、(1)~(11)のいずれかに記載のゴルフクラブシャフトの製造方法。
(13)複数回の成形において前記熱膨張性部材を交換せずに繰り返し使用する、(1)~(12)のいずれかに記載のゴルフクラブシャフトの製造方法。
(14)使い捨ての副資材を使用しない、(1)~(13)のいずれかに記載のゴルフクラブシャフトの製造方法。
(15)前記成形後にゴルフクラブシャフトの表面研磨を行わない、(1)~(14)のいずれかに記載のゴルフクラブシャフトの製造方法。
【発明の効果】
【0007】
本発明に係るゴルフクラブシャフトの成形方法により、成形過程における使い捨ての副資材が不要となる。
【図面の簡単な説明】
【0008】
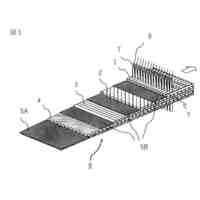
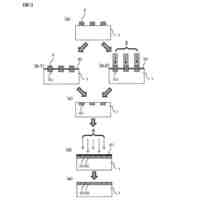
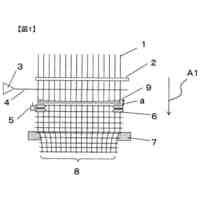
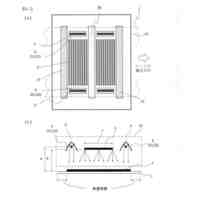
本発明の一実施態様に係るゴルフクラブシャフトの成形方法を示す概略斜視図である。
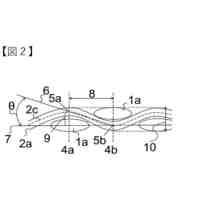
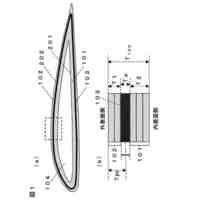
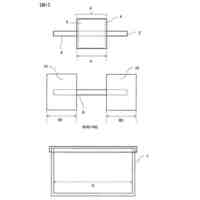
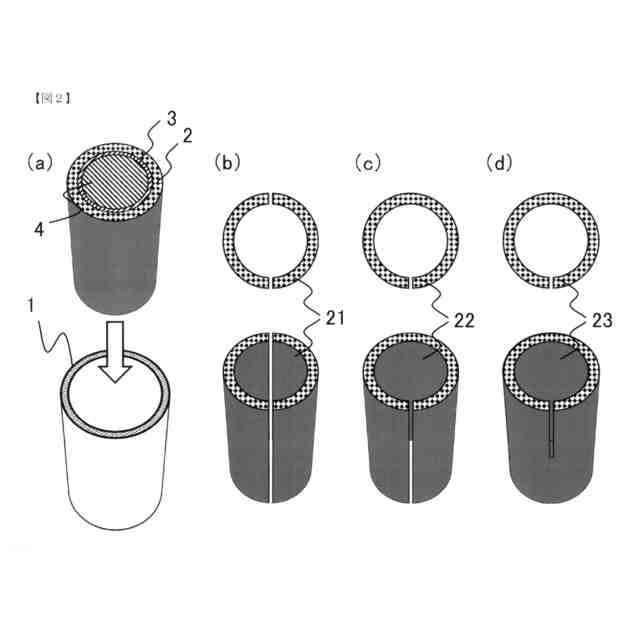
本発明の一実施態様に係る熱膨張性部材を示す概略斜視図において、それぞれ、(a)分割やスリットを有しない熱膨張性部材を示す概略斜視図、(b)分割可能に構成された熱膨張性部材を示す概略斜視図、(c)略長手方向に延在するスリットを有する熱膨張性部材を示す概略斜視図、(d)略長手方向に延在するスリットが長手方向の一部のみに形成されている熱膨張性部材を示す概略斜視図、である。
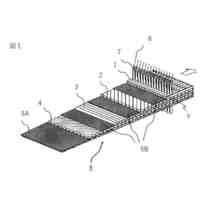
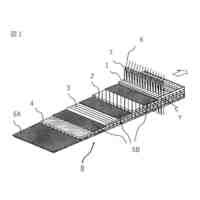
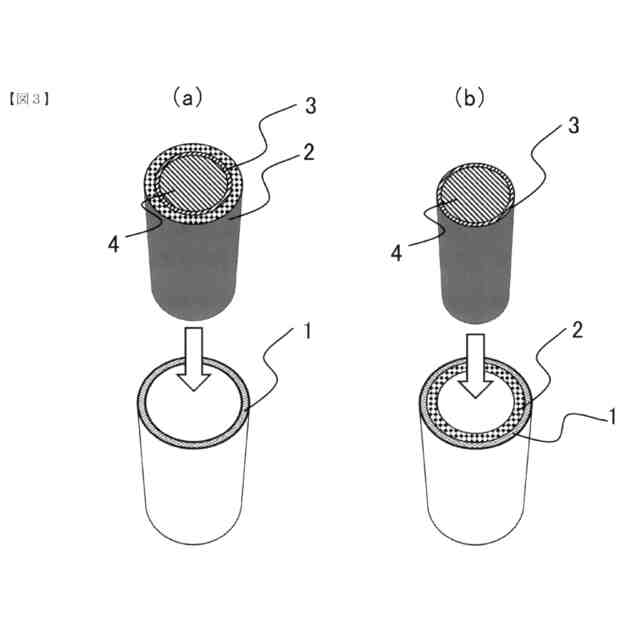
本発明の一実施態様に係るゴルフクラブシャフトの成形方法を示す概略斜視図において、それぞれ、(a)熱硬化性プリプレグを含む管状基材3の外周に熱膨張性部材2を固定した後、外型1のキャビティ内に挿入する様子を示す概略斜視図、(b)外型1の内周に熱膨張性部材2を固定した後、熱硬化性プリプレグを含む管状基材3をキャビティ内に挿入する様子を示す概略斜視図、である。
【発明を実施するための形態】
【0009】
以下に、本発明の実施の形態について、図面を参照しながら説明する。
【0010】
図1は、本発明のゴルフクラブシャフトの成形方法を説明するための模式図である。外型1は、全体として円筒形状をなす型であり、長手方向に垂直な断面が円形状のキャビティ、すなわち略円柱形状をなすキャビティを有している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
編地
2日前
東レ株式会社
織編物
1か月前
東レ株式会社
積層体
1か月前
東レ株式会社
濾過方法
2か月前
東レ株式会社
複合半透膜
1か月前
東レ株式会社
中空回転翼
8日前
東レ株式会社
炭素繊維織物
1か月前
東レ株式会社
強化繊維基材
1か月前
東レ株式会社
強化繊維基材
1か月前
東レ株式会社
衝撃吸収部材
22日前
東レ株式会社
CPUソケット
2か月前
東レ株式会社
プロペラブレード
8日前
東レ株式会社
プロペラブレード
8日前
東レ株式会社
プロペラブレード
8日前
東レ株式会社
ポリエステル短繊維
25日前
東レ株式会社
炭素繊維パッケージ
15日前
東レ株式会社
太陽電池の製造方法
24日前
東レ株式会社
フィルムの製造方法
1日前
東レ株式会社
浄水器用カートリッジ
1か月前
東レ株式会社
圧電性材料の製造方法
2日前
東レ株式会社
車両用衝撃吸収構造体
1か月前
東レ株式会社
ポリエステルフィルム
1日前
東レ株式会社
濾過方法および濾過装置
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
東レ株式会社
織物および織物の製造方法
1か月前
東レ株式会社
塗膜付きシートの加熱装置
1か月前
東レ株式会社
シート状巻物製品の梱包体
1日前
東レ株式会社
強化繊維基材とその製造方法
1か月前
東レ株式会社
編物、繊維製品および詰め物
15日前
東レ株式会社
半導体モールド用離型フィルム
1か月前
東レ株式会社
転写体、機能性素子の製造方法
10日前
東レ株式会社
ポリプロピレン系樹脂フィルム
1か月前
東レ株式会社
二軸配向ポリプロピレンフィルム
1か月前
東レ株式会社
不織布およびエアフィルター濾材
24日前
東レ株式会社
偏光板成型用ポリエステルフィルム
23日前
東レ株式会社
織編物、衣類及び織編物の製造方法
24日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ