TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007257
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023108534
出願日
2023-06-30
発明の名称
金型装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/37 20060101AFI20250109BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形品を精度よく成形することができる金型装置を提供する。
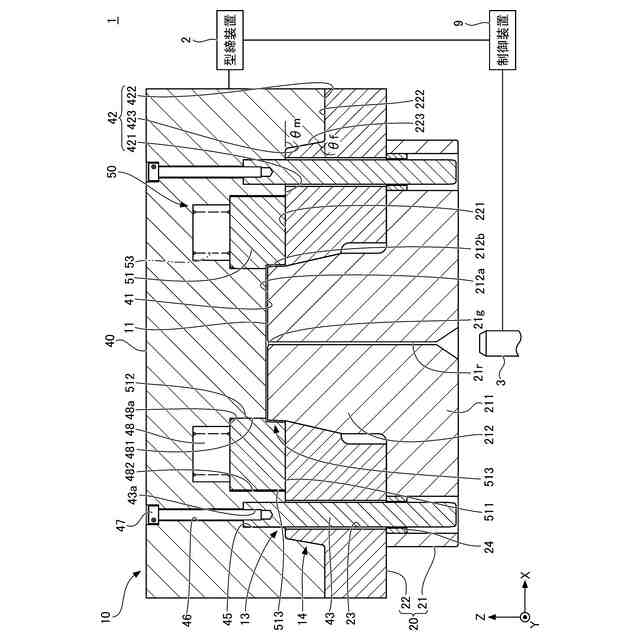
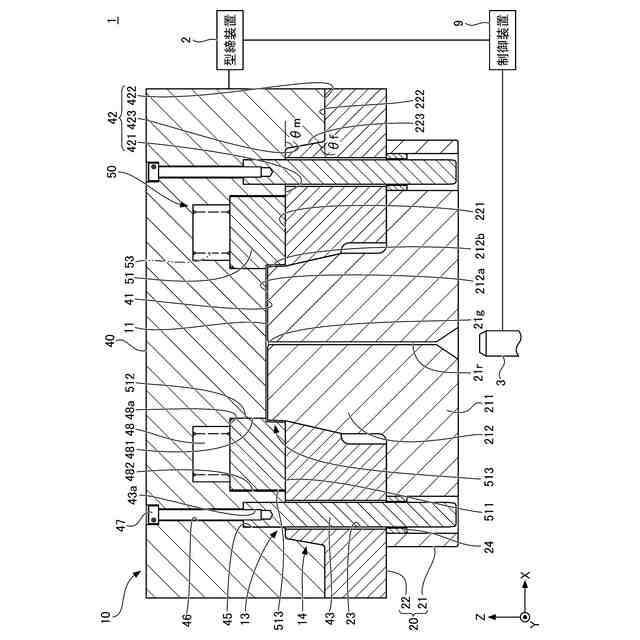
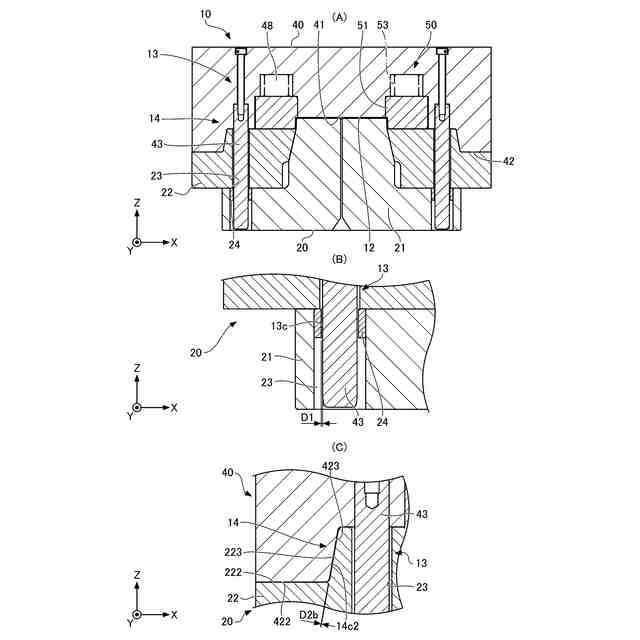
【解決手段】金型装置10は、固定金型20と可動金型40の間に成形材料が充填されるキャビティ11を有する。金型装置10は、成形材料を充填する充填工程の前に、固定金型20と可動金型40とを位置決めする第1位置決め機構13と、成形材料を圧縮する圧縮工程において固定金型20と可動金型40を位置決めする第2位置決め機構14と、を備える。固定金型20および可動金型40のうち一方の金型に設けられるリング部材51は、キャビティ11の一部を構成する壁面516を有し、かつキャビティ11の流動末端に向かう成形材料の流動方向に対して平行な方向で前記可動金型に対して移動する。
【選択図】図1
特許請求の範囲
【請求項1】
固定金型と、前記固定金型に対して相対的に進退する可動金型と、を備え、前記固定金型と前記可動金型の間に成形材料が充填されるキャビティを有する金型装置であって、
前記成形材料を充填する充填工程の前に、前記固定金型と前記可動金型とを位置決めする第1位置決め機構と、
前記第1位置決め機構と異なる位置に設けられ、前記充填工程の後に前記固定金型に対して前記可動金型を前進させて前記成形材料を圧縮する圧縮工程において、前記固定金型と前記可動金型を位置決めする第2位置決め機構と、
前記固定金型および前記可動金型のうち一方の金型に設けられる移動体と、を備え、
前記キャビティは、前記固定金型と前記可動金型との分割面に、ゲートから射出された前記成形材料が到達する流動末端を有し、
前記移動体は、前記一方の金型に対して相対移動可能であるか、または前記一方の金型に固定されて当該一方の金型の一部を相対移動可能としており、
当該移動体は、前記キャビティの一部を構成する壁面を有し、かつ前記可動金型、または前記一方の金型の一部が前記固定金型に近接および離間する際に、前記流動末端に向かう前記成形材料の流動方向に対して平行な方向で前記可動金型に対して移動する、
金型装置。
続きを表示(約 1,100 文字)
【請求項2】
前記壁面は、前記移動体の相対移動の移動方向に対して傾斜している、
請求項1に記載の金型装置。
【請求項3】
前記移動体は、環状に形成され、内周面に前記壁面を有する、
請求項1に記載の金型装置。
【請求項4】
前記移動体は、前記一方の金型に対して相対移動可能なものであり、
前記固定金型および前記可動金型のうち前記移動体が設けられる金型は、前記移動体を収容する収容空間を有し、
前記収容空間の側面および当該側面に対向する前記移動体の摺接面は、前記移動体の移動方向に対して平行に設けられている、
請求項1乃至3のいずれか1項に記載の金型装置。
【請求項5】
前記摺接面は、前記固定金型および前記可動金型のうち前記移動体が設けられる金型の中心に対して、前記壁面よりも近位側に位置している、
請求項4に記載の金型装置。
【請求項6】
前記移動体は、前記摺接面と前記壁面との間に前記キャビティの一部を構成する段差面を有し、
前記段差面は、
前記充填工程において、隣接する前記キャビティを構成する面とずれた位置にあり、
前記圧縮工程において、隣接する前記キャビティを構成する面に面一に並ぶ、
請求項4に記載の金型装置。
【請求項7】
固定金型と、前記固定金型に対して相対的に進退する可動金型と、を備え、前記固定金型と前記可動金型の間に成形材料が充填されるキャビティを有する金型装置であって、
前記成形材料を充填する充填工程の前に、前記固定金型と前記可動金型とを位置決めする第1位置決め機構と、
前記第1位置決め機構と異なる位置に設けられ、前記充填工程の後に前記固定金型に対して前記可動金型を前進させて前記成形材料を圧縮する圧縮工程において、前記固定金型と前記可動金型を位置決めする第2位置決め機構と、
前記固定金型および前記可動金型のうち一方の金型に設けられる移動体と、を備え、
前記移動体は、前記一方の金型に対して相対移動可能であるか、または前記一方の金型に固定されて当該一方の金型の一部を相対移動可能としており、
当該移動体は、前記キャビティにより成形される成形品の最外側面を形成する壁面を有し、前記充填工程の前に前記可動金型または前記一方の金型の一部が前記固定金型に近接する際に、前記可動金型の進退方向と平行な方向に移動する、
金型装置。
【請求項8】
前記壁面は、前記移動体の移動方向に対して傾斜している、
請求項7に記載の金型装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金型装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
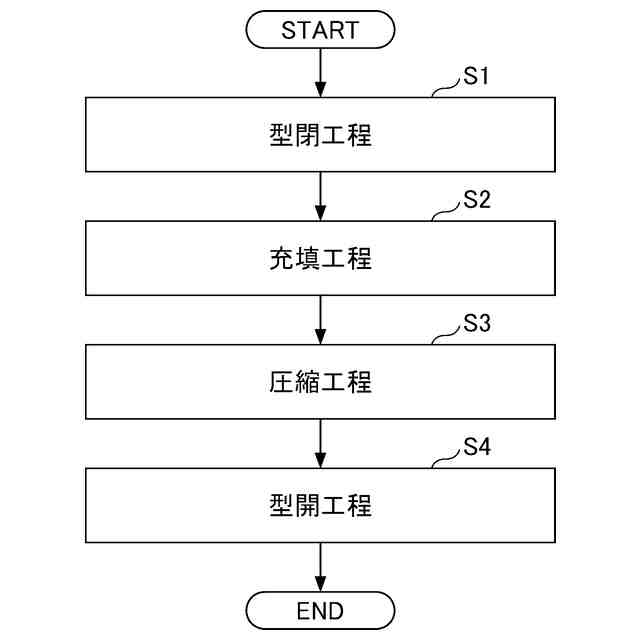
従来、射出成形において成形品を形成する場合に、成形材料を充填する充填工程と、充填した成形材料を圧縮する圧縮工程と、をこの順に行う圧縮成形方法が知られている。具体的には、射出成形機は、充填工程前に金型装置の可動金型を型締位置から若干後退した位置に配置して金型装置のキャビティを拡大させた状態とし、充填工程で成形材料を射出する。その後の圧縮工程において、射出成形機は、可動金型を型締位置に前進させることで、先に充填された成形材料を圧縮して成形材料を流動させて成形品を成形する。
【0003】
上記の圧縮成形方法は、例えば、薄肉の成形品を製造する場合に適用される。ただし、薄肉の成形品の成形では、固定金型と可動金型の芯ずれ等の原因により、キャビティの流動末端に成形材料の圧力が届き難くなる問題が発生し易い。この結果、成形材料が途中で固化して、成形品に肉厚の偏り(偏肉)が生じる場合がある。
【0004】
特許文献1には、固定金型と可動金型の芯ずれを抑制するために、充填工程前から固定金型と可動金型との位置決めを行う位置決め機構(インサートリング、インサートリング収納溝)を備えた金型装置が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開2004‐174714号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示の位置決め機構は、充填工程と圧縮工程の両方における固定金型と可動金型の位置決めを兼ねることになる。この場合、金型装置は、位置決めにおいてインサートリングのかじりが生じる、または位置決め精度が低い等の問題があった。
【0007】
例えば、固定金型と可動金型の位置決め機構においてテーパ部を適用した場合には、充填工程における位置決め精度を保証するようにすると、圧縮工程では金型間の距離がさらに縮むことにより、かじりが発生してしまう。逆に、圧縮工程における位置決め精度を保証するようにすると、充填工程では位置決め機構の位置決め精度が低くなることにより偏肉が発生し、成形品の形状寸法精度が低くなってしまう。
【0008】
本開示は、成形品を精度よく成形することができる金型装置を提供する。
【課題を解決するための手段】
【0009】
本開示の一態様によれば、固定金型と、前記固定金型に対して相対的に進退する可動金型と、を備え、前記固定金型と前記可動金型の間に成形材料が充填されるキャビティを有する金型装置であって、前記成形材料を充填する充填工程の前に、前記固定金型と前記可動金型とを位置決めする第1位置決め機構と、前記第1位置決め機構と異なる位置に設けられ、前記充填工程の後に前記固定金型に対して前記可動金型を前進させて前記成形材料を圧縮する圧縮工程において、前記固定金型と前記可動金型を位置決めする第2位置決め機構と、前記固定金型および前記可動金型のうち一方の金型に設けられる移動体と、を備え、前記キャビティは、前記固定金型と前記可動金型との分割面に、ゲートから射出された前記成形材料が到達する流動末端を有し、前記移動体は、前記一方の金型に対して相対移動可能であるか、または前記一方の金型に固定されて当該一方の金型の一部を相対移動可能としており、当該移動体は、前記キャビティの一部を構成する壁面を有し、かつ前記可動金型、または前記一方の金型の一部が前記固定金型に近接および離間する際に、前記流動末端に向かう前記成形材料の流動方向に対して平行な方向で前記可動金型に対して移動する、金型装置が提供される。
【発明の効果】
【0010】
一態様によれば、金型装置は、成形品を精度よく成形することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
CKD株式会社
型用台車
6か月前
シーメット株式会社
光造形装置
6か月前
東レ株式会社
フィルムの製造方法
11日前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
5日前
東レ株式会社
フィルムの製造方法
3か月前
個人
射出ミキシングノズル
9か月前
グンゼ株式会社
ピン
7か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
株式会社FTS
ロッド
5か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
3か月前
株式会社コスメック
射出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社不二越
射出成形機
1か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
3か月前
株式会社神戸製鋼所
混練機
5か月前
株式会社FTS
セパレータ
5か月前
株式会社リコー
画像形成システム
7か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
日東工業株式会社
インサート成形機
7か月前
トヨタ自動車株式会社
3Dプリンタ
7か月前
トヨタ自動車株式会社
真空成形装置
2か月前
日産自動車株式会社
成形装置
5日前
株式会社ニフコ
樹脂製品の製造方法
9か月前
個人
ノズルおよび熱風溶接機
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































