TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025040540
公報種別
公開特許公報(A)
公開日
2025-03-25
出願番号
2023147397
出願日
2023-09-12
発明の名称
接合方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
65/18 20060101AFI20250317BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】二つの熱可塑複合部材の熱融着の際に生じるはみ出しの形態を制御すること。
【解決手段】第1被接合体と、第1被接合体よりも平面積の小さい第2被接合体とを、積層する第1ステップと、
第2被接合体の側からヒータによる加熱および加圧を行う第2ステップと、を備え、
第2ステップにおいて、第2被接合体とヒータとの間にレジンダムが介在されるとともに、
レジンダムは、
表裏の一方の面がヒータに接し、表裏の他方の面が第2被接合体に接する基体と、
基体の周縁から基体から離れる向きに延び、第2被接合体の側面に対向する形態制御面を有するダム本体と、を備える、熱融着による接合方法。
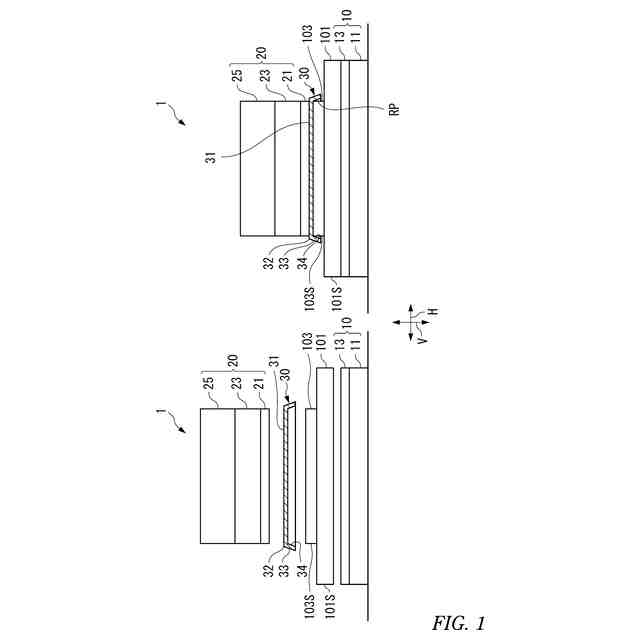
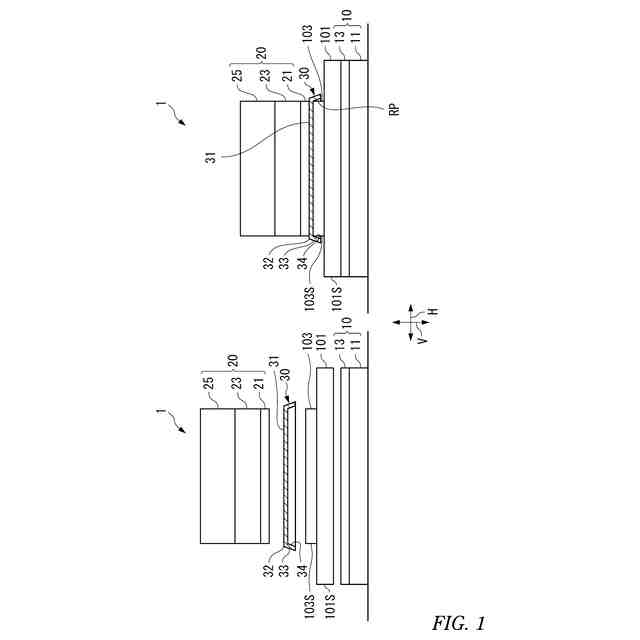
【選択図】図1
特許請求の範囲
【請求項1】
第1被接合体と、前記第1被接合体よりも平面積の小さい第2被接合体とを、積層する第1ステップと、
前記第2被接合体の側からヒータによる加熱および加圧を行う第2ステップと、を備え、
前記第2ステップにおいて、前記第2被接合体と前記ヒータとの間にレジンダムが介在されるとともに、
前記レジンダムは、
表裏の一方の面が前記ヒータに接し、表裏の他方の面が前記第2被接合体に接する基体と、
前記基体の周縁から前記基体から離れる向きに延び、前記第2被接合体の側面に対向する形態制御面を有するダム本体と、を備える、
熱融着による接合方法。
続きを表示(約 270 文字)
【請求項2】
前記形態制御面と前記側面の間に樹脂溜まりが設けられる、
請求項1に記載の接合方法。
【請求項3】
前記形態制御面は、前記基体から離れる向きに末広がりとされる、
請求項1に記載の接合方法。
【請求項4】
前記形態制御面は、丸みを帯びている、
請求項1に記載の接合方法。
【請求項5】
前記ダム本体の前記第1被接合体に対向する端部は前記第1被接合体から離れ、前記第1被接合体と前記端部の間に隙間が生じている、
請求項1に記載の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、熱可塑複合部材を熱融着により接合する方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
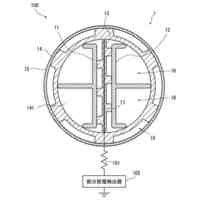
例えば航空機の構造材向けの熱可塑複合部材の熱融着技術として熱伝導融着がある。熱伝導融着は熱可塑複合部材の外表面にヒータを接触させ、材料内部にヒータが発する熱を伝熱させ、融点を超えるまで融着界面を溶融しつつ圧力を加える。航空機の構造材に用いられる熱可塑複合部材は典型的には炭素繊維可塑化強化プラスチック(Carbon Fiber Reinforced Thermo Plastics:CFRTP)からなる。
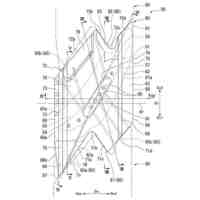
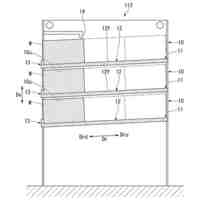
熱融着の際に加圧した状態で融点を超える温度まで昇温するために、例えば図7に示されるように、融着対象部材の周縁から繊維および樹脂が外側に向けてはみ出すことがある。このはみ出しが生じた接合部材は、所望するよりも必要以上に板厚が減少したり、所望するよりもVf(Fiber Volume content:繊維体積含有率)が少なくなるために強度が低下したりする。また、はみ出し部分が、後工程で他の部材に干渉し組立ができない、脱落してコンタミネーションを起こしたりする。
【0003】
例えば、特許文献1は、上型と下型で形成されるキャビティの少なくとも一部が開放されており、かつ開放されたキャビティの端部に、上型および下型の各々の成形面に続いて冷却フィンが設置されている熱可塑性複合材料用成形型を開示する。
【0004】
また、特許文献2は、アルミニウム箔が積層された熱可塑性プラスチックの互いの熱可塑性プラスチック突き合せて溶着する際に、圧力が小さい1段目の加圧圧縮を行い、ついで、1段目より高い圧力で2段目の加圧圧縮することを提案する。
【先行技術文献】
【特許文献】
【0005】
特開平05-124042号公報
特開平11-1210号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1は、単一の熱可塑性複合部材を成形する技術に関するものであり、積層されている二つの熱可塑複合部材の熱融着に関して示唆を与えない。
特許文献2は、二つの熱可塑複合部材の熱融着を開示する。しかし、引用文献2は、接合部の熱可塑性プラスチックをフランジの内側方向に排除して、内側に熱可塑性プラスチックの樹脂溜りを作って熱可塑性プラスチックをシールして接着力の強いシール層を得ようとするものである。したがって、特許文献2は、上述したはみ出しについて示唆を与えない。
以上より、本開示は、二つの熱可塑複合部材の熱融着の際に生じるはみ出しの形態を制御することを目的とする。
【課題を解決するための手段】
【0007】
本開示に係る接合方法は、
第1被接合体と、第1被接合体よりも平面積の小さい第2被接合体とを、積層する第1ステップと、
第2被接合体の側からヒータによる加熱および加圧を行う第2ステップと、を備え、
第2ステップにおいて、第2被接合体とヒータとの間にレジンダムが介在される。
レジンダムは、
表裏の一方の面がヒータに接し、表裏の他方の面が第2被接合体に接する基体と、
基体の周縁から期待から離れる向きに延び、第2被接合体の側面に対向する形態制御面を有するダム本体と、を備える。
【発明の効果】
【0008】
本開示によれば、第2被接合体とヒータとの間にレジンダムが介在される状態で熱融着を行うことにより、はみ出しの形態を制御することができる。したがって、本開示によれば、はみ出しが生じたとしても、はみ出しによる弊害を抑えることができる。
【図面の簡単な説明】
【0009】
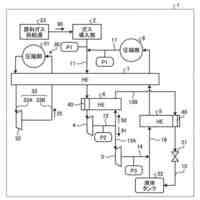
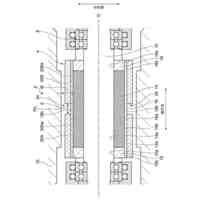
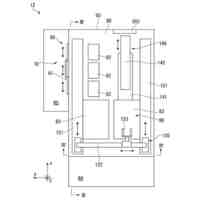
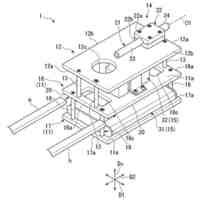
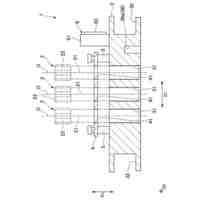
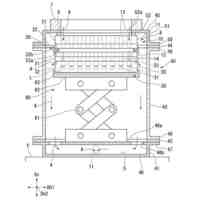
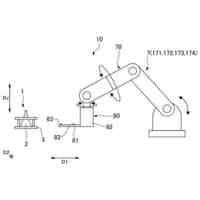
実施形態に係る熱融着方法を実施する装置構成を示す側面図である。
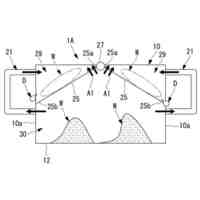
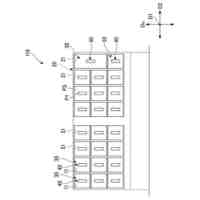
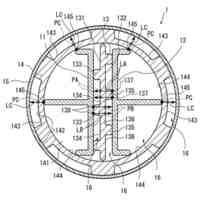
図1の装置を示す平面図である。
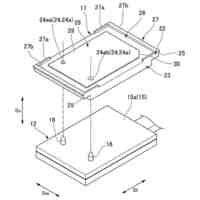
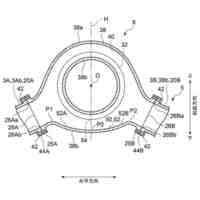
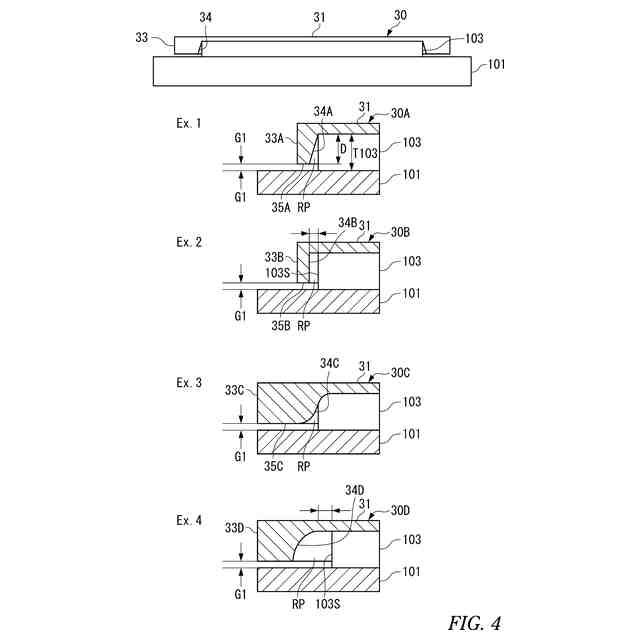
実施形態の熱融着により得られた接合体を示す図である。
実施形態に含まれる複数の変形例であり、熱融着の前の状態を示す図である。
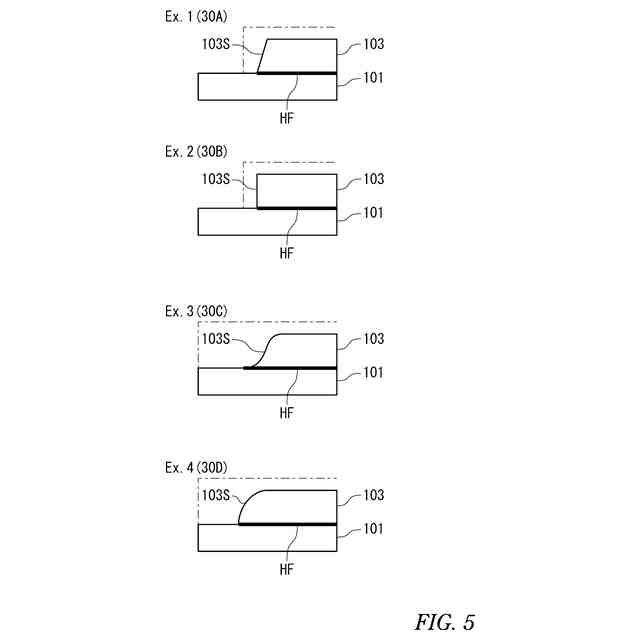
実施形態に含まれる複数の変形例であり、熱融着の後の状態を示す図である。
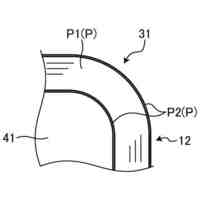
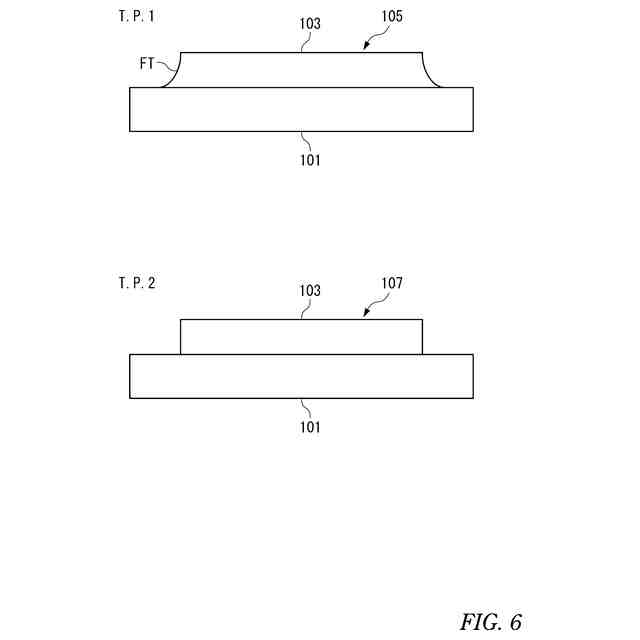
実施形態による接合体であり、上側がフィレットあり、下側がフィレットなしを示す図である。
はみ出しの一例を示す図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照しながら、実施形態について説明する。
実施形態は、熱可塑複合材料、例えば炭素繊維可塑化強化プラスチック(以下、CFRTP)を熱融着により接合する方法および装置に関する。本実施形態による接合手法は、例えば二つのCFRTP部材の接合境界部分からの繊維を含む樹脂のはみ出す形態を制御することで、樹脂のはみ出しによる弊害を抑えることを目的とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
リチウム脱離装置
5日前
三菱重工業株式会社
冷却装置及び冷却方法
3日前
三菱重工業株式会社
炭化炉及びその制御方法
3日前
三菱重工業株式会社
燃焼器及びガスタービン
5日前
三菱重工業株式会社
圧縮機及び圧縮機システム
6日前
三菱重工業株式会社
動翼、及び動翼の加工方法
5日前
三菱重工業株式会社
電力変換器及び電力システム
10日前
三菱重工業株式会社
信号処理装置及び信号処理方法
3日前
三菱重工業株式会社
電動機、及び電動機の製造方法
3日前
三菱重工業株式会社
回転電機用回転子及び回転電機
3日前
三菱重工業株式会社
ストッカ、及び細胞培養システム
3日前
三菱重工業株式会社
ストッカ、及び細胞培養システム
5日前
三菱重工業株式会社
殺菌用ユニット、細胞培養システム
4日前
三菱重工業株式会社
容器搬送治具及び細胞培養システム
5日前
三菱重工業株式会社
電力伝送装置および電力伝送システム
3日前
三菱重工業株式会社
管理装置、管理方法、およびプログラム
5日前
三菱重工業株式会社
計算方法、炉心解析装置及びプログラム
5日前
三菱重工業株式会社
ガス供給装置及びガス供給装置の起動方法
3日前
三菱重工業株式会社
管理装置、管理システム、およびプログラム
5日前
三菱重工業株式会社
計画システム、計画方法、およびプログラム
5日前
三菱重工業株式会社
保管ユニット、保管装置、細胞培養システム
10日前
三菱重工業株式会社
船舶制御装置、船舶制御方法、及びプログラム
6日前
三菱重工業株式会社
クレーン装置、クレーンシステム及び制御方法
6日前
三菱重工業株式会社
濃度測定装置、分離システム及び濃度測定方法
10日前
三菱重工業株式会社
回収システム、細胞培養システム及び回収方法
5日前
三菱重工業株式会社
搬送システム、細胞培養システム、及び搬送方法
6日前
三菱重工業株式会社
フィルタ装置、ろ過装置、及び細胞培養システム
3日前
三菱重工業株式会社
交通量予測装置、交通量予測方法、及びプログラム
10日前
三菱重工業株式会社
ボトルトレイ、ボトルユニット及び細胞培養システム
4日前
三菱重工業株式会社
複合材構造体、作業機械及び複合材構造体の成形方法
4日前
三菱重工業株式会社
ワーク台座プレート、ワーク、及び細胞培養システム
4日前
三菱重工業株式会社
電力伝送システム、部分放電検出方法および電力伝送装置
10日前
三菱重工業株式会社
フラスコトレイ、フラスコユニット及び細胞培養システム
5日前
三菱重工業株式会社
搬送システム、細胞培養システム、搬送方法、支持機構部、及びトレイ
6日前
三菱重工業株式会社
タービン排気室ケーシング、タービン及び有機ランキンサイクルシステム
6日前
三菱重工業株式会社
凍結防止制御装置、吸気ダクト設備、ガスタービン設備、及び凍結防止方法
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ