TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025104519
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023222382
出願日
2023-12-28
発明の名称
電動機、及び電動機の製造方法
出願人
三菱重工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
H02K
1/22 20060101AFI20250703BHJP(電力の発電,変換,配電)
要約
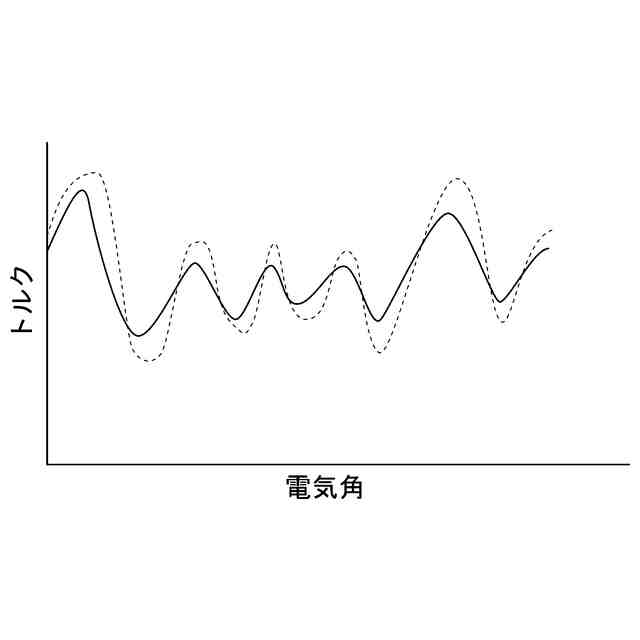
【課題】より容易に製造できるとともに、高い性能を有する電動機、及び電動機の製造方法を提供する。
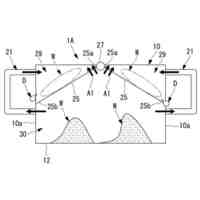
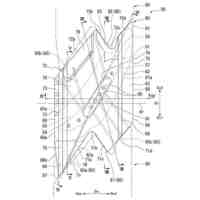
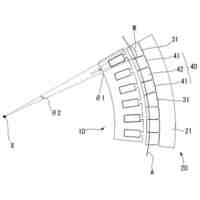
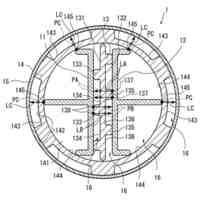
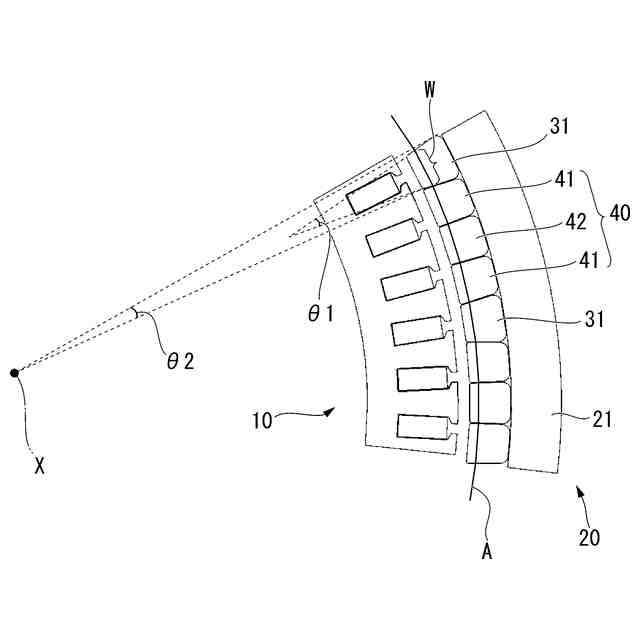
【解決手段】複数の磁石のうち、磁化方向が軸線に対する径方向を向くポールピースでは、軸線方向から見て、ポールピースの周方向両側の端面に沿って内周側に向かって延びる一対の直線のなす角度であるはさみ角が、軸線から周方向両側の端面にかけて延びる一対の直線のなす角度よりも大きく設定され、ポールピースの周方向の寸法が、円周長を磁石を周方向に配列した数で除して得られる値である磁石幅と等しくなる仮想円の径方向位置が、磁石の径方向における中央部よりも径方向内側に位置している。
【選択図】図3
特許請求の範囲
【請求項1】
軸線を中心とする円形断面を有し、コイルが内蔵されたステータと、
前記軸線を中心とする筒状をなし、前記ステータを外周側から覆うアウターロータと、
を備える電動機であって、
前記アウターロータは、
ロータ本体と、
該ロータ本体の内周側に周方向に、ハルバッハ配列された複数の磁石と、
を有し、
前記複数の磁石のうち、磁化方向が前記軸線に対する径方向を向くポールピースでは、前記軸線方向から見て、前記ポールピースの周方向両側の端面に沿って内周側に向かって延びる一対の直線のなす角度であるはさみ角が、前記軸線から前記周方向両側の端面の外周側端部にかけて延びる一対の直線のなす角度よりも大きく設定され、
前記ポールピースの周方向の寸法が、円周長を磁石を周方向に配列した数で除して得られる値である磁石幅と等しくなる仮想円の径方向位置が、前記磁石の径方向における中央部よりも径方向内側に位置している電動機。
続きを表示(約 1,100 文字)
【請求項2】
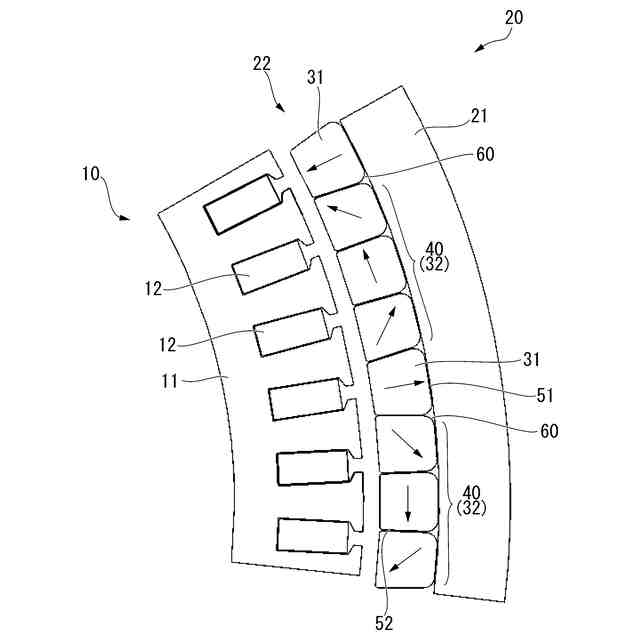
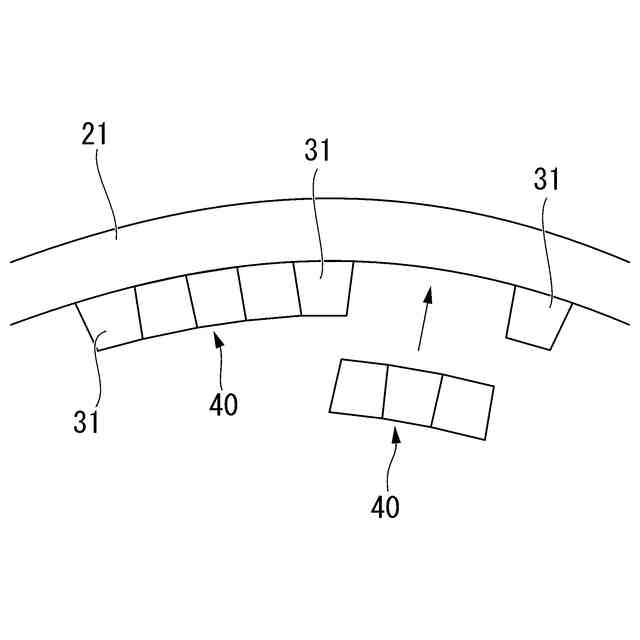
前記複数の磁石は、周方向に隣り合う一対の前記ポールピース同士の間に配列される遷移ピースをさらに有し、前記遷移ピースと隣り合う前記ポールピースの周方向端面と前記遷移ピースの周方向端面は、前記軸線X方向から見て、平行をなしている。
請求項1に記載の電動機。
【請求項3】
前記ポールピースの外周面と前記ロータ本体の内周面とを結合する第一接着層と、
前記遷移ピース同士、又は前記遷移ピースと前記ポールピースの周方向を向く端面に設けられ、該遷移ピース同士、又は前記遷移ピースと前記ポールピースとを周方向に結合する第二接着層と、
をさらに備え、
前記第二接着層を形成する第二接着剤は、前記第一接着層を形成する第一接着剤よりも伸び率が大きい請求項2に記載の電動機。
【請求項4】
前記磁石の外周側を向く2つの角部には、内周側を向く残余の2つの角部よりも大きな切り欠き部が形成されている請求項1から3のいずれか一項に記載の電動機。
【請求項5】
軸線を中心とする円形断面を有し、コイルが内蔵されたステータと、
前記軸線を中心とする筒状をなし、前記ステータを外周側から覆うアウターロータと、
を備える電動機であって、
前記アウターロータは、
ロータ本体と、
該ロータ本体の内周側に周方向に、ハルバッハ配列された複数の磁石を有し、
該複数の磁石は、磁化方向が前記軸線に対する径方向を向くポールピースと、周方向に隣り合う一対の前記ポールピース同士の間に配列される遷移ピースと、を有し、
前記ポールピースの外周面と前記ロータ本体の内周面とを結合する第一接着層と、
前記遷移ピース同士、又は前記遷移ピースと前記ポールピースの周方向を向く端面に設けられ、該遷移ピース同士、又は前記遷移ピースと前記ポールピースとを周方向に結合する第二接着層と、
をさらに備え、
前記第二接着層を形成する第二接着剤は、前記第一接着層を形成する第一接着剤よりも伸び率が大きい電動機。
【請求項6】
前記はさみ角は、360°/極数の値である請求項1に記載の電動機。
【請求項7】
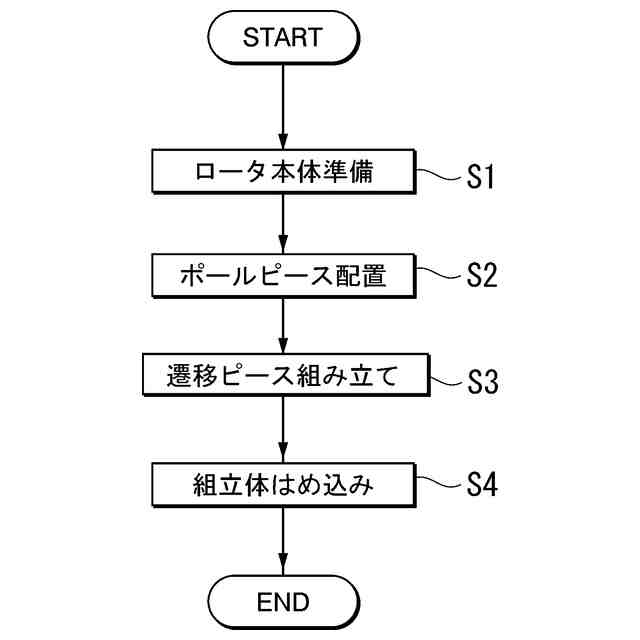
請求項2に記載の電動機の製造方法であって、
前記ロータ本体を準備するステップと、
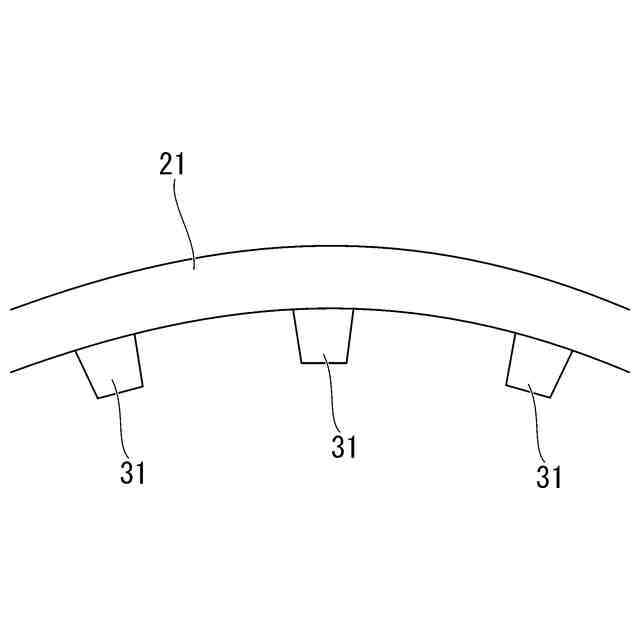
該ロータ本体の内周面上で周方向に間隔をあけて前記ポールピースを取り付けるステップと、
前記遷移ピース同士を周方向に結合することで遷移ピース組立体を形成するステップと、
前記遷移ピース組立体を、前記ロータ本体の内周面における前記ポールピース同士の間に内周側からはめ込むステップと、
を含む電動機の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電動機、及び電動機の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
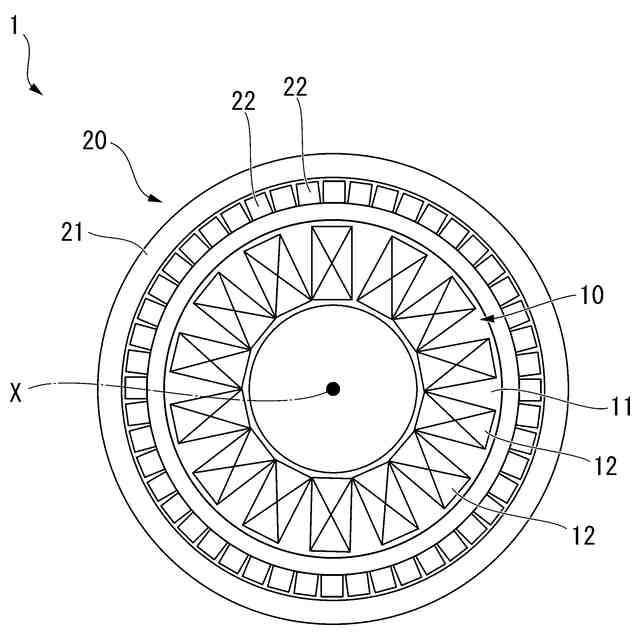
電動機の一種として、アウターロータ型と呼ばれる形式が知られている。この種の電動機は、内周側に配置されたステータと、当該ステータを外周側から覆うアウターロータと、を主に備える。ステータにはコイルが内蔵され、アウターロータにはロータ本体の内周側に磁石が内蔵されている。アウターロータは、ステータの軸線回りに回転可能に支持されている。コイルに電流を供給すると、コイルと磁石との間で電磁力が生じ、アウターロータが軸線回りに回転駆動される。
【0003】
ここで、アウターロータに用いられる磁石の配列として、ハルバッハ配列と呼ばれるものが実用化されている。この配列では、軸線方向から見て、周方向に配列された複数の磁石の磁化方向が、周方向一方側の磁石から他方側の磁石に向かうに従って次第に回転するように変化している(例えば下記特許文献1参照)。この配列では、磁化方向が軸線に対する径方向を向く磁石をポールピース(極ピース)と呼び、隣り合う一対のポールピース同士の間に配置される磁石を遷移ピースと呼ぶことがある。これら、扇形状をし、且つ、一定の径方向幅のある磁石(ポールピースと遷移ピース)をロータ本体内周面に十分狭い磁石同士の隙間で円環状に配列させるには、その幾何形状的な制約から、一部もしくは全体の磁石を軸線方向に挿入することでアウターロータを製造する必要がある。
【先行技術文献】
【特許文献】
【0004】
米国特許出願公開第2020/0358345号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、すでに着磁済みの磁石は、周囲の他の磁石の磁力による影響を受けるため、上述のように、一部もしくは全体の磁石を軸方向に挿入するプロセスを伴う配列手法には改善の余地がある。
【0006】
本開示は上記課題を解決するためになされたものであって、より容易に製造できるとともに、高い性能を有する電動機、及び電動機の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示に係る電動機は、軸線を中心とする円形断面を有し、コイルが内蔵されたステータと、前記軸線を中心とする筒状をなし、前記ステータを外周側から覆うアウターロータと、を備える電動機であって、前記アウターロータは、ロータ本体と、該ロータ本体の内周側に周方向に、ハルバッハ配列された複数の磁石と、を有し、前記複数の磁石のうち、磁化方向が前記軸線に対する径方向を向くポールピースでは、前記軸線方向から見て、前記ポールピースの周方向両側の端面に沿って内周側に向かって延びる一対の直線のなす角度であるはさみ角が、前記軸線から前記周方向両側の端面の外周側端部にかけて延びる一対の直線のなす角度よりも大きく設定され、前記ポールピースの周方向の寸法が、円周長を磁石を周方向に配列した数で除して得られる値である磁石幅と等しくなる仮想円の径方向位置が、前記磁石の径方向における中央部よりも径方向内側に位置している。
【0008】
本開示に係る電動機は、軸線を中心とする円形断面を有し、コイルが内蔵されたステータと、前記軸線を中心とする筒状をなし、前記ステータを外周側から覆うアウターロータと、を備える電動機であって、前記アウターロータは、ロータ本体と、該ロータ本体の内周側に周方向に、ハルバッハ配列された複数の磁石を有し、該複数の磁石は、磁化方向が前記軸線に対する径方向を向くポールピースと、周方向に隣り合う一対の前記ポールピース同士の間に配列される遷移ピースと、を有し、前記ポールピースの外周面と前記ロータ本体の内周面とを結合する第一接着層と、前記遷移ピース同士、又は前記遷移ピースと前記ポールピースの周方向を向く端面に設けられ、該遷移ピース同士、又は前記遷移ピースと前記ポールピースとを周方向に結合する第二接着層と、をさらに備え、前記第二接着層を形成する第二接着剤は、前記第一接着層を形成する第一接着剤よりも伸び率が大きい。
【0009】
本開示に係る電動機の製造方法は、上記の電動機の製造方法であって、前記ロータ本体を準備するステップと、該ロータ本体の内周面上で周方向に間隔をあけて前記ポールピースを取り付けるステップと、前記遷移ピース同士を周方向に結合することで遷移ピース組立体を形成するステップと、前記遷移ピース組立体を、前記ロータ本体の内周面における前記ポールピース同士の間に内周側からはめ込むステップと、を含む。
【発明の効果】
【0010】
本開示によれば、より容易に製造できるとともに、高い性能を有する電動機、及び電動機の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
炭化炉
1日前
三菱重工業株式会社
炉設備
9日前
三菱重工業株式会社
貯留システム
2日前
三菱重工業株式会社
リチウム脱離装置
18日前
三菱重工業株式会社
冷却装置及び冷却方法
16日前
三菱重工業株式会社
炭化炉及びその制御方法
16日前
三菱重工業株式会社
燃焼器及びガスタービン
18日前
三菱重工業株式会社
動翼、及び動翼の加工方法
18日前
三菱重工業株式会社
晶析システム及び晶析方法
9日前
三菱重工業株式会社
圧縮機及び圧縮機システム
19日前
三菱重工業株式会社
軸封組品、及び蒸気タービン
4日前
三菱重工業株式会社
電力変換器及び電力システム
23日前
三菱重工業株式会社
信号処理装置及び信号処理方法
16日前
三菱重工業株式会社
回転電機用回転子及び回転電機
16日前
三菱重工業株式会社
電動機、及び電動機の製造方法
16日前
三菱重工業株式会社
ストッカ、及び細胞培養システム
16日前
三菱重工業株式会社
ストッカ、及び細胞培養システム
18日前
三菱重工業株式会社
殺菌用ユニット、細胞培養システム
17日前
三菱重工業株式会社
容器搬送治具及び細胞培養システム
18日前
三菱重工業株式会社
電力伝送装置および電力伝送システム
16日前
三菱重工業株式会社
計算方法、炉心解析装置及びプログラム
18日前
三菱重工業株式会社
管理装置、管理方法、およびプログラム
18日前
三菱重工業株式会社
ガス供給装置及びガス供給装置の起動方法
16日前
三菱重工業株式会社
計画システム、計画方法、およびプログラム
18日前
三菱重工業株式会社
管理装置、管理システム、およびプログラム
18日前
三菱重工業株式会社
保管ユニット、保管装置、細胞培養システム
23日前
三菱重工業株式会社
クレーン装置、クレーンシステム及び制御方法
19日前
三菱重工業株式会社
濃度測定装置、分離システム及び濃度測定方法
23日前
三菱重工業株式会社
船舶制御装置、船舶制御方法、及びプログラム
19日前
三菱重工業株式会社
回収システム、細胞培養システム及び回収方法
18日前
三菱重工業株式会社
回転電機用の異常診断装置および異常診断方法
2日前
三菱重工業株式会社
フィルタ装置、ろ過装置、及び細胞培養システム
16日前
三菱重工業株式会社
搬送システム、細胞培養システム、及び搬送方法
19日前
三菱重工業株式会社
超音波検査装置、超音波検査方法及びプログラム
1日前
三菱重工業株式会社
二酸化炭素回収システム及び二酸化炭素回収方法
1日前
三菱重工業株式会社
交通量予測装置、交通量予測方法、及びプログラム
23日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ