TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025017138
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023120043
出願日
2023-07-24
発明の名称
監視装置
出願人
タカハタプレシジョン株式会社
代理人
個人
主分類
B29C
45/17 20060101AFI20250129BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
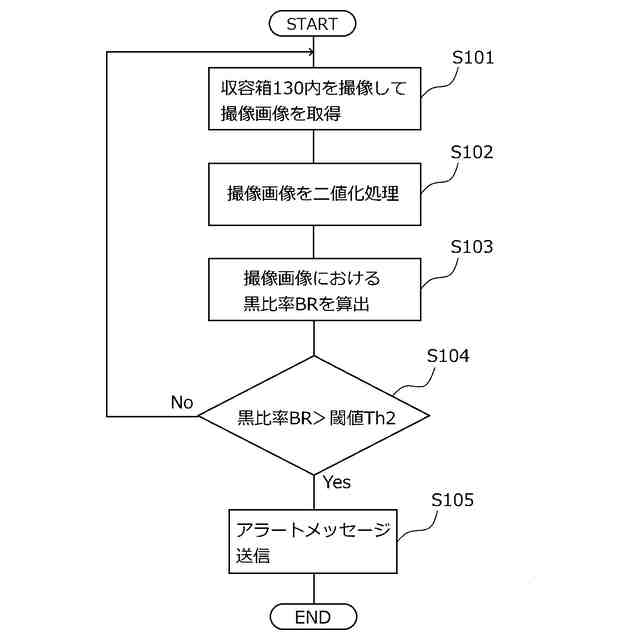
【課題】金型から取り出され収容箱に貯留されるスプールランナの監視タイミングを少なくする。
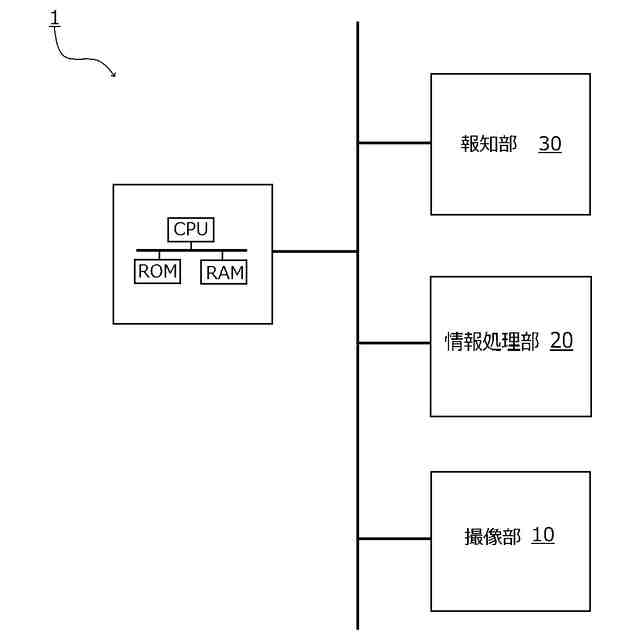
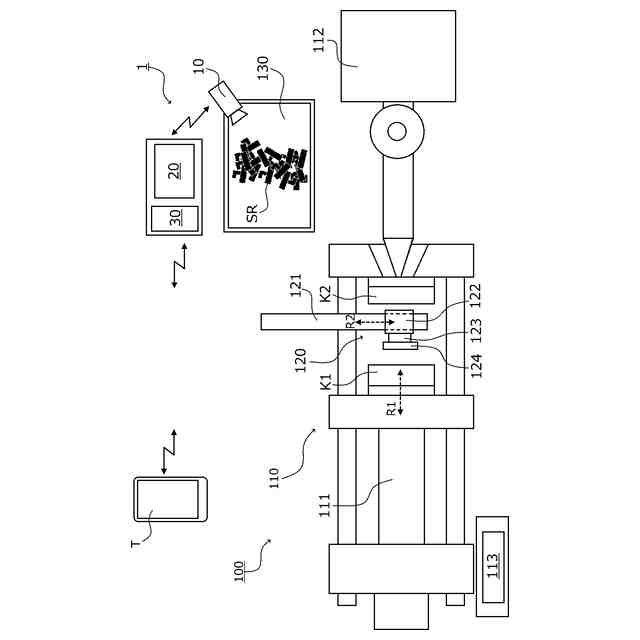
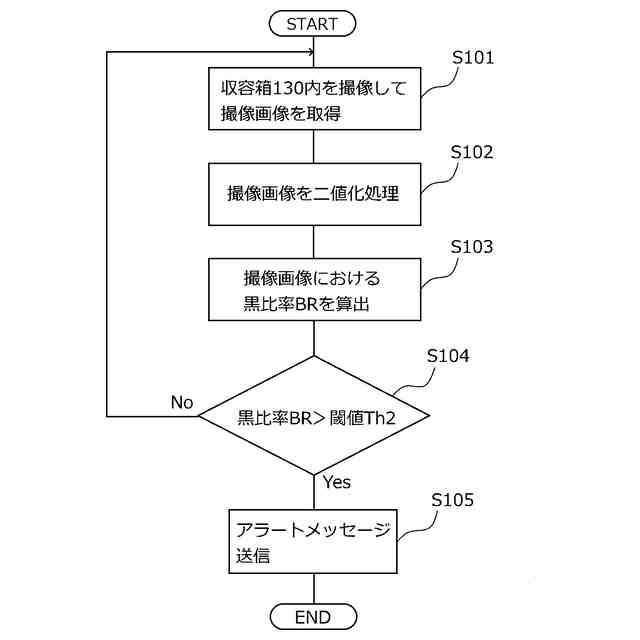
【解決手段】監視装置は、金型から取り出されるスプールランナを収容する容器と、スプールランナが収容された容器内の画像を撮像する撮像部と、撮像部によって撮像された画像に写るスプールランナの堆積状態に基づいて容器内のスプールランナの堆積量の判定を行う情報処理部と、情報処理部により堆積量が予め定められた量に達したと判定された場合、その旨を報知する報知部と、を備えている。情報処理部は、画像にスプールランナの色及び背景に応じて設定された閾値を用いた二値化処理を施して画像全体を白黒画像に変換し全体に対する黒の比率で堆積量を判定する。
【選択図】図7
特許請求の範囲
【請求項1】
金型から取り出されるスプールランナを収容する容器内の画像を撮像する撮像部と、
前記撮像部によって撮像された画像に写る前記スプールランナの堆積状態に基づいて前記容器内の前記スプールランナの堆積量の判定を行う情報処理部と、
前記情報処理部により前記堆積量が予め定められた量に達したと判定された場合、その旨を報知する報知部と、を備えた、
ことを特徴とする監視装置。
続きを表示(約 410 文字)
【請求項2】
前記情報処理部は、前記画像に前記スプールランナの色及び背景に応じて設定された閾値を用いた二値化処理を施して画像全体を白黒画像に変換し全体に対する黒の比率で前記堆積量を判定する、
ことを特徴とする請求項1に記載の監視装置。
【請求項3】
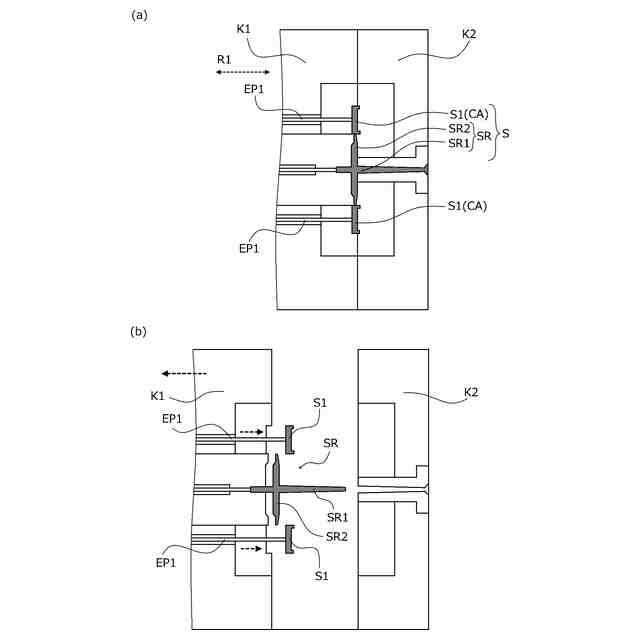
前記撮像部に対して前記容器内の後方に配置され前記撮像部から見た前記スプールランナの背景を形成する背景パネルを更に備えた、
ことを特徴とする請求項1又は2項に記載の監視装置。
【請求項4】
前記背景パネルは、前記スプールランナとは色が異なっている、
ことを特徴とする請求項3に記載の監視装置。
【請求項5】
前記報知部は、前記容器内の前記スプールランナを監視する監視員の持つ携帯端末に撮像された画像とともにアラートメッセージを送信する、
ことを特徴とする請求項1に記載の監視装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、監視装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
可動プラテンに固着された金型の金型分割面のパターンを検出するパターン検出手段と、該パターン検出手段からの検出パターンと設定パターンとを比較するパターン比較手段とを設け、該パターン比較手段からの一致出力により成形製品が金型から取出されたことを検出するようにした射出成形機製品落下確認装置が知られている(特許文献1)。
【0003】
被検出部が設けられた射出成形品に所定の処理を施すための処理部を備えた処理装置において、射出成形品が設置される射出成形品設置部が設けられ、射出成形品設置部に設置された射出成形品を回転方向に変位させるとともに、左右方向および前後方向に搬送する搬送装置と、処理部またはその近傍に設けられ、射出成形品における製品部を設置するための製品部設置部と、搬送装置の搬送路近傍に設けられ、搬送装置によって搬送される射出成形品の被検出部を撮影する画像処理装置と、画像処理装置が撮影した画像から製品部の標準位置に対するずれ角度を求めそのずれ角度に基づいて搬送装置を制御して射出成形品を回転させ製品部のずれ角度を補正するとともに、画像処理装置が撮影した画像から製品部の位置と製品部設置部との間の距離を求め、その距離に基づいて搬送装置を制御して射出成形品を画像撮影位置から処理部に搬送して製品部を製品部設置部に位置させる制御装置とを設けた処理装置も知られている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開昭62-108020号公報
特開2003-181887号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、金型から取り出され容器に貯留されるスプールランナの監視タイミングを少なくする。
【課題を解決するための手段】
【0006】
前記課題を解決するために、請求項1に記載の監視装置は、
金型から取り出されるスプールランナを収容する容器内の画像を撮像する撮像部と、
前記撮像部によって撮像された画像に写る前記スプールランナの堆積状態に基づいて前記容器内の前記スプールランナの堆積量の判定を行う情報処理部と、
前記情報処理部により前記堆積量が予め定められた量に達したと判定された場合、その旨を報知する報知部と、を備えた、
ことを特徴とする。
【0007】
請求項2に記載の発明は、請求項1に記載の監視装置において、
前記情報処理部は、前記画像に前記スプールランナの色及び背景に応じて設定された閾値を用いた二値化処理を施して画像全体を白黒画像に変換し全体に対する黒の比率で前記スプールランナの堆積量を判定する、
ことを特徴とする。
【0008】
請求項3に記載の発明は、請求項1又は2項に記載の監視装置型において、
前記撮像部に対して前記容器内の後方に配置され前記撮像部から見た前記スプールランナの背景を形成する背景パネルを更に備えた、
ことを特徴とする。
【0009】
請求項4に記載の発明は、請求項3に記載の監視装置型において、
前記背景パネルは、前記スプールランナとは色が異なっている、
ことを特徴とする。
【0010】
請求項5に記載の発明は、請求項1に記載の監視装置において、
前記報知部は、前記容器内の前記スプールランナを監視する監視員の持つ携帯端末に撮像された前記画像とともにアラートメッセージを送信する、
ことを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
7か月前
東レ株式会社
プリプレグテープ
9か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
個人
射出ミキシングノズル
8か月前
東レ株式会社
フィルムの製造方法
3か月前
株式会社日本製鋼所
押出機
9か月前
グンゼ株式会社
ピン
6か月前
株式会社FTS
ロッド
5か月前
個人
樹脂可塑化方法及び装置
5か月前
株式会社カワタ
計量混合装置
1か月前
日機装株式会社
加圧システム
2か月前
東レ株式会社
一体化成形品の製造方法
10か月前
株式会社漆原
シートの成形方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
帝人株式会社
成形体の製造方法
12か月前
トヨタ自動車株式会社
射出装置
3か月前
株式会社シロハチ
真空チャンバ
8か月前
株式会社FTS
成形装置
6か月前
株式会社リコー
シート剥離装置
10か月前
株式会社コスメック
射出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
9か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社FTS
セパレータ
5か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社日本製鋼所
押出成形装置
9か月前
株式会社不二越
射出成形機
3か月前
三菱自動車工業株式会社
予熱装置
9か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
6か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
4か月前
株式会社ニフコ
樹脂製品の製造方法
8か月前
日東工業株式会社
インサート成形機
7か月前
株式会社リコー
シート処理システム
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































