TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171603
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088698
出願日
2023-05-30
発明の名称
作業台
出願人
村田機械株式会社
代理人
弁理士法人ATEN
主分類
B29C
70/54 20060101AFI20241205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ボビン交換作業をできるだけ速やかに行えるようにする。
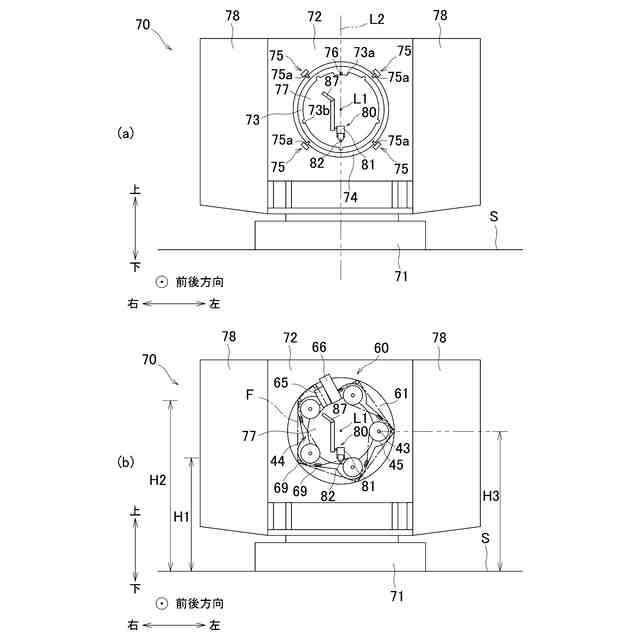
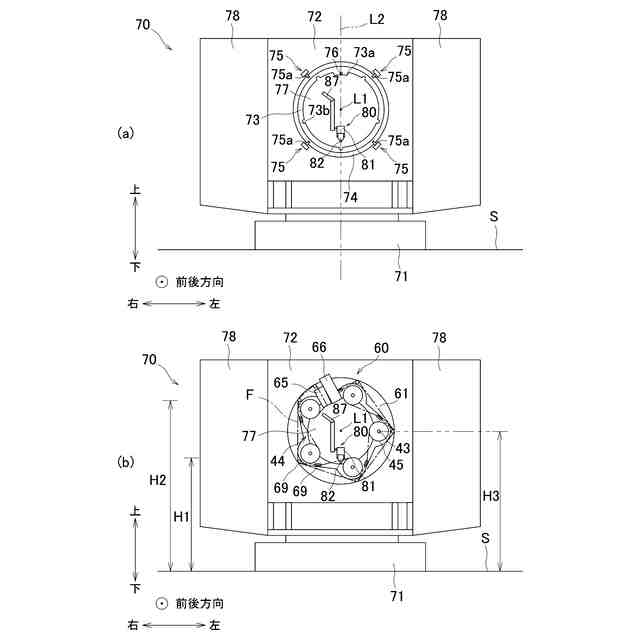
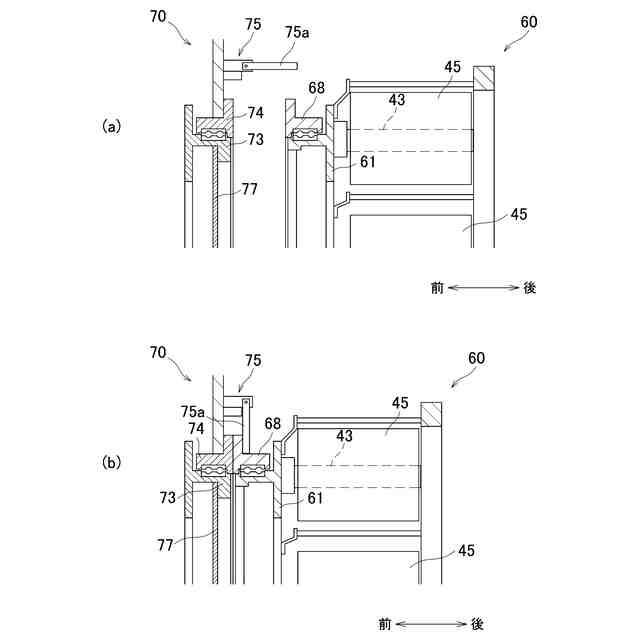
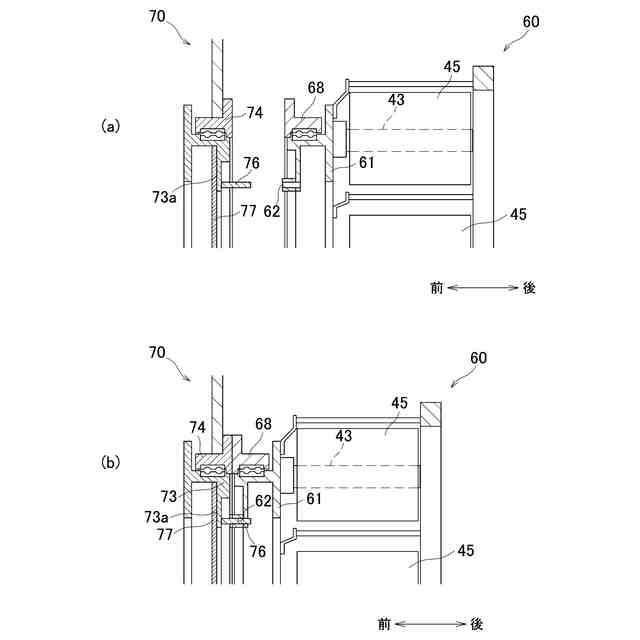
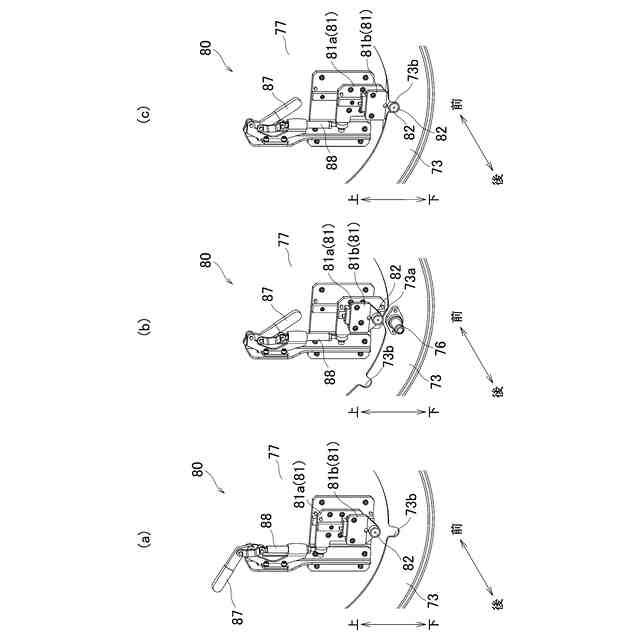
【解決手段】本体部72と、円環状であり、水平方向に沿って延びる第1軸L1を中心に周方向に回転可能となるように本体部72に取り付けられており、且つ、カートリッジ60を支持する突起76を有する円環部73と、円環部73の回転を止めるためのストッパ機構80と、を備える。突起76に支持されたカートリッジ60は円環部73と共に第1軸L1を中心に周方向に回転可能である。円環部73は、周方向に互いに離隔する複数の溝73bが形成されている。ストッパ機構80は、溝73bに嵌め込み可能なローラ82が設けられており、円環部73に近づく方向及び遠ざかる方向にスライド可能な状態で本体部72に対して取り付けられたスライダ81を有しており、ローラ82が複数の溝73bのうちの1つに嵌まることで、円環部73の回転を止める。
【選択図】図6
特許請求の範囲
【請求項1】
円環状であり、且つ、複数のボビンをそれぞれ支持可能な複数のボビンホルダが周方向に沿って設けられたカートリッジを着脱自在に支持可能な作業台であって、
本体部と、
円環状であり、水平方向に沿って延びる第1軸を中心に周方向に回転可能となるように前記本体部に取り付けられており、且つ、前記カートリッジを支持する支持部を有する円環部と、
前記円環部の回転を止めるためのストッパ機構と、を備えており、
前記支持部に支持された前記カートリッジは前記円環部と共に前記第1軸を中心に周方向に回転可能であり、
前記円環部は、周方向に互いに離隔する少なくとも2つの開口部が形成されており、
前記ストッパ機構は、前記開口部に嵌め込み可能な嵌込部が設けられており、前記円環部に近づく方向及び遠ざかる方向にスライド可能な状態で前記本体部に対して取り付けられたスライダを有しており、前記嵌込部が前記少なくとも2つの開口部のうちの1つに嵌まることで、前記円環部の回転を止める作業台。
続きを表示(約 850 文字)
【請求項2】
前記開口部は、前記円環部の内周縁に形成された溝であり、
前記スライダは、前記円環部の前記内周縁に近づく方向及び遠ざかる方向にスライド可能である請求項1に記載の作業台。
【請求項3】
前記スライダは、
前記本体部に対して所定方向に沿ってスライド可能に取り付けられた第1部分と、
前記嵌込部が設けられており、且つ、前記第1部分に対して前記所定方向に沿ってスライド可能に取り付けられた第2部分と、を有しており、
前記第1部分は、前記所定方向にスライドすることで、前記嵌込部が前記円環部と離隔した離隔位置と、前記離隔位置よりも下方に位置しており前記嵌込部が前記円環部の前記内周縁に接触する接触位置と、を取り、
前記嵌込部が前記円環部の前記内周縁に接触している状態で前記円環部が回転されたとき、前記円環部の前記内周縁に形成された少なくとも2つの前記溝のいずれかが前記嵌込部と接触する位置に到達すると、前記第2部分が自重により前記所定方向にスライドして前記嵌込部が前記溝に嵌まる請求項2に記載の作業台。
【請求項4】
前記所定方向は、鉛直方向である請求項3に記載の作業台。
【請求項5】
前記嵌込部は、前記第1軸と平行な回転軸周りに回転可能に構成されたローラである請求項3に記載の作業台。
【請求項6】
前記本体部は、鉛直方向に沿って延びる第2軸を中心に回転自在に構成されている請求項1に記載の作業台。
【請求項7】
前記円環部及び前記ストッパ機構は、前記第1軸の延伸方向において前記本体部の両面にそれぞれ設けられている請求項6に記載の作業台。
【請求項8】
前記ストッパ機構は、前記スライダをスライドさせるレバーを有しており、
前記レバーは、床面から800mm~1400mmの高さに設けられている請求項1~7のいずれか1項に記載の作業台。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ボビン交換作業を行うための作業台に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
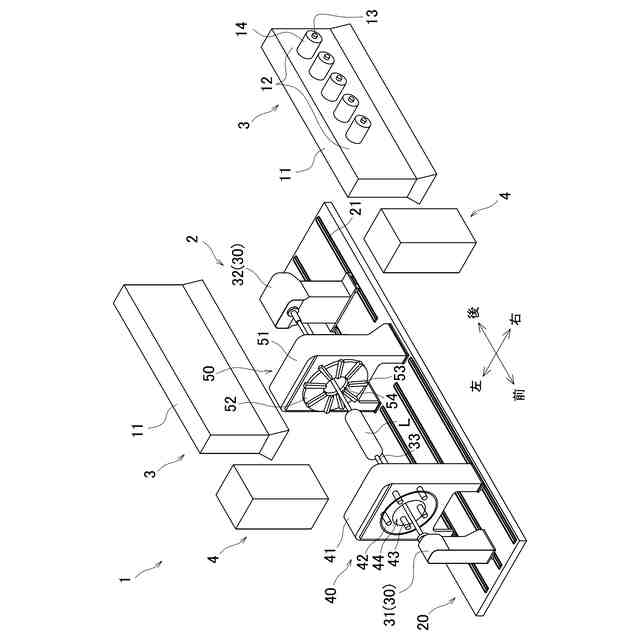
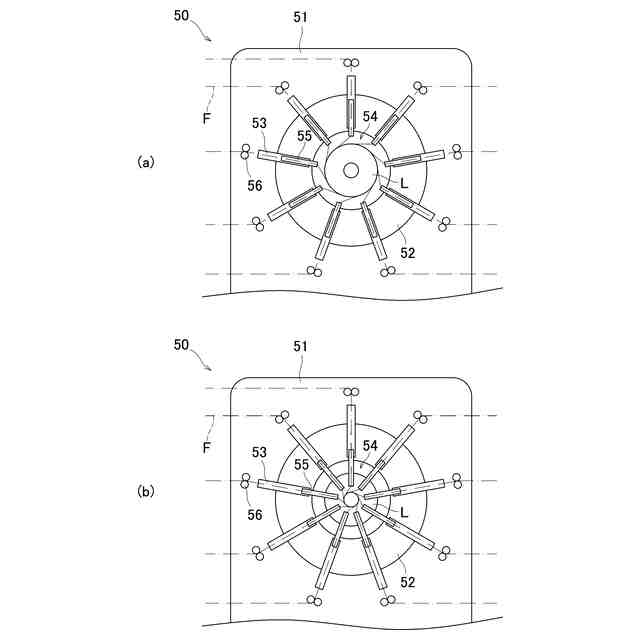
特許文献1には、熱硬化性樹脂が含侵された繊維束をライナーに巻き付けて圧力容器等を製造するフィラメントワインディング装置が開示されている。かかるフィラメントワインディング装置は、ライナーの表面にフープ巻きを施すフープ巻ユニットと、ライナーの周面にヘリカル巻きを施すヘリカル巻ユニットと、を備えている。フープ巻ユニットは、ライナーに対してライナーの軸方向に相対的に移動可能である。フープ巻ユニットは、ライナーが通過可能な通過穴が形成された円盤状の回転部材と、回転部材の周方向に等間隔で配置された複数の繊維ボビン(ボビン)と、を有している。フープ巻ユニットとライナーとを相対移動させながら、回転部材を回転させることで、複数の繊維束ボビンがライナーの周囲を公転し、複数の繊維束ボビンから引き出された繊維束が同時にライナーの周面にフープ巻きされる。
【先行技術文献】
【特許文献】
【0003】
特開2018-144407号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のようなフィラメントワインディング装置においては、フープ巻ユニットのボビンが空になったとき、ボビン交換作業を行う必要がある。ボビン交換作業においては、空になった複数のボビンをフープ巻ユニットから取り外した後、新たな複数のボビンをフープ巻ユニットに装着する。
【0005】
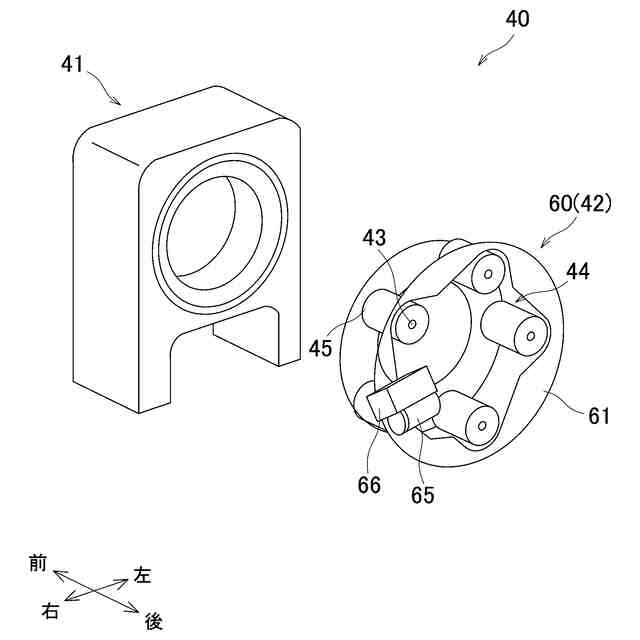
ここで、複数のボビンが配置される回転部材がフープ巻ユニットの本体部から着脱自在なカートリッジとなっている場合、ボビンが空になったとき、カートリッジを本体部から取り外してボビン交換作業を行うことができる。このようなボビン交換作業は、フィラメントワインディング装置の稼働率を悪化させないためにできるだけ速やかに行う必要がある。
【0006】
本発明の目的は、ボビン交換作業をできるだけ速やかに行えるようにすることである。
【課題を解決するための手段】
【0007】
第1の発明にかかる作業台は、円環状であり、且つ、複数のボビンをそれぞれ支持可能な複数のボビンホルダが周方向に沿って設けられたカートリッジを着脱自在に支持可能な作業台であって、本体部と、円環状であり、水平方向に沿って延びる第1軸を中心に周方向に回転可能となるように前記本体部に取り付けられており、且つ、前記カートリッジを支持する支持部を有する円環部と、前記円環部の回転を止めるためのストッパ機構と、を備えており、前記支持部に支持された前記カートリッジは前記円環部と共に前記第1軸を中心に周方向に回転可能であり、前記円環部は、周方向に互いに離隔する少なくとも2つの開口部が形成されており、前記ストッパ機構は、前記開口部に嵌め込み可能な嵌込部が設けられており、前記円環部に近づく方向及び遠ざかる方向にスライド可能な状態で前記本体部に対して取り付けられたスライダを有しており、前記嵌込部が前記少なくとも2つの開口部のうちの1つに嵌まることで、前記円環部の回転を止める。
【0008】
本発明では、ストッパ機構は、円環部に形成された少なくとも2つの開口部のうちいずれかの開口部に嵌込部が嵌まることで、円環部を周方向に関して異なる位置で止めることができる。すなわち、円環部に設けられた支持部に支持されたカートリッジを周方向に関して異なる位置で止めることができる。したがって、カートリッジの周方向に沿って設けられた複数のボビンホルダに対してボビン交換作業を行う際に、カートリッジを止める位置を変更し、作業対象のボビンホルダが作業しやすい高さ位置となるように調整できる。よって、ボビン交換作業の作業性を高め、ボビン交換作業をできるだけ速やかに行えるようにできる。
【0009】
第2の発明にかかる作業台では、第1の発明において、前記開口部は、前記円環部の内周縁に形成された溝であり、前記スライダは、前記円環部の前記内周縁に近づく方向及び遠ざかる方向にスライド可能である。
【0010】
本発明では、ストッパ機構は、円環部に形成された少なくとも2つの溝のうちいずれかの溝に嵌込部が嵌まることで、円環部を周方向に関して異なる位置で止めることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
非接触給電システム
7日前
村田機械株式会社
作業計画作成装置、および作業計画作成プログラム
6日前
村田機械株式会社
環境地図の更新方法、移動装置、管理サーバ、及び移動システム
19日前
東レ株式会社
吹出しノズル
7か月前
シーメット株式会社
光造形装置
6か月前
CKD株式会社
型用台車
6か月前
グンゼ株式会社
ピン
7か月前
株式会社日本製鋼所
押出機
9か月前
東レ株式会社
フィルムの製造方法
6日前
個人
射出ミキシングノズル
9か月前
東レ株式会社
フィルムの製造方法
12日前
東レ株式会社
フィルムの製造方法
3か月前
株式会社FTS
ロッド
5か月前
日機装株式会社
加圧システム
2か月前
株式会社カワタ
計量混合装置
1か月前
個人
樹脂可塑化方法及び装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
1か月前
株式会社シロハチ
真空チャンバ
8か月前
トヨタ自動車株式会社
射出装置
4か月前
株式会社漆原
シートの成形方法
1か月前
株式会社FTS
成形装置
6か月前
株式会社神戸製鋼所
混練機
5か月前
東レ株式会社
炭素繊維シートの製造方法
2か月前
株式会社コスメック
射出成形装置
1か月前
株式会社不二越
射出成形機
3か月前
株式会社リコー
画像形成システム
7か月前
株式会社不二越
射出成形機
3か月前
株式会社FTS
セパレータ
5か月前
株式会社不二越
射出成形機
1か月前
株式会社不二越
射出成形機
3か月前
日産自動車株式会社
成形装置
6日前
個人
ノズルおよび熱風溶接機
6か月前
株式会社ニフコ
樹脂製品の製造方法
9か月前
トヨタ自動車株式会社
真空成形装置
2か月前
東レ株式会社
溶融押出装置および押出方法
6か月前
日東工業株式会社
インサート成形機
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ